双主轴义齿加工系统综合性能研究
2014-12-05廖文和
张 霖 廖文和 王 杰 刘 姿
南京航空航天大学,南京,210016
0 引言
口腔数字化修复是从患者病牙数据采集到义齿制作的系统工程,涉及生物医学工程、光学、逆向工程及机械加工等多学科,是CAD/CAM技术在口腔修复医疗领域的具体应用[1-2]。以德国Siemens公司开发的Cerec系列为代表的义齿数字化修复系统的成功应用,使得义齿制备精准快速,患者一次就医就可完成诊疗,带来了口腔医疗理念的全新变革[3-5]。近些年,国内相关学者已在义齿数字化设计及加工两大层面开展研究[6-8],但完善的口腔修复系统未见报道。目前国内除少数医院进口国外成套数字化口腔修复系统外,绝大多数义齿的制作方式仍延续传统手工制作方法,精度差且治疗周期长。
当前,我国迫切需要研发具有自主知识产权的数字化口腔医疗装备系统,突破传统牙齿修复诊疗观念,在个性化数字建模的基础上快速制作复杂义齿,使“半小时诊疗工程”得以实现。本文从义齿快速加工的应用需求出发,研制专用于义齿快速加工的小型同步双主轴四轴联动义齿快速加工系统。从系统功能配置、精度特性及加工效果等角度对系统综合性能进行研究,进一步探索义齿数字化制造相关科学问题,解决数字化口腔修复系统开发中的一些关键技术问题。
1 义齿加工系统功能需求及技术指标
1.1 系统功能需求
义齿加工需兼顾内冠表面和外冠表面,外冠表面有沟、脊、窝、牙尖等复杂的特征区域(图1),加工难度较大[9];内冠表面与残牙制备体或基底冠相配合,对系统加工精度要求较高。内外冠的形位精度需要较高的系统定位精度来保证。兼顾义齿加工效率及设备使用的医疗环境要求,系统应具备如下功能特征:
(1)双向同步加工。义齿为薄壁零件且内外表面有较高的尺寸精度及形位精度要求,采用双主轴双向同步加工方案,利用垂直于工件轴的左右两把同轴刀具同时进行义齿的粗精加工,可解决单侧切削加工时因薄壁义齿零件不平衡受力产生的让刀现象导致的零件碎裂问题,并消除了义齿零件翻转再加工另一表面而产生的定位误差。同时,采用双向同步加工形式可大大提高加工效率。
(2)高速铣削加工。采用专用硬质合金铣削刀具,主轴转速在40 000r/min以上。
(3)自动换刀。实现无间断粗精加工操作,缩短辅助时间,提高加工效率。
(4)一键式操作。高自动化系统设置可实现加工工艺参数选择及义齿加工操作过程的便捷化。
(5)良好的环境兼容性。采用全封闭加工模式,隔离水、油、气、粉尘及噪声等污染对医疗作业环境的影响。
(6)便携式。机械本体结构、电控、气动、冷却等系统的一体化集成设计,便于设备搬运。
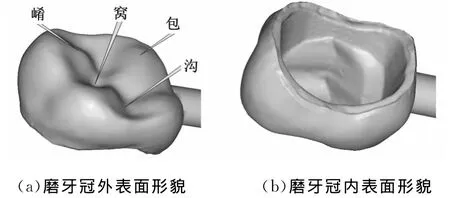
图1 磨牙冠模型
1.2 系统主要技术指标
系统设计主要针对具有自由表面形貌特征的义齿零件,通过高速铣削实现义齿成形加工。加工件独特的应用领域对形状精度和表面精度要求高,为满足义齿加工精度需求,加工系统主要技术指标如表1所示。
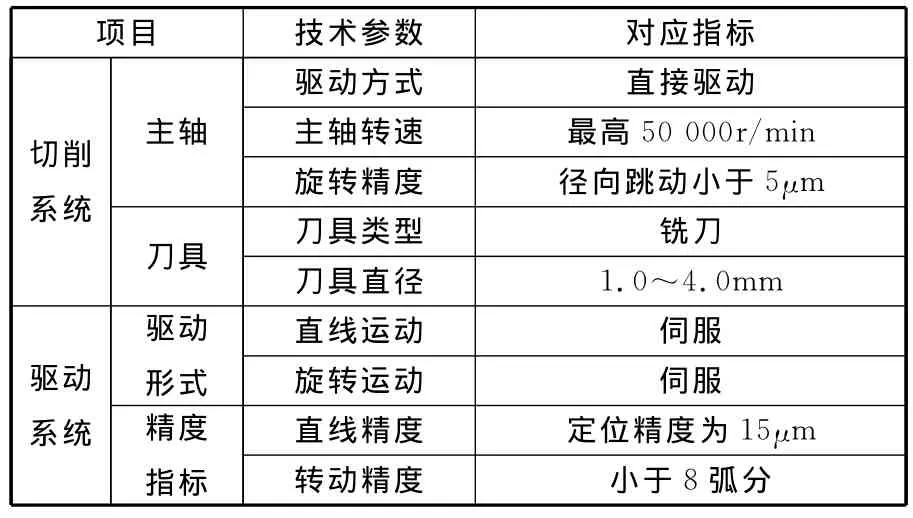
表1 义齿快速加工系统主要技术指标
2 义齿快速加工系统结构布局
系统合理的结构总体布局应首先满足系统功能要求,其次需考虑其结构刚性和抗振性能,还应便于操作、维修、排屑。此外,考虑到应用的具体环境,系统应小型化、结构紧凑、外形美观。具体实现方法如下:①分析义齿加工工艺,依据义齿加工功能需求,构成系统相关运动部件,分析各运动部件间相对运动关系,合理分配单一运动部件运动量;②利用合理支承保证结构非移动部件的刚性,采用特定传动形式保证移动部件的运动精度。结合上述原则,义齿快速加工系统机械主体结构布局如图2所示。
要加强防灾意识,在地质灾害发生时,要冷静对待,有序逃到空旷的地方进行躲避,这样能有效的减小危害程度。要加大防灾的宣传力度,在公交车、公交车站等公共区域贴上防灾海报,在学校要进行防灾宣传和逃生演习,让学生养成良好的防灾意识和逃生意识。政府要进行防灾方法座谈会,让社会各界重视防灾,这样也能在灾害发生时及时的争取各方面的力量,为地质灾害的防治出力量。
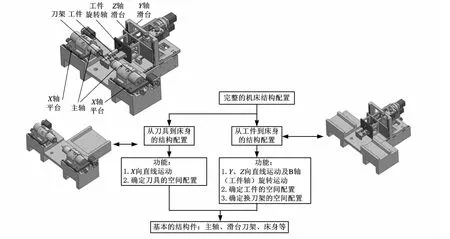
图2 系统结构布局
3 系统结构振动模态试验分析
3.1 试验设备
为了解系统关键部位结构的动态特性,采用单点激振频响函数法测量固有频率及振型,进而获得系统结构固有动力学特性的模态参数。结构模态试验设备采用OROS OR34四通道动态信号分析仪、PCB 086C01模态调谐力锤、PCB U333B32ICP加速度传感器,运用N-Modal V5.0软件进行模态分析。
3.2 试验步骤及结果
(1)试件安装。
(2)分别对工件端和主轴端区域选取测试点,在模态分析软件内建立几何模型。
(3)选择合适的参考点安装传感器。
(4)连接传感器、力锤与分析仪,采用跑点法对各测量点逐点激励,进行数据采集和分析并记录。
(5)各组数据均测量完成后,将测量数据导入N-Modal模态分析软件,进行频率响应函数估计,得到频率响应函数。
(6)利用所得到的频率响应函数进行模态分析,得出各阶模态。
工件端区域和主轴端区域测试得到的4阶模态如表2所示。获得的系统模态可作为合理设定加工工艺参数的重要理论依据。
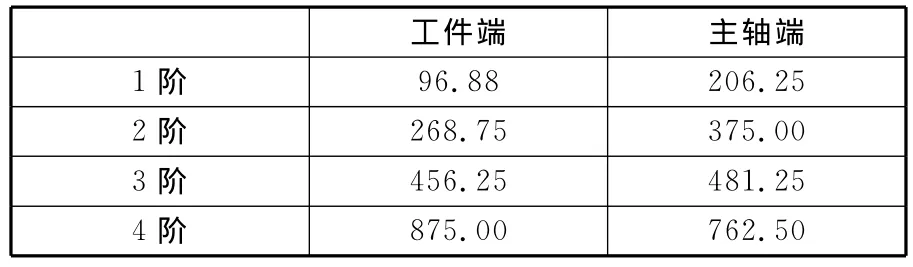
表2 工件端区域4阶模态 Hz
4 系统空间几何误差建模及补偿
系统装配误差会直接映射到被加工工件上,影响加工精度,因此必须加以控制。系统空间几何误差模型可描述刀具相对工件在工作空间中误差的数学关系,构建系统空间误差模型是实施空间误差补偿的必要环节。
4.1 多体系统拓扑结构的建立
系统任意两部件间存在静止误差和运动误差,静止误差取决于两相邻部件定位、定向过程中制造与装配等造成的几何误差、温度变化引起的热变形误差、受力引起的刚度误差;运动误差取决于部件间相对运动精确性。实际中,必须综合考虑静止误差和运动误差。多体系统理论为建立相对运动部件间的拓扑结构关系提供了依据。基于多体系统理论,根据系统结构(图3)和运动状态,建立系统拓扑结构,如图4(编号与图3中对应)所示。
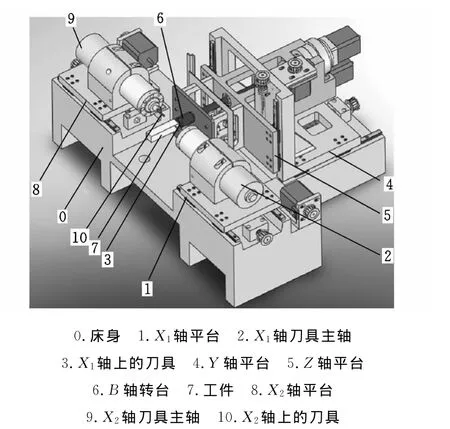
图3 机床结构示意图
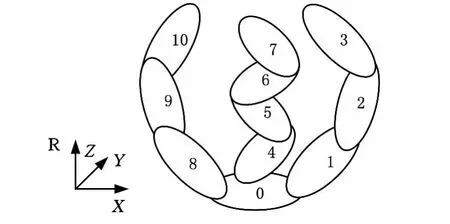
图4 机床的拓扑结构示意图
4.2 系统空间几何误差模型的建立
系统空间几何误差是某工作状态下工件上理论加工点和刀尖实际加工点间的位置偏差。机床运动所产生的空间误差表现为3个坐标方向的误差,于是可将机床两刀尖和工件切削点之间的空间几何误差分别表示成三维的误差纠正矢量RPC1、RPC2,设参考坐标系R至X1轴上刀尖坐标系T1的齐次坐标变换矩阵为RTT1,参考坐标系R至X1轴上刀尖坐标系T2的齐次坐标变换矩阵为RTT2,参考坐标系R至工件坐标系W 的齐次坐标变换矩阵为RTW。运用多体系统运动学理论推导出的RPC1、RPC2如下:
其中,P{RTT}、P{RTW}分别为刀具和工件到参考点 的 误 差 分 量; [ΔPx1ΔPy1ΔPz1]T、[ΔPx2ΔPy2ΔPz2]T分别为X1轴加工点P1和X2轴加工点P2的空间几何误差的误差纠正分量,即空间几何误差模型。
4.3 系统空间几何误差辨识及补偿
利用雷尼绍XL80双频激光干涉仪对空间误差模型中各轴的误差参量进行测量,测量系统如图5所示,系统由XL激光头、线性干涉镜、线性反射镜、材料温度传感器、空气温度传感器、XC补偿单元和计算机运行的激光校准(数据控制处理)软件组成,此系统具有环境温度自动补偿功能,适用于定位精度高于1μm运动系统的误差测量。
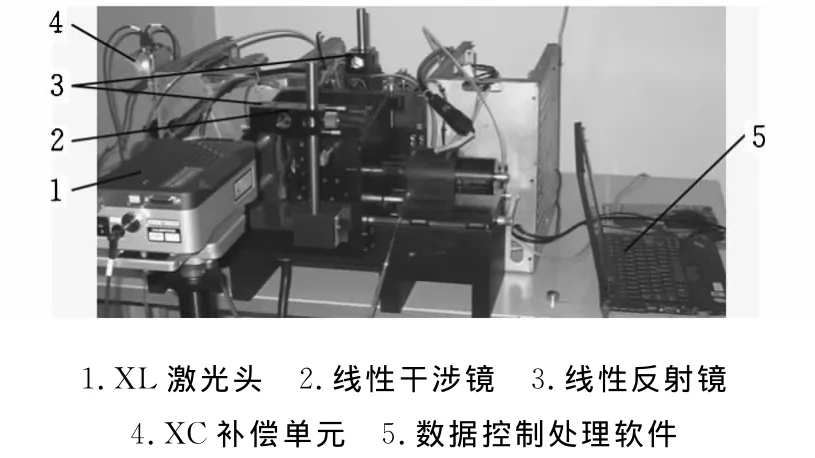
图5 系统Y轴定位误差测量实况
将上述误差测量代入空间几何误差模型(式(1)、式(2))便可获得X、Y和Z轴运动平台全行程各对应点的空间误差模型[ΔPx1ΔPy1ΔPz1]T和[ΔPx2ΔPy2ΔPz2]T。
将上述空间几何误差补偿分量输入控制系统补偿表实施系统几何误差补偿,通过实测获得义齿加工系统X、Y、Z轴的定位精度和重复定位精度,如表2所示。

表2 系统轴定位精度和重复定位精度值 μm
由测试结果可知,构建的小型义齿快速加工系统达到了设计要求,能满足一般义齿的加工精度需求。
5 义齿磨牙冠铣削加工试验
图6所示为义齿磨牙冠铣削加工现场,粗加工采用φ3mm四刃球头铣刀,精加工采用φ2mm双刃球头铣刀,所用材料为医用二氧化锆陶瓷。整个铣削加工时间约35min,经三维形貌仪检测,表面粗糙度Ra的平均值为0.8μm,满足医学口腔修复需要。
6 结语
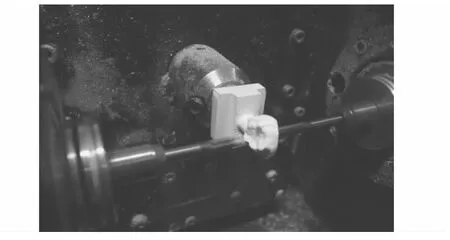
图6 义齿磨牙冠铣削加工现场
跟据口腔数字化修复的功能需求及主要技术指标开发了一台双主轴义齿快速加工系统。通过力锤敲击试验方法进行了系统结构振动模态分析,获得关键区域振型。运用多体系统理论建立了系统空间几何误差模型,用激光干涉仪测量法测量了系统空间几何误差模型参量,并将误差输入控制系统实现了系统空间几何误差补偿。最后,人体磨牙冠义齿铣削加工试验验证了该义齿高速加工系统性能达到预期指标,能满足义齿高质、高效加工的需求。
[1]Otto T,De N S.Computer-aided Direct Ceramic Restoration:A 10-year Prospective Clinical Study of Cerec CAD/CAM Inlays and Onlays[J].International Journal of Prosthodontics,2002,15(2):122-128.
[2]Qi Lixun.Machining of Dental Ceramics with Applications on CAD-CAM Dental Restorations[D].College Park:University of Maryland,2000.
[3]Isenberg B P,Essig M E,Beaudreau R W,et al.Microleakage Evaluation of Cerec CAD/CAM Inlays[J].Journal of Dental Research,1991,70:434.
[4]Mormann W H,Schug J.Grinding Precision and Accuracy of Fit of CEREC 2CAD-CAM Inlays[J].The Journal of the American Dental Association,1997,128(1):47-53.
[5]Allen K L,Schenkel A B,Estafan D.An Overview of the CEREC 3DCAD/CAM System[J].General Dentistry,2004,52(3):234-235.
[6]吕培军,李彦生,王勇.国产口腔修复CAD-CAM系统的研究与开发[J].中华口腔医学杂志,2002,37(5):367-370.LüPeijun,Li Yansheng,Wang Yong,et al.The Research and Development of CAD-CAM System in Restorative Dentistry[J].Chinese Journal of Stomatology,2002,37(5):367-370.
[7]李石保,陈朝辉,王忠义,等.制备高性能氧化锆陶瓷牙科修复体的初步研究[J].口腔医学研究,2004,20(3):267-269.Li Shibao,Chen Zhaohui,Wang Zhongyi,et al.Primary Study on Fabrication of High Performance Dental ZrO2Ceramics Restoration[J].Journal of O-ral Science Research,2004,20(3):267-269.
[8]闫霞,韩翼刚,宋晓菲,等.Vita MarkⅡ齿科陶瓷体外口腔修复磨削表面粗糙度研究[J].金刚石与磨料磨具工程,2007,157(1):60-63.Yan Xia,Han Yigang,Song Xiaofei,et al.Study on Surface Roughness of Feldspar Porcelain of in Vitro-oral Dental Abrasive Finishing[J].Diamond and Abrasives Engineering,2007,157(1):60-63.
[9]孙全平,汪通悦,陈前亮,等.牙冠修复体数控加工刀轨生成算法的研究与实现[J].生物医学工程杂志,2008,25(3):547-551,566.Sun Quanping,Wang Tongyue,Chen Qianliang,et al.Research of Tool-path Generation Algorithm for NC Machining Dental Crown Restoration[J].Journal of Biomedical Engineering,2008,25(3):547-551,566.
[10]张霖,赵东标.基于损失模型的三轴小型超精密铣床结构设计参数优化分析[J].机械科学与技术,2007,26(5):548-551.Zhang Lin,Zhao Dongbiao.Optimization of Structural Design Parameters of a Three-axis Miniature and Ultrapecise Milling Machine Tool Using Loss Model[J].Mechanical Science and Technology,2007,26(5):548-551.
