浅谈真空电子束焊接技术的应用
2014-12-11罗海波
罗海波
(西安航天动力机械厂,陕西西安 710025)
浅谈真空电子束焊接技术的应用
罗海波
(西安航天动力机械厂,陕西西安 710025)
本文简单介绍了真空电子束焊的基本原理,为保证在实际生产中的真空电子束焊接质量,从产品结构和材料方面对产品的焊接性、易出现的气孔、焊偏、裂纹等焊接缺陷进行了分析,通过合理的选择电子束工艺参数和装配方法,使产品的焊接质量得到了有效控制。
真空电子束焊接 工艺参数 焊接质量
真空电子束焊是利用定向高速运动的电子束流撞击工件使动能转化为热能而使工件熔化,形成焊缝。电子束焊接技术因其高能量密度和优良的焊接质量,率先在国内航空工业得到应用。本文针对电子束焊接在生产中遇到的某载重卡车车桥承载大、疲劳强度高进行了分析,解决了产品的焊接质量问题。
1 产品结构及对焊缝的质量要求
桥壳中段是由16Mn板材冲压后焊接而成,轴头是30Mn2铸件加工而成,中段与轴头的焊缝是车桥主要受力焊缝,要求很高的疲劳强度。因此设计为真空电子束焊接结构。这里采用的是止口式嵌入结构,这种结构的目的在于需要达到以下要求:(1)实施熔透焊时焊缝不会低于母材。(2)将电子束焊常有的根部钉尖缺陷引入到不受力的内衬环上。中段与轴头的焊缝根据在垂直弯曲载荷下应力状态的不同,分为中性区、压应力区、张应力区,张应力区不允许存在咬边,压应力区和中性区咬边深度≤0.2mm。(3)不允许表面可见气孔。(4)内部焊缝需100%超声波检验。(5)不允许裂纹、未熔合、未焊透。(6)按图1示,车桥要承受最大载荷P1=320KN,最小载荷P2=20KN,频率f=5Hz,疲劳次数≥120万次。
2 产品材料、结构的焊接性分析
车桥的真空电子束焊缝具有很高的质量要求,主要问题如下。
2.1 裂纹
桥壳中段材料为16Mn,轴头材料为30Mn2,从材料的成份可见,这两种低合金钢均有较高的碳当量,尤其30Mn2超过了0.5,在焊接冷却过程易形成淬火组织,使焊接区硬度提高,塑性下降,易出现裂纹。
2.2 气孔
产生气孔的主要原因有:(1)母材中溶解的气体在凝固过程中来不及逸出;(2)零件毛坯中原来存在的气孔缺陷和难于清理的油污被重新卷入焊缝;(3)深熔深焊接凝固过程中体积收缩引起的收缩孔。
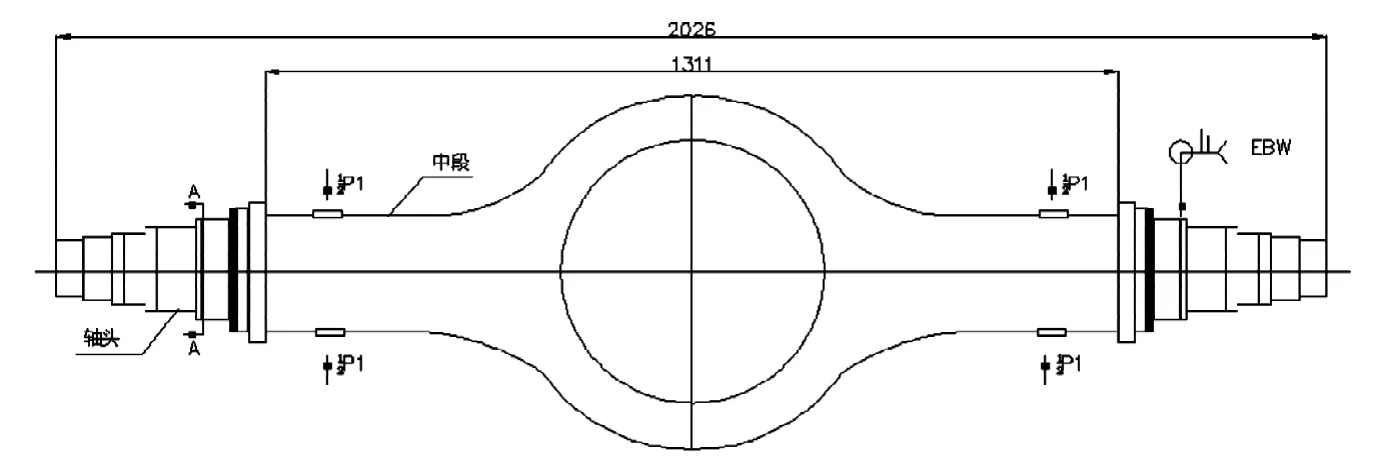
图1 车桥结构示意图
2.3 焊偏
焊缝的有效深度为13.6mm,钉尖缺陷引出深度最佳为3~5mm,焊缝总的熔深为17mm~19mm。电子束焊缝通常是很窄的,桥壳批生产加工中零件对接端面的垂直精度要求并不是很高,稍微对不正焊缝就会产生焊偏。
3 产品的电子束焊接工艺
3.1 焊前清理
电子束焊熔深大,产品17~19mm的焊缝深度可一次焊透,无需开坡口,加焊丝。由于产品零件经过冲压、焊接、机加等多道工序,零件表面存在大量的油污、铁锈,对于束焊质量会产生很大的影响,同时,焊接产生的大量油污蒸汽会对真空室造成污染。因此,电子束焊前,应严格对焊接区域附近进行清理,具体步骤如下。
(1)对轴头采用汽油进行整体清洗,去除油污。(2)对桥壳中段对接面及两侧进行抛光除锈。(3)装配前焊缝对接面及两侧用无水酒精擦拭。
(4)清理完毕后,应立即装配产品,置入真空室内抽真空保护。
3.2 产品装配方式
电子束焊接是利用小孔效应成型,为防止焊漏、缩孔等缺陷,对接装配间隙的要求十分严格,通常不大于0.1mm。车桥的这种止口嵌入式焊缝结构还要求内衬环与零件内孔的配合间隙不大于0.5mm。
为适应批量生产高效、方便的要求,轴头与中段的装配连接我们采用的是夹具连接方式。
产品的这种拉紧式装配,可以给接头预紧力,焊接时抵消部分焊接收缩时所受的拉应力,降低裂纹的产生几率。另外,足够大的预紧力,可以防止焊缝在焊接过程中受热张开,从而省去电子束焊定位的工序。这里要求装配预紧力矩不小于30Kg·m。

表1 焊接效果对比
3.3 工艺参数的选择
我们使用的真空电子束焊机,是高真空(2×10-4Tr)中压(60KV)型焊机,可编程自动控制焊接过程。电压值60KV不可调,其余主要设置的焊接参数如下。
3.3.1 工作距离
车桥焊接时,电子枪位于焊缝正上方,实施平焊。有效工作距离范围是:50mm~400mm。在电子束焊接过程中,焊缝金属易挥发和电离,产生的金属蒸汽和飞溅可能进入到电子枪中,对枪体污染或造成高压击穿,为防止金属蒸汽或离子进入电子枪中,工作距离应选择大一些。依据经验,该产品工作距离设定在250mm。
3.3.2 聚焦电流
聚焦电流是调节电子束焦点位置的。焦点位置对于焊缝的成型深宽比影响很大,对于钢材产品大于10mm焊接熔深,通常采用下焦点法聚焦。为实现17mm左右的熔深,同时控制有效焊缝的宽度在2mm以上,依据经验将束流焦点设在焊缝表面下5mm。
3.3.3 扫描方式
电子束可以通过扫描方式控制束流的能量密度,从而控制焊缝成型。轴头材料碳当量较高,易造成裂缝缺陷,在保证产品焊透,同时控制热输入,应选择能量密度偏低的圆形扫描方式。此方式可以使小孔呈圆柱形下潜,焊接受热区域较大,整个焊缝熔宽接近,避免液态金属凝固过快,可防止裂缝的生成。
3.3.4 焊接速度和焊接电流的匹配
我们利用产品模拟焊接试样分别进行了多组低速小电流和高速大电流的试验对比,结果如表1。
可见低速小电流的焊接效果非常理想,可以达到焊缝质量控制要求。
3.4 焊缝整形
为避免应力集中,车桥表面焊缝的要求是很高的,必须采用散焦小束流的方式进行外观焊缝整形焊接,使焊缝圆滑美观。
4 补焊
焊缝质量经超声检验后,如不满足车桥质量控制标准,可对焊缝进行全长或局部电子束重熔补焊,消除缺陷。补焊时为保证溶深,应将缺陷处的焊缝余高打磨平。
5 工艺实施效果
(1)利用制定的焊接工艺进行了一万多件车桥的焊接,经100%超声检测,只有8.2%车桥一次焊接不合格,产品质量稳定,完全能够满足批量生产焊接的要求。
(2)对每1000根车桥抽检进行疲劳强度的测试,均能满足要求。
6 结语
通过对产品结构及材料认真的分析,利用焊接模拟试样,确定了合理的焊接参数,采取焊接前认真清理、拉紧式装配等措施,应用真空电子束焊接技术,成功焊接了载重车桥,焊缝内在质量满足要求,表观焊缝成型美观,为真空电子束焊接在车桥批量生产中的应用奠定了基础。
参与文献:
[1]中国机械学会焊接学会.焊接手册[M].第二卷.北京:机械工业出版社,2004.
罗海波(1967-),男,汉族,辽宁海城人,职称:高级技师,本科学历,研究方向:主要从事高能束焊。
