手机外壳模具高速铣削加工案例
2014-12-02甘肃畜牧工程职业技术学院机械工程系副教授刘玉春
甘肃畜牧工程职业技术学院机械工程系副教授 刘玉春
模具作为模压产品生产的关键工装,其设计与生产周期日益成为其新产品开发周期的决定因素。数控高速切削制造技术促进了机械冷加工制造业的飞速发展,革新了产品设计概念,如通过采用整体件加工取代零部件的分项制造装配,提高了加工效率和产品质量,缩短了产品制造周期。高速切削加速了汽车、模具、航空、机械、光学、家电等产品的更新换代,加速了制造技术与装备的升级,推动了企业技术进步。本文以手机外壳模具高速铣削加工为例来阐述数控铣床高速切削加工的优势。
高速切削加工应用的关键技术
数控高速切削加工作为模具制造中最为重要的一项先进制造技术,是集高效、优质、低耗于一身的先进制造技术。在常规切削加工中备受困扰的一系列问题,通过高速切削加工的应用得到了解决。而且在高速铣削CNC加工中心上,模具一次装夹可完成多工步加工。这些优点在资金回转要求快、交货时间紧急、产品竞争激烈的模具、3C等行业是非常适宜的。
高速加工切削系统主要由可满足高速切削的高速加工中心、高性能的刀具夹持系统、高速切削刀具、安全可靠的高速切削CAM软件系统等构成,因此,高速加工实质上是一项大的系统工程。在这项工程中对数控编程系统的要求越来越高,价格昂贵的高速加工设备对软件提出了更高的安全性和有效性要求。高速切削有着比传统切削特殊的工艺要求,除了要有高速切削机床和高速切削刀具外,具有合适的CAM编程软件也是至关重要的。高速切削编程首先要注意加工方法的安全性和有效性;其次,要尽一切可能保证刀具轨迹光滑平稳,不然会直接影响加工质量和机床主轴等零件的寿命;最后,要尽量使刀具载荷均匀,不然会直接影响刀具的寿命。
在高速铣削编程中的常用策略和常用CAM软件
高速加工包括以去除余量为目的的粗加工、残留粗加工,以及以获取高质量的加工表面及细微结构为目的的半精加工、精加工和镜面加工等。高速精加工策略包括三维偏置、等高精加工和最佳等高精加工、螺旋等高精加工等策略。这些策略可保证切削过程光顺、稳定,确保能快速切除工件上的材料,得到高精度、光滑的切削表面。精加工的基本要求是要获得很高的精度、光滑的零件表面质量,轻松实现精细区域的加工,如小的圆角、沟槽等。
一般情况下,高速加工编程时间比一般加工编程时间要长得多。为了保证高速加工设备足够的使用率,需配置更多的CAM人员。高速切削有着比传统切削特殊的工艺要求,除了高速切削机床和高速切削刀具,具有合适的C A M编程软件也是至关重要的。国内外比较成熟、适用于高速加工编程的有美国EDS公司UnigraphicsNX、英国DelCAM公司的PowerMill、以色列的Cimatron软件。
手机外壳模具高速铣削加工应用案例
在现代化的模具生产中,随着对零件功能要求的提高,零件内部结构也变得越来越复杂,相应的模具结构设计制造工艺方法也随之复杂化。例如在手机模具制造中所采用的新的设计制造工艺方法路线:首先利用Pro/ENGINEER或MasterCAM等先进的CAD/CAM软件进行产品的3D图形设计,如图1所示手机外壳3D设计图;然后根据产品的特点设计模具结构,生成模具型腔分模图,如图2所示手机外壳分模图;再在MasterCAM中根据模具型腔的特点绘制CNC数控加工工艺图,拟定数控加工工艺路线,输入加工参数,生成刀具路径;最后进行三维加工动态仿真,生成加工程序,并输送到数控机床进行自动加工。这些加工步骤是现代化模具生产的过程和发展趋势,它使复杂模具型芯的生产简化为单个机械零件的数控自动化生产,全部模具设计和数控加工编程过程都可以借助CAD/CAM软件在计算机上完成。它改变了传统的模具制造手段,有效地缩短了模具制造周期,大大提高了模具的质量、精度和生产效率。

图1 手机外壳3D设计图
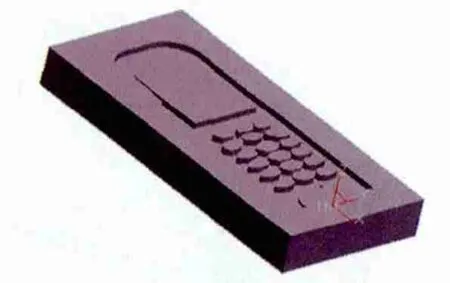
图2 手机外壳分模图
这个应用案例是采用高速铣机床MIKRONHSM500加工手机外壳模具。该机型行程:500mm×450mm×350mm,快移速度40m/min,加速度1.7g,刀库数量36把,主轴转速42 000r/min,刀柄型号 HSK E40,数控系统海德汉iTNC530。
该试件材料:S136H钢,硬度52HRC,尺寸:170mm×110mm×50mm。该加工的难度在于材料硬度高,在一些细小部分要反复地使用小刀具(1mm直径的刀具),分型面要求很高的精度,在加工中,需要在精度、表面粗糙度和加工效率上这些相对矛盾的因素中做出最佳选择。最后加工出来的结果比较好,图3为手机外壳模具加工成形图。粗加工时间用了2h54min,精加工时间用了4h5min,总的时间约7h,最后的表面粗糙度值Ra=0.26μm。从这个例子中可以看出,利用高速铣削,可以加工越来越硬的材料,原来不能用铣削工艺的,现在完全可以。由于主轴转速越来越高,就可以选择用越来越小的刀具,从而拓展了铣削加工的范围。

图3 手机外壳模具加工成形图
结语
伴随着国内数控机床行业的快速发展,高速度、亚微米精加工时代已经来临,由于3C产品多样化而快速生产的特点,使得精密小型快速加工需求攀升,高速切削机床的市场容量急剧增加。所以高速加工技术是未来切削加工的方向,它将极大地促进加工效率的提高和产品品质的改善。正如前文所述,高速加工是一个系统工程,必须从软件、硬件及设备方面全方位地改革创新,才能发挥其具有传统加工无可比拟的优势。
