巧测龙门机床立柱导轨共面
2014-12-02陕西秦川机械发展股份有限公司宝鸡721009袁安平
陕西秦川机械发展股份有限公司 (宝鸡 721009)袁安平
1.问题的提出
在重型龙门式机床的生产中,遇到了关于“两立柱导轨面共面测量”的新课题。如图1 所示,其立柱导轨跨距一般在4m 以上。查阅现有资料,此项目有采用钢丝法测量的先例,但对操作者水平要求较高,其准确性及效率不能适应现阶段的生产需要。因此,急需探索一种新方法来解决这一问题。
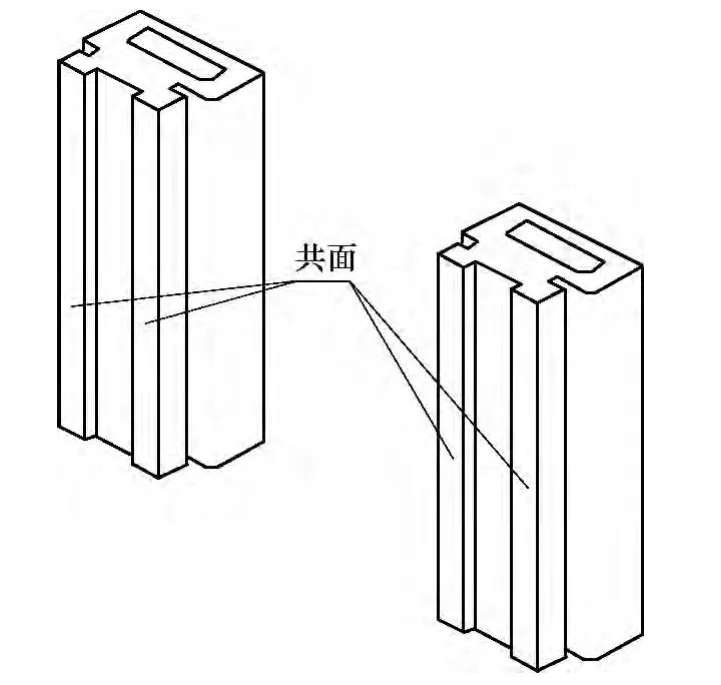
图1
2.问题的分析
导轨的共面测量,实质上就是采用同一基准测量各被测面的直线度。而直线度测量的常规方法有:
(1)直尺比较法 此法测量时必须配备相应规格的直尺,故在本例的远距离测量中适用性不强。
(2)水平仪或自准直仪测量法 此法属角度偏差测量法,测量时量具必须首尾相接进行连续测量,而被测二导轨面又是非连续的,必须有导向基准方可实施,故不方便采用。
(3)激光干涉仪测量法 此法在测量过程中激光束不允许脱靶,而在被测面非连续的情况下,仍然需要有导向基准,故可操作性不足。
那么,有没有其他可行的办法呢?经过分析,我们想到了激光对中仪测量法。激光对中仪作为一种新型仪器,也具备直线度测量功能。由于激光对中仪测量直线度的原理属绝对坐标法,直接以激光作为测量基准,测量有效长度可达10m 甚至更远,测量过程中激光脱靶又不会对读数产生影响,从理论上分析应该是完全可行的。
3.问题的解决
基于以上分析,经过在我公司龙门式复合加工中心产品“两立柱导轨面共面测量”中的实际检测、反复验证,并对测量误差进行分析、控制,其准确性完全能满足要求,同时兼具高效与便捷的优点。下面对此进行介绍。
(1)测量原理 激光对中仪的测量原理是:位置传感装置感应激光发射器产生的激光束的坐标位置从而进行读数,当被测面存在直线度误差时,各待测点的读数会产生不规则的变化,仪器自带的软件将各点的读数和位置进行数据计算,可得误差的数值和形状。
针对本例,如图2 所示,先把激光发射器安置在立柱外侧,将位置传感装置固定于滑板上,并对仪器进行相关的设置。然后通过传感装置读数值,将激光束与被测面基本调平,再依次顺序移动滑板至各待测位置,完成数据采集,最终由仪器计算输出测量结果。
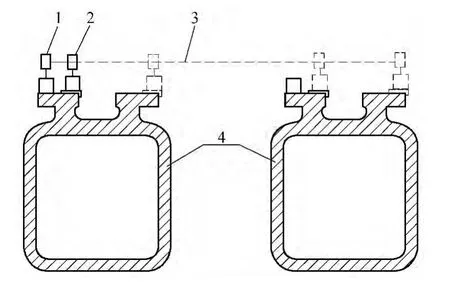
图2
(2)测量误差影响因素及控制方法 我们用以上方法在公司某产品上进行了实际测量验证,但结果却不理想,因为三次测量所得误差值的重复性差0.03mm 以上,这种精度水平根本就没有多大的实用价值。问题究竟出在哪儿呢?我们对测量过程进行了仔细的误差分析和多次试验验证,发现有以下影响因素:①测量点位置误差影响。测量点实际位置与设定值不一致时,由于软件是按理论位置进行计算,在共面测量时会对测量结果产生较大影响。例如,当在设定为500mm 处,实际测量位置差20mm且两点误差0.002mm 时,基准线在5 000mm 远端差值为0.02mm,光束平行差较大时影响更大。②光束调平误差影响。测量调整时,激光束与被测面的平行度误差,从理论上而言,在测量点位置与设定值完全相符的情况下,不会对测量结果造成影响,但实际操作时移动点位很难特别准确,故对测量结果有影响。例如,当光束平行差0.2mm/1 000mm、位置差10mm 时,该点测量误差可达0.002mm。③环境影响。温度、气流的变化,阳光的照射以及振动等因素均会影响激光光束的稳定性,从而降低测量值的准确性。④激光发射器固定座的稳定性影响。固定座微小的不稳定会造成远端测值的成倍变化,如固定座变化0.001mm/50mm,其在5 000mm 远端的变化量可达0.1mm。⑤测量值滤波的影响。环境的微小变化即会造成测量读数的不稳定,因此,仪器提供了滤波功能以减小此影响。选择合适的滤波时间可以大大提高测量值的稳定性和准确性。
(3)误差控制方法 针对以上影响因素,我们采取了如下几种控制方法:①移动测量点位置时应尽量与设定值保持准确一致,其差值以5mm 以内为宜。②调整后的激光束与被测面平行度误差应尽量小,最好控制在0.02mm/1 000mm 以内。③激光器固定座必须可靠固紧,在满足测量要求的前提下固定杆尽可能短。④测量时,避免阳光的直射,尽量减小温度、气流的变化和振动等因素的影响。⑤确定合理的测量值滤波时间。一般应在测量值读数能达到稳定的前提下,选择尽可能短的滤波时间,具体可在最远端的测量位置进行读数稳定性验证来确定。
采取以上测量误差控制措施,再次进行该项目的测量验证,在同等条件下三次测量结果的重复性差仅为0.003 6mm,完全可以满足此类测量的要求。
(4)测量特点 ①测量基准为稳定性极高的激光束,误差信号由仪器直接采集,减少了人为的读数误差,故其准确性高。②测量过程中,激光脱靶不影响测量,可直接测量无导向面的被测要素,既节省工装,又方便操作。③测量方向与位置不受限制,可方便地进行垂直方向、水平方向或其他任意方向以及任意段数、等距或不等距被测要素的误差测量。④误差数据与形状可直接显示,方便现场返修调整。
4.结语
用此方法测量龙门式机床两立柱导轨面共面误差,准确性高,又有高效、便捷的特点,值得在类似项目的现场检测中推广应用。
