一种锰镍钼硼合金系埋弧焊丝焊接低碳贝氏体钢接头的组织及性能
2014-12-09陈阳阳刘明志
张 敏,陈阳阳,杨 亮,刘明志,邢 奎
(西安理工大学材料科学与工程学院,西安710048)
0 引 言
由于贝氏体钢具有优异的综合力学性能,且在其生产过程中可以省去淬火工序,具有简化工艺、节约热能、降低成本等优点,已被广泛应用于汽车前轴、铁路道岔、管线钢等方面[1-3]。目前,关于贝氏体钢的组织、成分、控制轧制和断裂韧性等方面已经进行了大量的研究,但对其焊接性能的研究还较少,特别是关于其埋弧焊焊接用材料的研制就更少。埋弧焊生产率高、焊缝质量好、劳动条件好,广泛应用在造船、桥梁及冶金机械制造业中[4]。
相关研究表明,锰的加入可以使焊缝金属中针状铁素体含量增加并且细化组织,显著提高焊缝屈服强度和抗拉强度。镍的加入会促进针状铁素体形核,细化晶粒。钼可以推迟先共析铁素体转变,当钼含量大于0.2%(质量分数,下同)时,屈服强度增加很少,抗拉强度明显增加;当钼含量大于0.5%时,韧性减小,抗拉强度增大[5]。硼的加入可以使铁素体转变曲线明显右移,针状铁素体含量增加,提高焊缝韧性。同时,微量的硼可以提高高温强度、强化晶界和基体。因此,在钢中加入锰、镍、钼、硼等合金元素,可促进针状铁素体形核,控制针状铁素体和贝氏体相比例,提高焊缝的强韧性[6]。因此,作者选择锰镍钼硼合金系,设计了一种低碳贝氏体钢用埋弧焊焊丝,并对低碳贝氏体钢进行双面焊,分析了焊接接头的显微组织和力学性能,为促进高强韧性、耐低温且易焊接的低碳贝氏体钢的发展提供参考。
1 试样制备与试验方法
1.1 试样制备
试验材料选用国内某钢厂生产的X120级低碳贝氏体管线钢,控轧控冷状态,其化学成分见表1,冷裂纹敏感系数为0.22,热裂纹敏感系数为0.41,切割成尺寸为520mm×250mm×15.3mm的焊接试样。试验钢显微组织如图1所示,为极细的含有高位错密度的贝氏体基体组织和细条状的铁素体,其上分布有细小的Nb(C,N)及ε-Cu粒子,板条间有少量的M-A岛。
焊接材料为锰镍钼硼合金系焊丝,焊丝钢锭在DZG-0025型真空感应电炉中冶炼,设计成分见表2,焊丝直径为4mm。埋弧焊焊剂选用氟碱型烧结焊剂SJ101。

表1 试验钢化学成分(质量分数)Tab.1 Chemical composition of test steel(mass) %

图1 试验钢显微组织Fig.1 Microstructure of test steel

表2 锰镍钼硼合金系焊丝设计化学成分(质量分数)Tab.2 The designed chemical composition of welding wire(mass) %
采用MZ-1-1000型埋弧自动焊机对贝氏体钢板进行双面焊,采用对接直缝埋弧焊,I型坡口,接头间隙为0.5~1.0mm。焊前打磨试样,除尘除锈,正面焊完后反面再清根埋弧焊接。焊丝伸出导电嘴长度为25~40mm。焊接工艺参数如表3所示,埋弧焊功率有效系数取0.8。
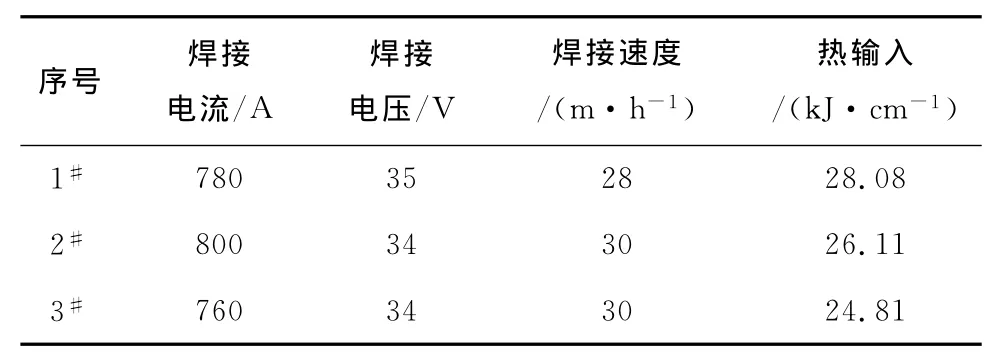
表3 埋弧焊焊接工艺参数Tab.3 Submerged arc welding parameters
1.2 试验方法
焊接接头依次经磨制、粗抛、精抛、腐蚀后干燥,再采用金刚石研磨剂研磨,用体积分数4%的硝酸酒精腐蚀,然后在OLYMPUS-GX71型光学显微镜下观察显微组织。在焊缝中心垂直于焊缝方向取拉伸试样,尺寸如图2所示,根据GB/T 2651-2008,采用MTS810-1型自动拉伸试验机测拉伸性能;在图3所示位置切取尺寸为10mm×10mm×55mm的V形缺口冲击试样,V型缺口分别开在焊缝中心和距熔合线1mm的HAZ粗晶区,缺口深2mm,采用JB-300B型摆锤式冲击试验机测冲击性能。采用JSM-6700F型扫描电子显微镜(SEM)观察冲击断口的形貌;采用HV-1000型显微硬度计测焊接接头的硬度分布,载荷为98N,保压时间为10s。
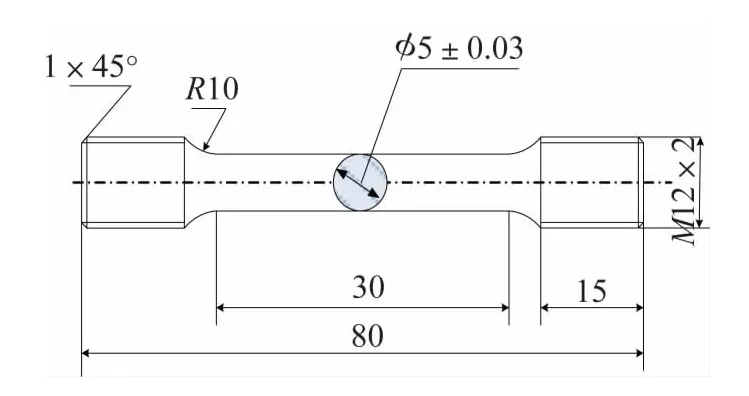
图2 拉伸试样尺寸Fig.2 Tensile specimen size
2 试验结果与讨论
2.1 焊接接头的显微组织
从图4可见,三种工艺接头焊缝区的显微组织基本相近,主要为针状铁素体、粒状贝氏体和少量先共析铁素体,还有明显的黑色夹杂物颗粒;针状铁素体尺寸大小不等,以短小为主,杂乱分布,粒状贝氏体出现部分聚集状态。在焊接过程中焊缝及其附近区域的金属经历了独特的焊接热循环过程,采用28.08kJ·cm-1的热输入焊接时,焊缝金属处于过热状态,冷却速率慢,处于高温区时间较长,奥氏体晶粒粗化严重,降低了材料的强韧性。当焊接热输入为26.11kJ·cm-1时,过热区冷却速率较快,处于高温时间较短,奥氏体晶粒粗化程度较小,细小的组织易于提高焊缝金属的强韧性。但是,在1#和2#接头中树枝晶的结晶形态和生长方向清晰可见。当温度梯度较大时,界面的热量可以从固、液两相消散,界面移动不只受到固相传热速率控制。如果某处固相偶然伸入液相,则此处进入了温度梯度更大的区域,以更大的速率生长,在伸入的液相中形成一个晶轴。晶轴结晶时向两侧液相中放出潜热,使液相中垂直于晶轴的方向又产生负向温度梯度,这样晶轴上又会出现二次晶轴[7]。焊缝金属发生固态相变时,在奥氏体晶界首先析出连续的块状先共析铁素体,裂纹易于在此萌生并扩展。相比针状铁素体,先共析铁素体对裂纹扩展的抵抗能力较低,其强韧性都不如针状铁素体好,会降低焊缝金属的强韧性。比较图在1#和2#接头发现,2#接头焊缝组织中先共析铁素体较多,因此,其强韧性较低。当焊接热输入为24.81kJ·cm-1时,冷却速率较慢,组织形态发生了变化,针状铁素体含量增多,更易于分割奥氏体晶粒,阻止裂纹的扩展,提高了韧性。
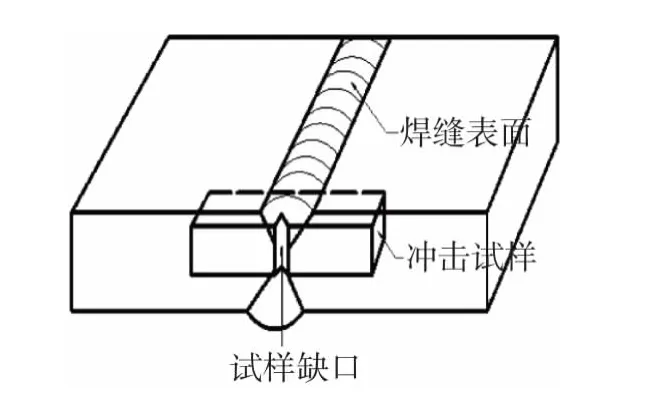
图3 冲击试样取样位置Fig.3 The impact specimen sampling location
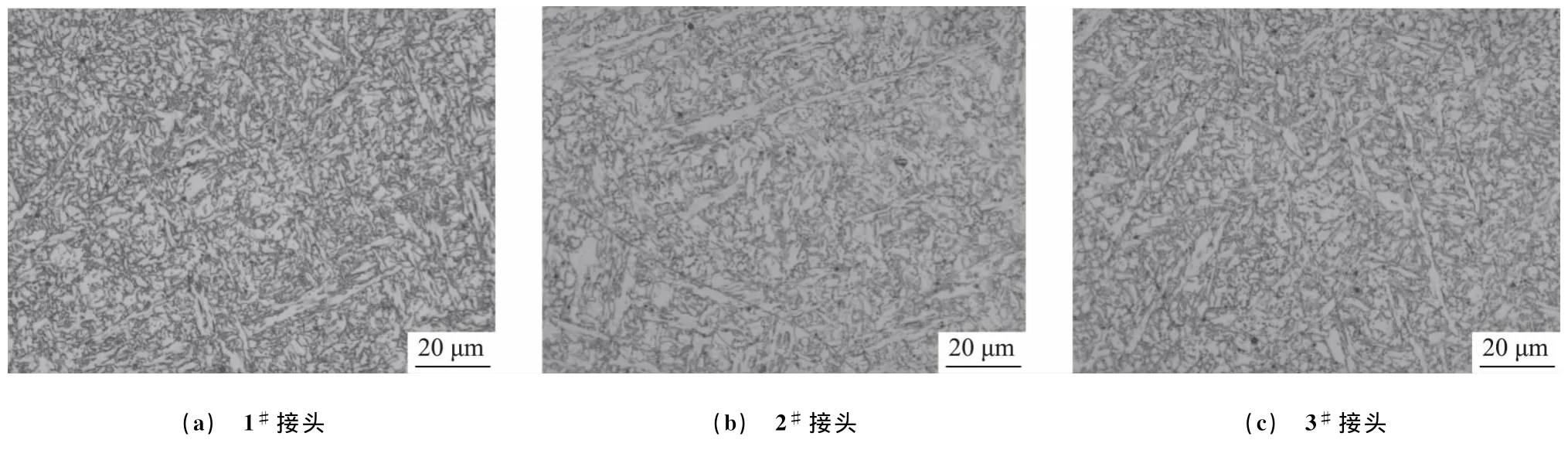
图4 试验钢不同工艺焊接接头焊缝的显微组织Fig.4 Microstructure of weld zone in the welded joints 1#(a)2#(b)3#(c)of test steel under different welding conditions
从图5中可以看出,HAZ组织主要为针状铁素体和粒状贝氏体,晶界较明显;其中针状铁素体含量较多,呈篮筐编结形态,晶粒尺寸大小不等,以细长为主,相互之间的位向关系不定,为混杂分布;粒状贝氏体弥散分布在组织中,同时起到细化晶粒和弥散强化的作用。相比焊缝区,热影响区的组织粗大,晶界清晰分明,且在较大的焊接热输入下,热影响区产生局部过热,以一定的速率冷却,晶粒易于长大,造成热影响区发生软化和脆化。当焊接热输入为28.08kJ·cm-1时,HAZ晶粒粗化的倾向比较明显,同时组织中发现有少量的准多边形铁素体(QF)和多边形铁素体(PF)存在。PF沿晶界析出,会降低韧性,但是晶内生长出了大量的针状铁素体,分割晶粒,显著地增强了HAZ的韧性。当焊接热输入为26.11kJ·cm-1时,由于冷却速率有所增加,HAZ中产生了QF组织,使得HAZ的强韧性有所降低。当焊接热输入减小到24.81kJ·cm-1时,由于冷却速率较大,从奥氏体晶界向晶内生长出了不同位向的细密板条,使原奥氏体晶界清晰可见。同时,组织中出现了贝氏体铁素体(BF),组织较为细小,显著增大了强度和韧性。晶粒细化效应、亚晶界强化和位错亚结构强化等赋予了HAZ优良的强韧性。
焊缝和热影响区的组织中都存在大量的针状铁素体和粒状贝氏体。这是因为焊丝中镍、硅元素的加入,增加了针状铁素体的形核质点,促进了针状铁素体的形成。同时镍元素能够细化晶粒,使得晶界数目增多,当裂纹沿着大量互相穿插交错的针状铁素体扩展时,每个晶界都对裂纹的扩展起阻碍作用,路径曲折,消耗能量较大,所以裂纹不易在针状铁素体中扩展,使材料具有较高的强度和优良的抗断裂性能[8]。
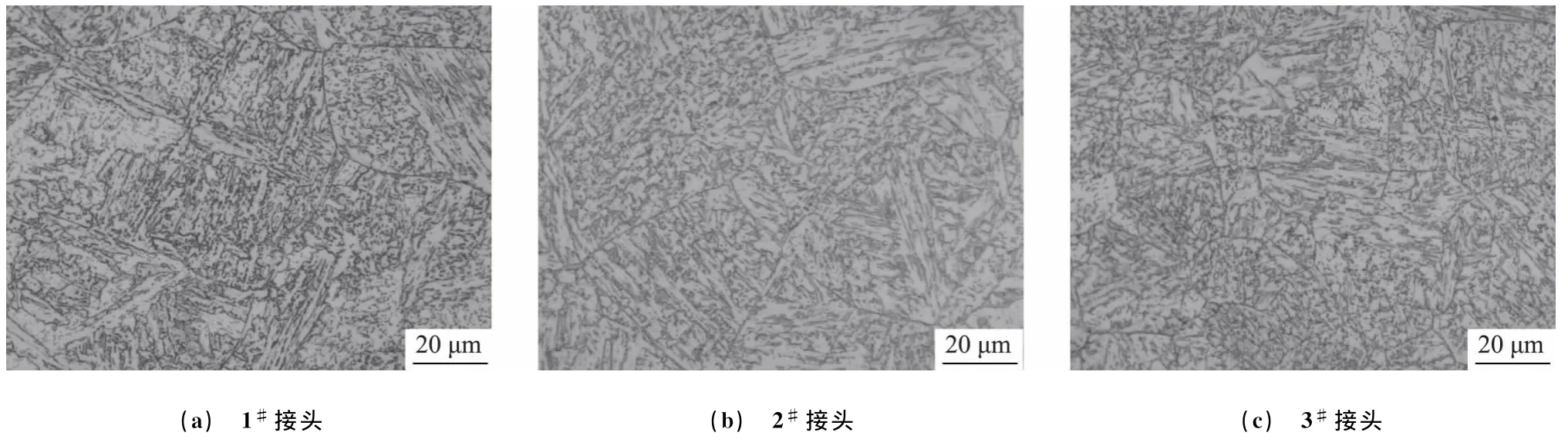
图5 试验钢不同工艺焊接接头热影响区的显微组织Fig.5 Microstructure of HAZ zone in the welded joints 1#(a)2#(b)3#(c)of test steel under different welding conditions
2.2 焊接接头的力学性能
2.2.1 拉伸性能
从表4可以看出,接头试样的拉伸断裂均发生在焊缝区,这表明焊缝区的强度稍低于母材和HAZ的。同时,焊接接头最高抗拉强度为829.24MPa,为母材的97.3%;拉伸断裂时,材料产生了一定的塑性变形,达到较高的屈服强度,属于韧性断裂;然而接头的伸长率和断面收缩率明显小于母材的,这说明接头的塑性低于母材的。焊接热输入最小的3#接头其塑性最好,强度也较好。
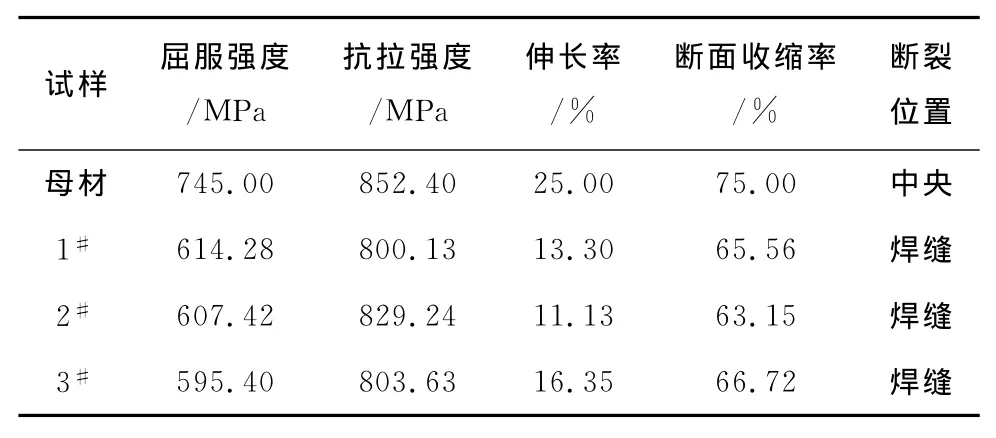
表4 不同工艺焊接接头及母材的拉伸性能和断裂位置Tab.4 Tensile properties and fracture locations of welded joints under different conditions and base metal
2.2.2 冲击性能
由表5可知,三组试样接头焊缝区和HAZ冲击 功都较大,在1 6 6~232J之间,表明 焊 接 接头的焊缝区和HAZ韧性均较好。同时,接头HAZ的冲击功大于焊缝区的,这是由于焊缝区组织中存在沿晶界分布的先共析铁素体,裂纹易在此萌生并扩展。随着焊接线热输入的增加,接头焊缝区和HAZ冲击功均先降低后增大。因为热输入增大使接头HAZ区因为过热导致晶粒变得粗大,故冲击功降低,但热输入的继续增大又会使组织中呈篮筐编织状的针状铁素体晶粒增多,它们会阻碍裂纹的扩展[9],因此冲击功随之增大。X120钢母材在常温下冲击功为185J,对比表6,可知三组试样的焊缝及HAZ冲击功均能和母材获得良好的匹配。

表5 焊接接头的冲击吸收功Tab.5 The impact energy of the welded joints
从图6可见,1#接头焊缝区的断口具有典型的韧窝,韧窝数量多而密集,但韧窝较小,深度较浅,在更大的倍数下观察,可以看见韧窝底部有微小的质点,这说明了韧窝的产生机理为微孔聚集,同时还可以观察到此断口中有少量的解理形貌,因此1#接头焊缝区断口为韧脆混合型断裂;2#接头焊缝区的断口有撕裂棱和解理台阶,属于准解理断裂;3#接头焊缝区断口上的韧窝较大,局部韧窝较深,且没有解理形貌,为韧性断裂。
由图7可知,1#接头HAZ断口上的韧窝大,局部韧窝较深,而且大韧窝周围分布有小的韧窝,这样交错组合能够有效阻止裂纹的扩展,故其韧性好,冲击功大,为韧性断裂;2#接头HAZ断口上存在明显的撕裂棱和解理形貌以及少量的韧窝,少量韧窝的存在使得其韧性增加,但整体为准解理断裂;3#接头HAZ断口上的韧窝较大较深,大的韧窝周围分布较密集的小韧窝,对阻止裂纹的扩展更加有利,为韧性断裂[10]。
2.2.3 硬度分布
从图8可见,由于快速加热和冷却,接头各区域组织和晶粒大小不同,因而接头各区域的硬度分布不均;与焊缝区相比,HAZ组织中针状铁素体多,而粒状贝氏体少,所以HAZ的平均硬度小于焊缝区的;焊缝区存在黑色夹杂物颗粒,使得周围发生畸变,应力集中,导致焊缝区硬度变化幅度较大,出现峰值。硬度也可以反映韧性的大小,一般硬度越大,发生脆性断裂的可能性越大,其韧性就越差[11]。因为1#接头焊缝区的硬度最高,3#接头焊缝区硬度最低,与其韧性大小相反,说明硬度大小可以反映其韧性好坏。同时,焊接热输入越大,其HAZ晶粒越粗大,软化现象越明显,因此要保证HAZ具有较好的韧性,可以选择小的焊接热输入。
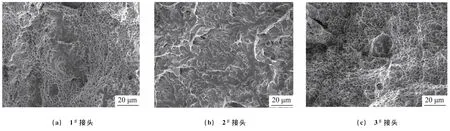
图6 试验钢不同工艺焊接接头焊缝区冲击断口的SEM形貌Fig.6 SEM microstructure of weld zone in the welded joints 1#(a)2#(b)3#(c)of test steel under different welding conditions
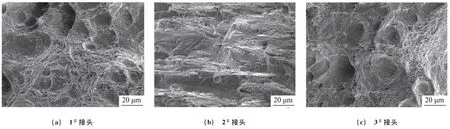
图7 试验钢不同工艺焊接接头HAZ冲击断口的SEM形貌Fig.7 Fracture microstructure of HAZ in the welded joints 1#(a)2#(b)3#(c)of test steel under different welding conditions

图8 试验钢不同工艺焊接接头硬度分布Fig.8 The distribution of hardness of the welded joints of test steel under different welding conditions
3 结 论
(1)用自行研制的锰镍钼硼合金系埋弧焊焊丝焊接低碳贝氏体钢可以得到性能良好的焊接接头,接头强度与母材相近,塑性较母材稍差,冲击断口为韧性断裂。
(2)接头焊缝组织主要为针状铁素体、粒状贝氏体、少量先共析铁素体和黑色夹杂物颗粒;HAZ区组织粗大,主要为针状铁素体和粒状贝氏体;针状铁素体的存在,提高了焊缝和热影响区的韧性。
(3)低碳贝氏体钢存在一定的冷裂倾向,焊接HAZ区存在软化问题,可以通过选择较低的焊接热输入(24.81kJ·cm-1)来降低冷裂倾向和 HAZ软化,提高接头的韧性,其抗拉强度达到803.63MPa,焊缝和热影响区冲击韧性分别为193J和232J。
[1]张晓燕,李广宇,梁益龙,等.一种新型贝氏体钢空冷状态下的组织和性能[J].中国稀土学报,2008,38(16):776-778.
[2]席光兰,马琴.贝氏体钢的研究现状和发展展望[J].材料导报,2006,20(4):78-81.
[3]孙德勤,吴春京,谢建新.贝氏体钢的研究开发现状与发展前景探讨[J].机械工程材料,2011,34(1):25-28.
[4]文学.埋弧自动焊主要焊接工艺参数的简便计算公式[J].安装,1997(3):11-12.
[5]KONG Jun-hua,ZHEN Lin,GUO Bin,et al.Influence of Mo content on microstructure and mechanical properties of high strength pipeline steel[J].Materials and Design,2004,25(8):723-728.
[6]SUDARSANAM S B.The mechanism of acicular ferrite in weld deposites[J].Current Opinion in Solid State and Materials Science,2004,34(8):267-278.
[7]胡汉起.金属凝固原理[M].北京:机械工业出版社,2000.
[8]杨军,吴鲁海,茅及放.低合金高强钢焊缝熔敷金属强韧化机理[J].焊接学报,2006,27(3):86-90.
[9]ZHANG Ying-qiao,ZHANG Han-qian.Effect of heat input on microstructure and toughness of coarse grain heat affected zone in Nb microalloyed HSLA steels[J].Journal of Iron and Steel Research International,2009,16(5):73-80.
[10]李继红,杨亮,张敏.X100管线钢埋弧焊焊接接头的力学性能分析[J].热加工工艺,2013,42(6):159-163.
[11]LIS A K,LIS J,JEZIOESKI L.Advanced ultra-low carbon bainitic steels with high toughness[J].Journal of Materials Processing Technology,1997,64:255-266.
