MasterCAM 的转子螺旋线五轴加工初探
2014-12-03姜爱国JIANGAiguo
姜爱国 JIANG Ai-guo
(江苏省联合职业技术学院无锡交通分院,无锡 214000)
(Wuxi Transportation Branch of Jiangsu Union Technical Institute,Wuxi 214000,China)
1 工艺研究
目前行业内最为普遍应用的螺杆转子加工工艺路线为:毛坯—粗车外圆—粗铣型线—精车—磨削外圆—型线精加工—啮合—动平衡—包装入库。其中车铣粗加工通常会选择国内普通车床,粗铣型线会选用英国Holroyd 5AC或国内青海二机的转子专用铣床,这种转子专用铣床都需要专用的刀具和磨刀机,通常刀具设计和订货周期长且费用昂贵,且项目初期设备投资成本较高。
基于如上考虑,我们采用了五轴加工中心进行车铣粗加工和型线粗铣。采用此五轴加工中心后,工艺路线将简化为采购毛坯—五轴加工中心车铣(含粗铣型线)—磨削外圆—型线精加工,极大地降低了转序时间和重新定位加工带来的加工超差风险。对型线粗铣,我们使用了可换刀片式的通用铣刀代替了传统专用刀具进行加工,此刀片易于购买且成本低廉,有效缩短了加工周期。
2 五轴加工中心设备简介
使用加工设备为Mazak 车铣复合中心,具有3个主轴8个可编程轨迹运动轴并可同时五轴联动的车铣复合加工中心。带第二车削主轴,同时第一车削主轴具备端面拨爪驱动功能,带中心支撑架V 轴(AUTOBLOCK),一次装夹几乎可以满足所有轴类零件的车铣加工,是一种高智能精密机床。
3 螺杆转子型线程序编制方法
3.1 坐标原点设定 设备的坐标原点一般我们设在第二主轴的位置,也就是转子的右端面上,在软件中使用整体移动功能将模型的右端面中心与软件原点重合。
3.2 生成curve 对于转子型线编程过程中首先要确定型线的轮廓,在主菜单中,使用由曲面投影的方式投影出型线在右视图上的的轮廓,如图1所示。
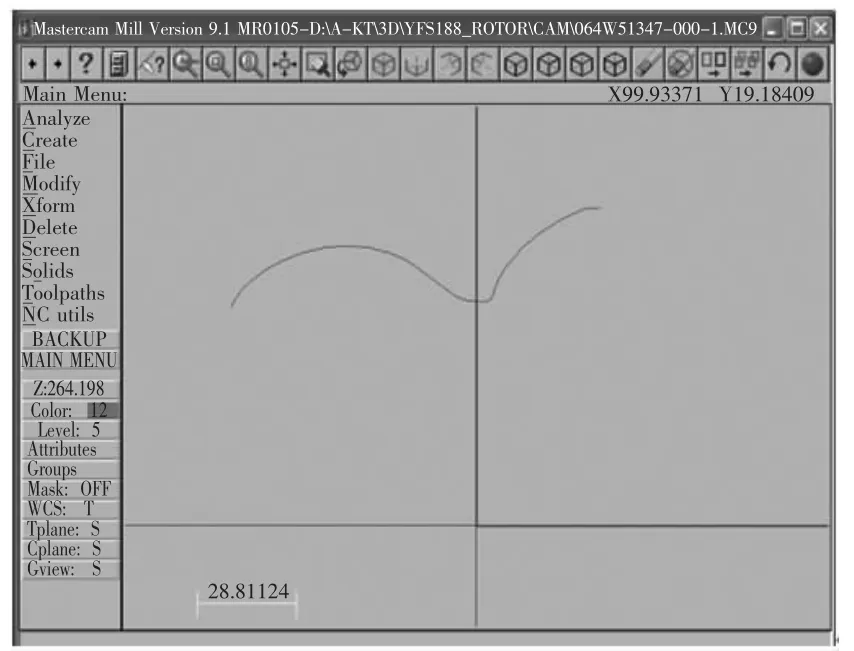
图1
3.4 生成刀具导向轨迹线 使用螺旋加工功能,选取所需的加工面及刀具轴线,输入相对应的螺旋导程即可,给出相应的退刀距离,一般为刀具直径的80%。
观察生成的螺旋线要求在顺铣的方向上:线出来的方向上线要穿过刀具侧面,否则就是错误的轨迹线。
3.5 生成刀路 使用Mastercam 刀具路径中的五轴沿边加工功能,进行刀具路径生成,并且通过模拟实体验证刀具路径的功能观察进刀、加工、退刀的过程中有无异常及问题。按照设定方式完成所有刀具粗加工。
3.6 型线轮廓仿形精加工 粗加工后需对型线表面大量的余量进行精加工处理。打开Curve,按型线方向建立3条基准直线,选择合适球刀(根据产品大小可以选择Φ8~Φ40)利用五轴曲线加工功能生成球刀刀具轨迹。使用MasterCAM 的螺旋加工功能,根据导程信息生成参考线,选择5轴沿边加工功能(Main menu>toolpaths>multiaxis>swarf5ax>)。生成刀具路径,并使用仿真模拟加工功能查看刀具路径的正确性及合理性。(图2)
3.7 刀具路径旋转复制 转子型线槽是规则等分的,我们编程时只需合理切出一条齿即可,其他根据齿形数量使用刀具路径旋转复制功能即可完成整个转子的型线编程。
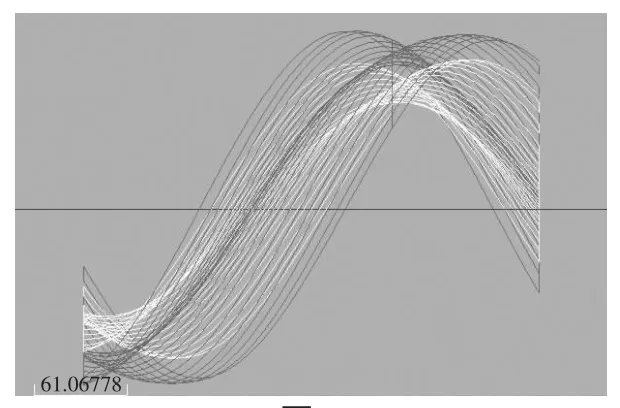
图2
4 后处理和生成自动加工的NC 程序
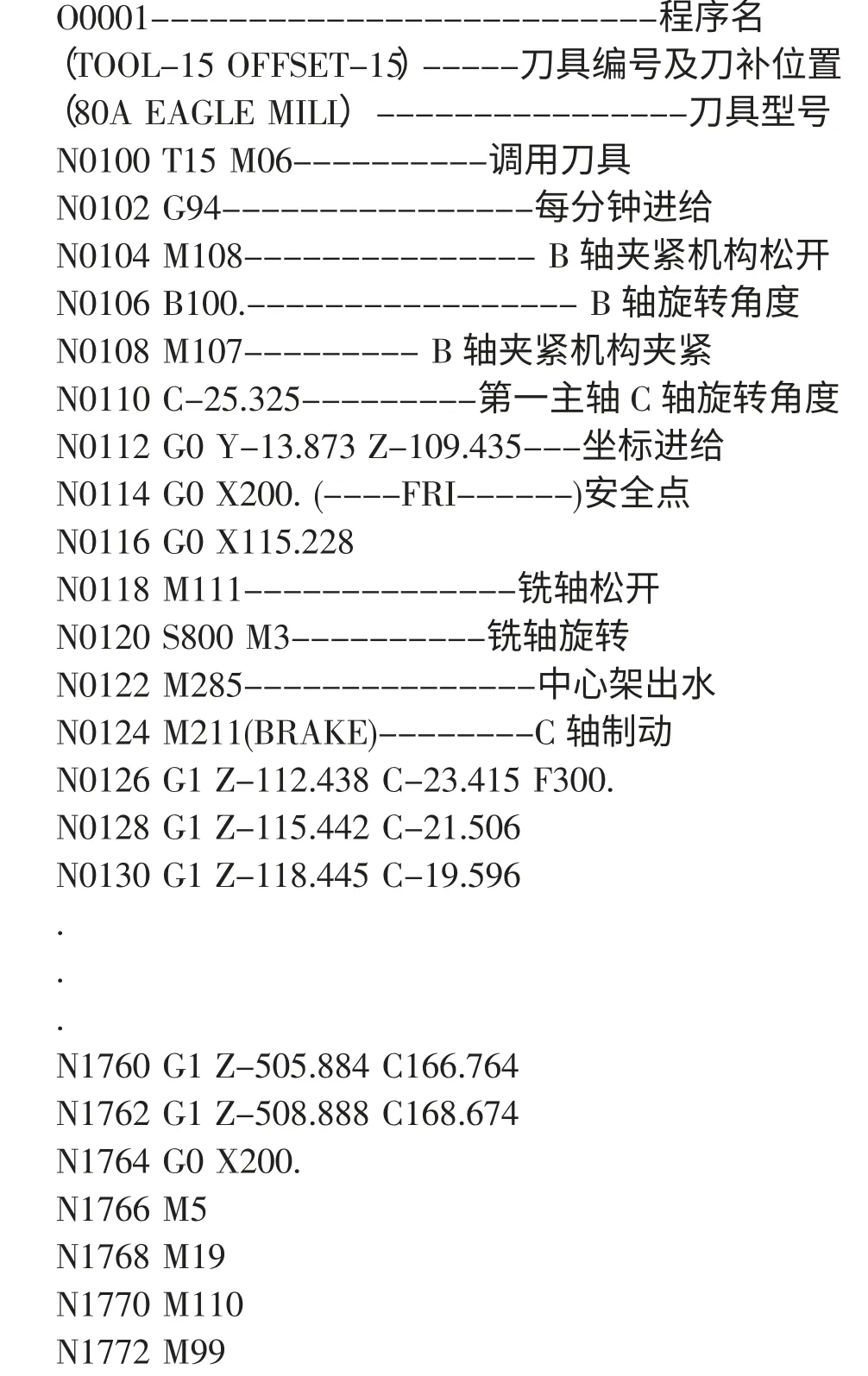
在加工时,我们使用Mazak 设备能够使用调用子程序的方式读取CAM 生成的G 代码程序,从而实现转子的型线加工。下面为CAM 后置生成出来的程序:
5 关于刀具选用及参数进给设置
本加工工艺使用了山特维克Capto 刀具,该刀具特点如下:极高的扭矩传递能力;很高的弯曲强度;快速换刀和自动换刀;先进的喷嘴技术即使在压力较低时也能确保加工安全性;内冷却液通道保证高压冷却液从机床直接传送至切削刃;很好的平衡性和同轴度;自对中。因此,我们在使用该刀具时并不需要对刀具进行一些额外调整,进给参数可以参考厂家建议值设置。一般型线槽精加工要求进给高一些如Φ32球刀转速为7000r/min 进给为5500mm/min。切深还需考虑机床电机功率及刚性,一般像Φ80玉米铣满刃切削切深不超过25mm。
6 结束语
本文利用Pro/E 来完成零件造型,并通过MasterCAM生成了刀路。由于高端机床各运动轴的关系复杂及功能代码的不同,选择正确的后处理器就显得十分必要,如果软件Posts 里无标准后处理程序,则可以根据实际机床类型专门定制相应的后处理器。
[1]方沂.数控机床编程与操作[M].国防工业出版社,1999.
[2]黄爱华,方晓勤.Master CAM 基础教程[M].清华大学出版社,2004,9.
[3]余英良,付璐.数控加工 齿向齿轮[J].机械制造,1999(10).