高速高精度电子齿轮箱技术研究及实现
2014-12-05田晓青
田晓青 韩 江 夏 链
合肥工业大学,合肥,230009
0 引言
数控齿轮加工机床内联传动所联系的两个或多个相对运动速度之间有极其严格的要求[1-2]。传统数控系统用插补算法来获得多个坐标的联动运动指令,但由于各坐标轴的动态精度和静态精度不可能一致,因此无法满足内联传动的要求。国外数控系统如西门子840D、FANUC 16i/18i/31i等,均带有电子齿轮箱模块,并用其来实现多轴的同步控制[3-5]。
国内主要齿轮机床生产厂家所生产的数控滚齿机和插齿机均采用西门子或FANUC数控系统[3-5],以电子齿轮箱取代了原始的机械式内联传动链。与机械内联传动链相比,采用电子齿轮箱的数控齿轮加工机床具有以下特点[1]:传动链缩短,提高了传动刚度和传动精度;各向运动轴既可单独动作也可多轴联动,加工过程由程序控制,运动灵活、定位准确、精度高、效率高,能加工普通齿轮加工机床无法加工的零件;电子齿轮传动系统的软硬件采用模块化结构,具有高度的柔性,既可用于对原有的普通机床、数控机床进行改造,也可应用于新型机床的设计,具有实用性、通用性、集成化、开放性等特点[6]。
调查研究表明,采用电子齿轮箱系统的滚齿加工机床与普通机床相比,加工精度提高1级,加工速度提高30%,调整时间缩短10%~30%[2]。除了能加工通常的圆柱齿轮以外,还可加工修形齿轮、非圆齿轮。
电子齿轮箱的概念最初是针对齿轮加工机床提出的,并在磨齿机与滚齿机上得到了广泛的应用。由于电子齿轮箱可以实现准确的传动关系,故螺纹机床及分度机构都可采用电子齿轮箱以简化传动链。
本文针对六轴四联动滚齿机设计了带加减速的软件电子齿轮箱,加减速时间参数柔性可调,联动关系的建立与取消方便,并在自行开发的基于ARM+DSP+FPGA的数控系统中实现了电子齿轮箱的NC控制。
1 电子齿轮箱结构形式的选择
Loxham于20世纪60年代提出了“电子齿轮箱”的概念[7],其基本组成包括主运动检测装置、从运动检测装置、信号处理功能模块(含可逆计数器和倍频电路)、从运动执行机构,必要时也可有前馈电路[8]。1968年,英国克兰菲尔德精密工程研究所(CUPE)在世界上首创了由电子硬件实现的电子齿轮箱,基本原理如图1所示[9]。1987年,Sawai提出的由数字倍频构成的电子齿轮箱具有倍频准确、可靠、不丢步等特点,但传动比级数设置较少,仅能实现由1、2、4三种倍频构成的传动比,控制策略采用比例控制,静差难以消除,限制了它的使用范围。1993年,Tsuuneto Takeuchi等利用计算机,提出了将信号处理功能模块由软件实现的电子齿轮箱,它具有宽的传动范围,但系统的稳定性和静差问题仍未能有效解决[10]。
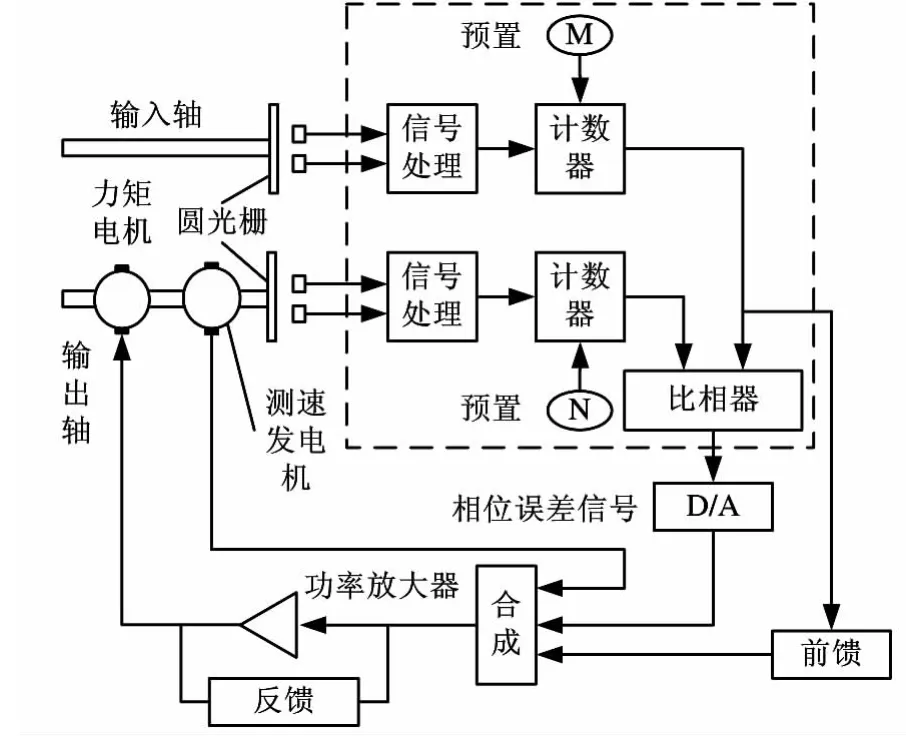
图1 电子齿轮箱原理[9]
随后国内展开了对电子齿轮箱(electronic gearbox,EGB)的研究,权建洲等[8]提出的软件电子齿轮箱由微机实现,采用倍频和闭环控制并引入除法器来消除反馈倍频系数对稳定性的影响。庄磊等[2]就实现电子齿轮箱的方法及电子齿轮箱的控制策略进行了分析与研究,并指出采用锁相环的电子齿轮箱,虽然在稳态精度方面有独特的优势,但在动态性能和抗干扰性能方面存在明显缺陷。熊显文等[11-12]探讨了基于电子齿轮箱原理的数控插齿机的内联传动结构。胡赤兵等[13]根据非圆直齿轮和斜齿轮滚切加工方案的联动运动模型,设计出了具体的电子齿轮箱的传动方案。
电子齿轮箱按结构形式可分为主从式和平行式,如图2所示。主从电子齿轮箱的工作原理是从运动对主运动的跟踪随动控制,主运动经编码器检测,由电子齿轮模块变换后作为从运动的给定控制信号,与从运动的反馈信号进行比较,获得的偏差值由控制器进行调节,并控制从运动,从而实现电子齿轮模块所规定的运动规律;平行电子齿轮箱对每一个运动独立控制,类似于主从结构的从运动,通过公用的速度给定和各自的速比控制器,使各通道相互耦合,实现传动规律的控制[2,11]。
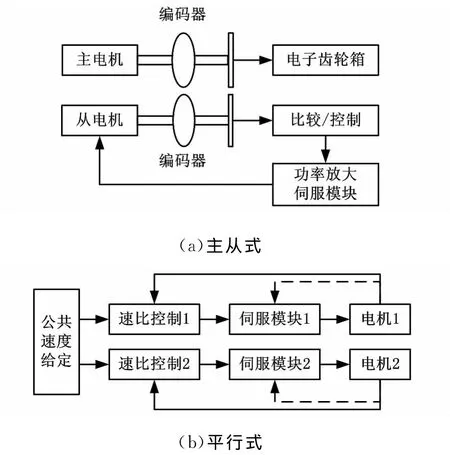
图2 电子齿轮箱结构
主从式电子齿轮箱的传动精度只受从运动的跟踪精度影响,而平行式电子齿轮箱受两个运动的精度影响,因此主从式可以获得更高的传动精度;主从式的输入信号是一个随机变量,必然存在跟踪滞后,而平行式各轴运动之间不存在滞后。根据数控滚齿加工的运动特点,本文选用主从式电子齿轮箱结构。
2 电子齿轮箱理论模型的建立
针对滚齿机床各轴运动特征,建立了电子齿轮箱控制的数学模型。设滚刀(B轴)头数为zB,转速为nB;工件(C轴)齿数为zC。在用“差动法”加工斜齿轮或采用“对角滚切法”加工齿轮时,机床工件主轴与机床刀具主轴之间不仅要有准确的速比关系,在滚刀轴有Z向进给或Y向连续窜刀运动时,工件主轴还要完成对Z轴或Y轴的准确跟随,使滚刀与工件之间保持严格的展成运动。工件轴作为电子齿轮箱的从动轴,其运动速度可描述为

式中,vY、vZ分别为Y轴、Z轴的移动速度,mm/min;β为斜齿轮的螺旋角;λ为刀具的安装角;mn为齿轮的法面模数;KB、KZ、KY为系数。
式(1)中各参数的符号由螺旋角方向、加工方法(顺滚、逆滚)等确定,滚刀与工件旋向相同时,安装角为滚刀螺旋角与工件螺旋角之差;滚刀与工件旋向相反时,安装角为两者之和。
由式(1)可知,滚齿加工时,C轴不仅与B轴速度有关,Y轴和Z轴的运动也会产生C轴的附加运动。滚齿机床主运动轴为B轴(滚刀主轴)、X轴(径向进给轴)、Y轴(窜刀轴)和Z轴(轴向进给轴),各主运动轴伺服电机信息经光栅编码器检测后作为基准信号输入给微处理器,电子齿轮功能模块依据滚齿加工工艺数学模型运算处理变换后作为从运动伺服轴(C轴)的给定信号,采用控制理论算法实现电子齿轮箱模块所规定的运动规律,实现滚齿加工。电子齿轮箱的结构模型如图3所示。
3 电子齿轮箱在滚齿数控系统中的实现
本研究所采用的滚齿数控系统硬件平台架构如图4所示,系统前台由内嵌WINDOWS CE操作系统的ARM9(EP9315)完成丰富的人机接口功能(包括用户信息输入、存贮和显示)。系统后台由高性能DSP TMS320C6713完成复杂运算和实时控制功能[14],系统前后台通过 HPI实现数据交换。网络主机FPGA负责将DSP产生的数据传输到伺服驱动、网络键盘、网络I/O接口板等从机节点,从机节点把各轴编码器的反馈信息、键盘的扫描信息、I/O的输入信号通过FPGA网络主机及并行总线传输给DSP处理。
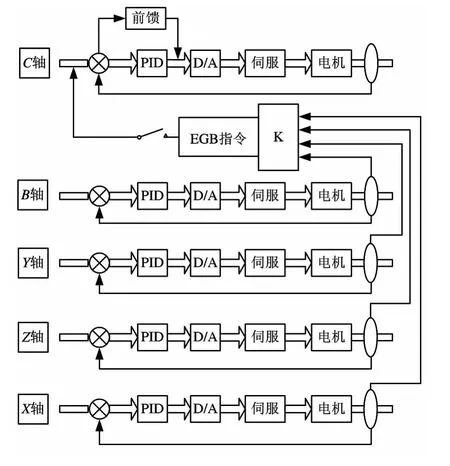
图3 电子齿轮箱结构原理图
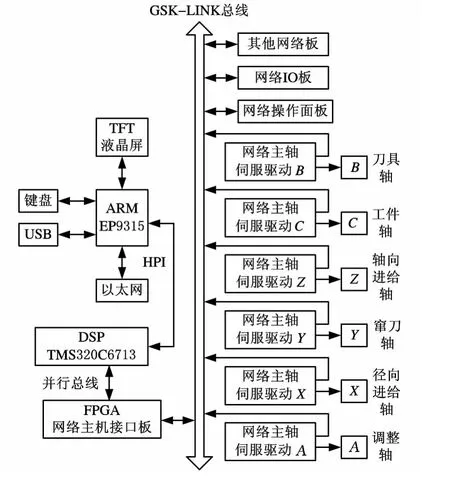
图4 滚齿数控系统硬件平台
如图5所示,数控系统的核心模块[15]包括译码模块、插补模块、加减速控制模块和位置控制模块,各模块之间协调工作完成对输入代码的解释处理和保存、复杂的插补运算及加减速控制、精确的位置控制及对PLC逻辑信息的实时处理。
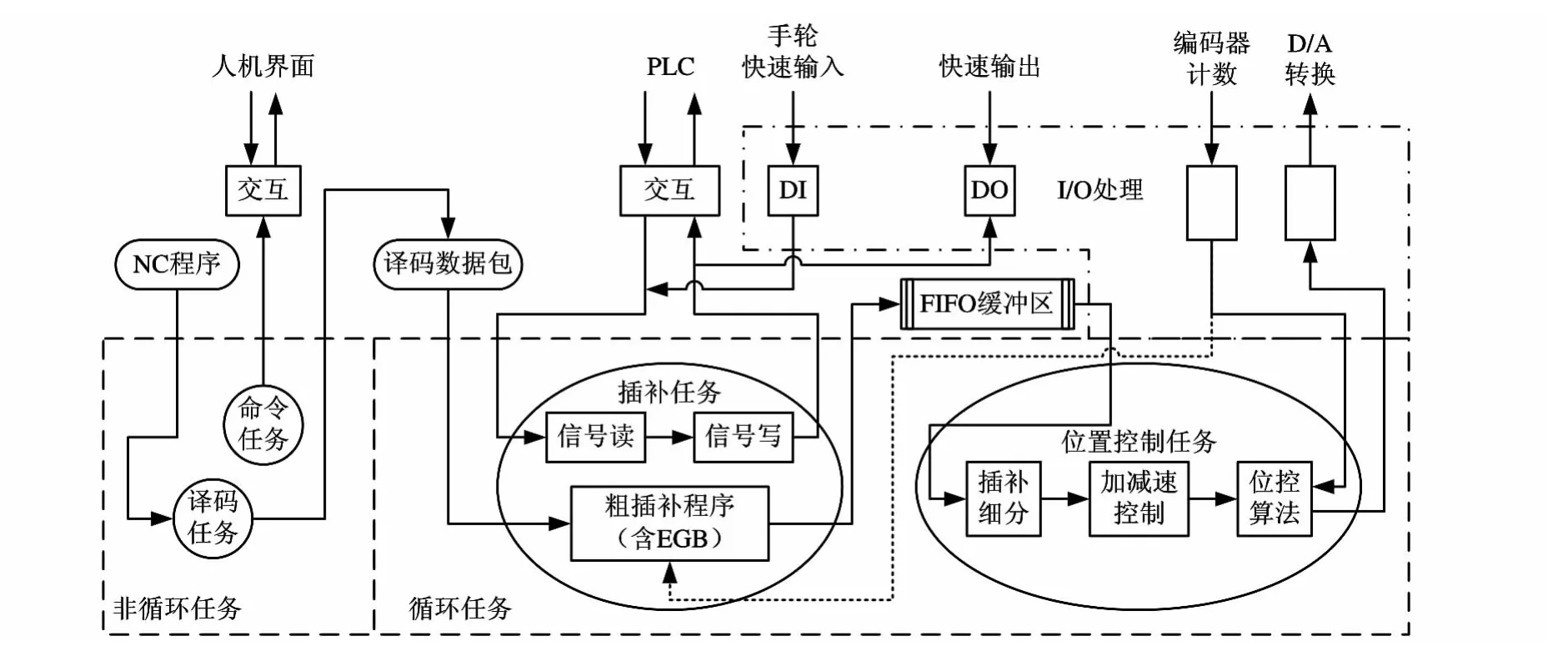
图5 数控系统核心模块[15]
带电子齿轮箱的数控系统各模块之间信息传递过程如图6所示。将指令环缓冲区定义为全局变量,各模块之间的数据由环形缓冲区传递。指令环分别位于译码和粗插补、粗插补和升降速、升降速与精插补之间。电子齿轮箱嵌入在插补模块中,由专门的G代码决定其是否打开,本文采用G81打开电子齿轮箱,用G80关闭电子齿轮箱。
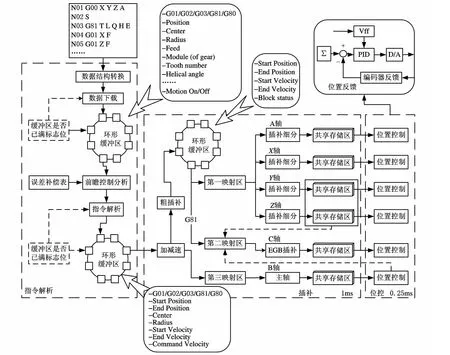
图6 带电子齿轮箱数控系统信息流原理
首先,ARM中的G代码经数据转换,通过HPI下载到DSP的缓冲区(指令环),缓冲区标志位根据数据消耗情况决定是否继续下载数据。指令环中的数据经过前瞻分析及解析,得到各轴速度、坐标位置信息,再经升降速处理、插补计算、插补细分获得PID所需的脉冲速度和位置,进而控制各轴精确运动。
电子齿轮箱功能打开(启动同步功能)指令为G81,功能取消指令为G80。NC代码在指令解析过程便可设置电子齿轮箱功能标志位,若为G81,则EGB插补分支有效,C轴以特定的函数关系(在此为滚齿联动关系)跟随B轴、Y轴、Z轴的运动而运动;若为G80,则EGB分支无效,C轴可视为普通数控轴。
由图4可知,C轴(电子齿轮箱输出轴)的速度决定于B轴、Y轴、Z轴的速度。滚刀头数、滚刀螺旋升角、工件齿数、工件螺旋角和法向模数确定之后,C轴的速度可按式(1)计算得出。因此本文设计的G81指令包含滚刀头数、滚刀螺旋升角、工件齿数、工件螺旋角和法向模数,根据各参数值的大小与正负,在每个插补周期中自动计算出跟随轴的指令速度,实现跟随轴的精确控制;本文设计的G80指令不包含参数,通过修改电子齿轮箱的标志位来取消同步运动关系。
在程序设计中,为了保持单位统一,将式(1)变为

选择实验参数如下:滚刀头数为1,滚刀螺旋升角为5°,工件齿数为10,工件螺旋角为35°,法向模数为2mm,则有
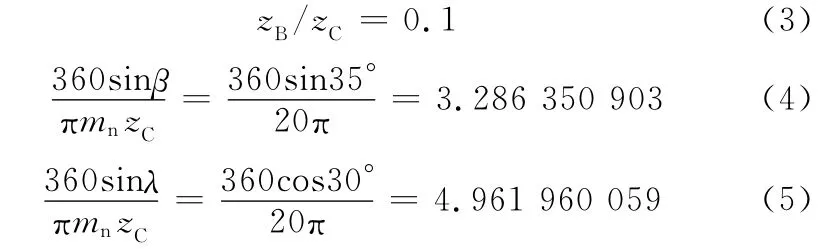
程序运行过程,参数计算值由CCS软件观测,如图7所示,其中RatioBTem、RatioZTem和RatioYTem分别为式(2)中第一项、第二项和第三项的系数,程序运行结果与式(3)~式(5)计算结果一致,可以说明数控系统中G81代码预处理程序设计的正确性。
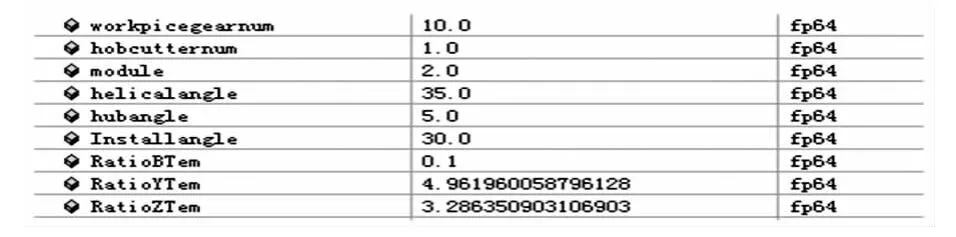
图7 程序参数观测1
设定主轴转速为0,Y 与Z 的进给速度为6m/s(丝杠导程为5mm),由式(2)可计算C轴速度理论值(约为48.6r/min),程序观测值如图8所示,其中,fFeedrate为C轴的当前速度,fPulseFeedrate为C轴的脉冲速度,fGxxAccLen为加速时间常数。进给速度经单位换算为48.6036r/min,与理论值一致。改变参数符号,并设定主轴转速为610r/min,C轴跟随速度如图9所示,与理论计算速度一致。如上实验可以说明数控系统中G81代码执行结果的正确性。

图8 程序参数观测2

图9 程序参数观测3
4 电子齿轮箱加减速处理策略
实际控制过程中,电子齿轮箱的打开与关闭瞬间需要加减速处理,否则当主运动轴先启动之后,跟随轴在启动和停止的瞬间都会产生振动,缩短机床和电机的寿命。下面为便于分析,设Y轴和Z轴的速度为零,C轴(从动轴)跟随B轴(工件轴)运动,主动轴启动之后,在系统打开与关闭电子齿轮箱的过程中,跟随轴速度变化情况如图10所示。
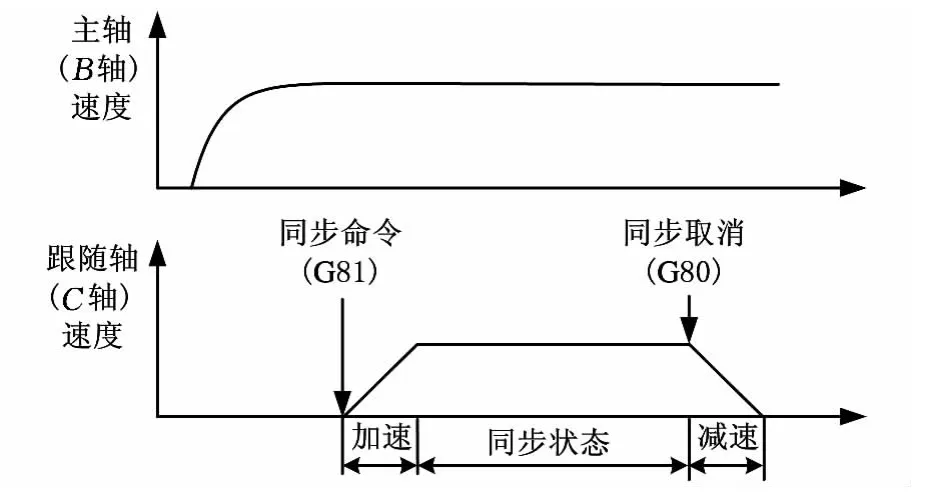
图10 速度曲线
EGB开启指令(G81)到达之后,从动轴开始加速,完成加速后,开启指令结束,进入同步状态;EGB关闭指令(G80)到达之后,从动轴开始减速,完成减速后,关闭指令结束。各状态的时序关系如图11所示。

图11 时序关系图
由于电子齿轮箱开启与关闭过程的实时性要求很高,因此本研究在实验时采用T形加减速算法,在0.1s内完成升速或降速处理,以保证机床内联传动对快速性和稳定性的要求。
5 结语
本文研究了软件电子齿轮箱的原理与实现方法,构建了滚齿数控系统中电子齿轮箱的理论模型,详细剖析了数控系统的信息流向,将电子齿轮箱无缝隙地嵌入其中。分析并研究了电子齿轮箱打开与关闭瞬间速度的处理策略,避免电子齿轮箱突然开启或关闭时对跟随轴产生的速度突变。
在自行开发的嵌入式滚齿数控系统中实现了电子齿轮箱的NC控制,程序运行实验数据与计算数据的对比说明了该软件执行的正确性。用软件电子齿轮箱功能替代了传统的机械传动链,简化了机械传动结构,提高了机床的传动精度。
[1]庄磊,王珉,左敦稳.齿轮加工机床的发展特点及相关技术[J].江苏机械制造与自动化,2000(5):9-11.Zhuang Lei,Wang Mang,Zuo Dunwen.Developing Characteristics of Gearmaking Machine Tool and Its Correlative Techniques[J].Jiangsu Machine Building & Automation,2000(5):9-11.
[2]庄磊,左敦稳,王珉,等.电子齿轮箱系统的研究与应用[J].机械设计与制造工程,2001(2):48-50.Zhuang Lei,Zuo Dunwen,Wang Mang,et al.Research and Application of Electronic Gear-Box[J].Machine Design and Manufacturing Engineering,2001(2):48-50.
[3]汪海波.用840D系统改造MSZ838数控蜗杆磨齿机[J].设备管理与维修,2006(5):50-53.Wang Haibo.Improve MSZ838Worm Gear Grinding Machine with 840D[J].Plant Maintenance Engineering,2006(5):50-53.
[4]梁媛,孙建业,祝辉.NUM控制系统的滚齿机数控系统开发[J].沈阳理工大学学报,2011(6):70-73.Liang Yuan,Sun Jianye,Zhu Hui.Developing of Hobbing Machine NC System Based on NUM Control System[J].Journal of Shenyang Ligong University,2011(6):70-73.
[5]陈时权,张明智.重庆机床公司自主开发出YS3118CNC5高速数控滚齿机[J].设备管理与维修,2011(2):67.Chen Shiquan,Zhang Mingzhi.Chongqing Machine Company Developed the High Speed CNC Gear Hobbing Machine YS3118CNC5[J].Plant Maintenance Engineering,2011(2):67.
[6]张新玉,张根保,黄强,等.零传动滚齿机传动链精度分析[J].制造技术与机床,2007(10):59-61.Zhang Xinyu,Zhang Genbao,Huang Qiang,et al.Analysis on Transmission Error of Direct-driving Hobbing Machine[J].Manufacturing Technology& Machine Tool,2007(10):59-61.
[7]Dinsdale J,Jones P F,Thorneycroft M,et al.The Electronic Gearbox—Computer Software Replaces Mechanical Couplings[J].CIRP Annals-Manufacturing Technology,1982,31(1):247-249.
[8]权建洲,谭伟明,殷红彦.软件电子齿轮箱实现方法研究[J].机电一体化,1999(3):20-22.Quan Jianzhou,Tan Weiming,Yin Hongyan.Research on Realizing Method of Electronic Gearbox with Computer Software[J].Mechatronics,1999(3):20-22.
[9]石照耀.英国克兰菲尔德精密工程研究所(CUPE)的超精密加工与测量技术[J].工具技术,1991(6):11-14.Shi Zhaoyao.Ultra-precision Machining and Measuring Technology of the CUPE[J].Tool Engineering,1991(6):11-14.
[10]庄磊.电子齿轮箱关键控制技术及其应用研究[D].南京:南京航空航天大学,2001.
[11]熊显文,张柱银,廖翠姣.基于电子齿轮箱的数控插齿机内联传动结构[J].机械科学与技术,2008(6):793-798.Xiong Xianwen,Zhang Zhuyin,Liao Cuijiao.On the Inner-link Transmission Structure of a CNC Gear Shaper[J].Mechanical Science and Technology for Aerospace Engineering,2008(6):793-798.
[12]李炽岚,熊显文.斜齿轮全数字化插齿加工运动控制方法研究[J].机械传动,2007(5):30-33.Li Chilan,Xiong Xianwen.Study on Processing Movement Controlling Method of Helical Gear Entire Digitization Slot[J].Journal of Mechanical Transmission,2007(5):30-33.
[13]胡赤兵,田芳勇,姜衍仓.电子齿轮箱在非圆齿轮滚齿加工中的应用[J].机械设计与制造,2009(12):79-81.Hu Chibin,Tian Fangyong,Jiang Yancang.Application of the Electrical Gearbox in the Hobbing Non-circular Gear[J].Machinery Design &Manufacture,2009(12):79-81.
[14]任锟.高速数控加工的前瞻控制理论及关键技术研究[D].杭州:浙江大学,2008.
[15]Suh S,Kang S,Chung D,et al.Theory and Design of CNC Systems[M].London:Springer,2008.
