FANUC CNC 宏程序在重型车铣床上的应用
2014-12-02一重集团绍兴重型机床有限公司浙江312000王会东李华伟
一重集团绍兴重型机床有限公司 (浙江 312000)王会东 李华伟
齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161005)杜宏祺
我公司为日本JFE 生产制造一台双柱立式车铣加工中心,该机床最大加工直径为6.3m,机床承重为50t,数控系统选用FANUC 31i,机床配置有两个伺服主轴SP1 (车主轴)、SP2 (铣主轴);两个直线轴X 轴、Z 轴;一个回转轴C 轴、一个刀库轴。八工位车铣刀库是斗笠式圆盘刀库,使用FANUC α22/3000HVI伺服电动机驱动,具有可控性强,定位准的特点,通过刀库管理功能来实现机床可靠换刀控制。
1.实现伺服电动机刀库动作的方法
(1)通过PMC 轴控制实现刀库的管理控制 使用伺服电动机的PMC 轴功能,完全是靠PMC 来实现换刀动作。从动作上来看,伺服轴为PMC 轴,而不是NC 控制轴,从CNC 的管理下分离出来,从PMC信号直接进行控制,不使用NC 程序利用信号来控制轴。譬如,可以从PMC 侧赋予移动量、进给速度等的指令,使得与NC 管理下运动中的其他轴独立地进行移动。因此,可以使用NC 的任意轴作为PMC 轴,对转塔、托盘、分度台等周边设备进行控制,用输入信号来选择是在NC 还是PMC 的管理下的控制。所以,编程较为复杂,对技术人员的要求较高。
(2)通过系统宏程序实现刀库管理控制 刀库伺服电动机配置为NC 控制轴,利用宏程序实现换刀动作和时序安排,PMC 只做辅助作用。使用宏程序实现刀库动作简单易懂,可读性强。
NC 宏程序可以进行赋值、判断、比较、跳转、各种运算和轴运动指令。通过用户宏程序和PMC 之间的信号应答来读取、运用系统变量,将PMC 程序中刀具交换的条件状态位作为换刀宏程序判断跳步执行的条件,实现了大小刀具的随机换刀;通过对机床数据的设定可以非常容易地使得轴移动到固定换刀点;可以定义不同的M 辅助功能代码与PMC 控制程序有机结合激活每一步换刀动作,整个换刀执行过程之间的复杂关系就十分简单明了。使用系统变量和机床参数不仅是一个非常有效简捷的方法,而且可以简化PMC 控制程序设计,最终共同完成复杂的刀具交换的过程。
2.用宏程序实现换刀过程参数的设置
圆盘刀库电动机为旋转轴设置,而且为360°循环显示,要求NC 设定参数如下:

用宏程序实现刀库动作时,有多种方法,由于换刀动作与刀库电动机的编码器类型和找刀方式有关,因此在实际编程方法上也有所不同。
(1)伺服电动机编码器不同 ①绝对型编码器电动机:由于电动机坐标由电池进行保持,对于固定换刀刀库,就是说每把刀在刀库上的位置固定,是有固定坐标值的。所以在找刀时,NC 只需要走到相应的机械坐标位置就可以找到相应的刀位,并进行抓松刀操作。②增量式编码器电动机:由于电动机坐标掉电丢失,故要求每次开机之后刀库电动机进行回零操作才可以固定每个刀位的具体位置。同样,回零完成之后,找刀时,NC 只需要走到相应的机械坐标位置就可以找到相应的刀位,并进行抓松刀操作。
(2)找刀方式不同 ①就近找刀:使由于刀库电动机为旋转轴,可以通过设定旋转轴参数进行就近旋转找刀操作。设定参数:1008#1=0 (就近旋转)。②固定方向找刀:对于间隙较大的机械,如果进行就近找刀可能导致刀位位置发生变化,故可采用固定方形找刀的方式,设定参数如下:1008#1=1(按指令值符号方向找刀)。
3.换刀指令的定义
(1)主轴上无刀,指令T****。
(2)主轴上有刀,指令T****,且指令(目标)刀号大于主轴上刀号。
(3)主轴上有刀,指令T****,且指令(目标)刀号小于主轴上刀号。
(4)主轴上有刀,指令T****,且指令(目标)刀号等于主轴上刀号。
4.宏程序的编制
本机床根据用户要求,设有一个8 工位的圆盘斗笠刀库,刀库电动机编码器为增量编码器,换刀时按照固定方向找刀,使用M6 调用O9001 号宏程序,指令格式为M6T****,设定参数6071=6。
宏变量定义如下:
#100:目标刀号输出地址,为非保持型公共变量,掉电丢失,可自由定义。
#4120:T 代码输出变量地址,为系统变量。
#3000:报警信息设置地址。括号内为报警内容。
#500:主轴上刀具号存储地址,为保持型公共变量,掉电不丢失,可自由定义。
#504:X 轴换刀位坐标值存储地址,为保持型公共变量,掉电不丢失。
#505:Z 轴换刀位坐标值存储地址,为保持型公共变量,掉电不丢失。
#105:同#100
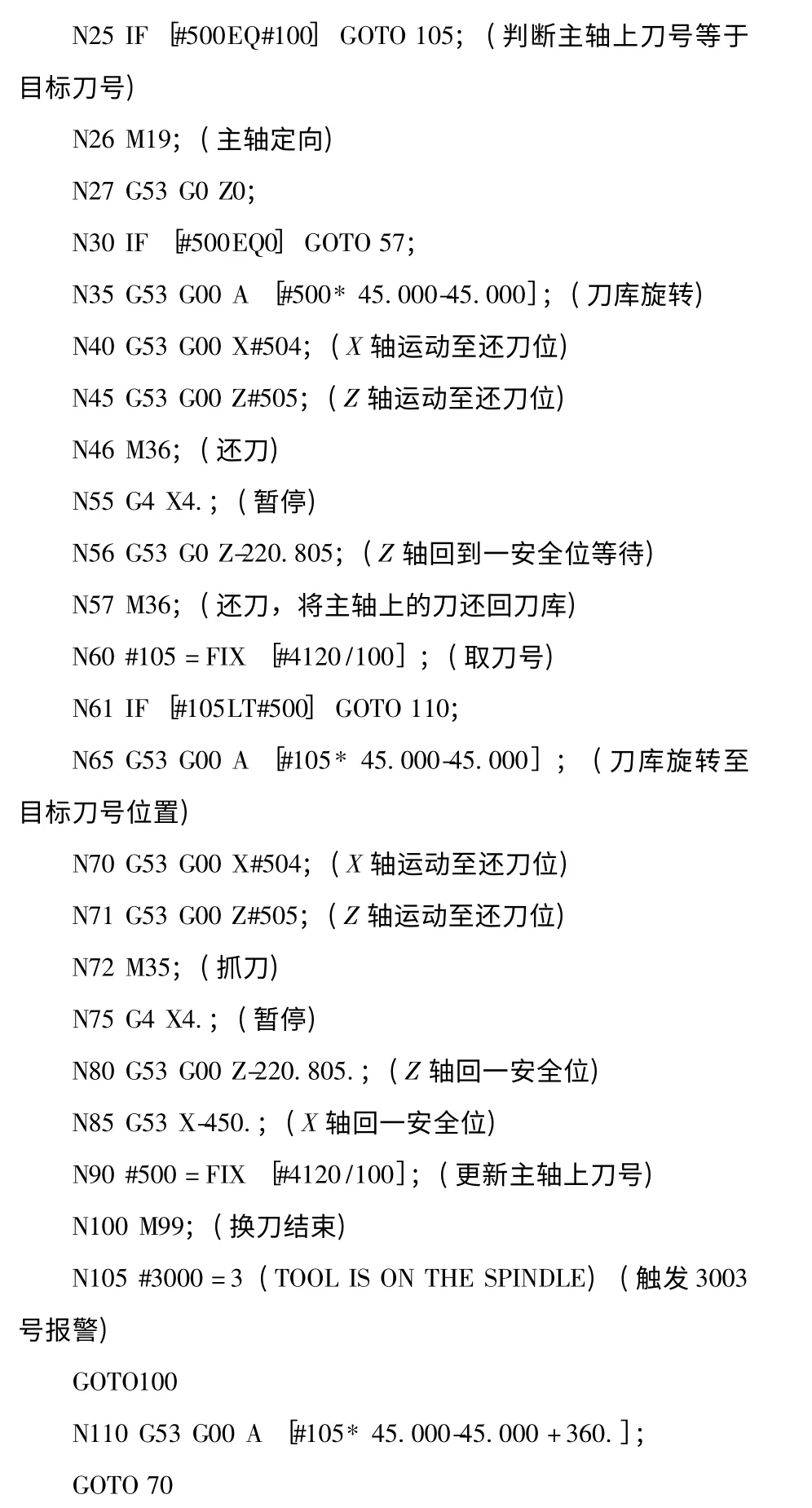
换刀程序如下:

5.结语
未来刀库的演进及发展必须与机床的发展相适应,因此未来刀库被赋予能符合未来全方位综合切削加工机床及多任务复合加工机床需求之使命。刀库的调试方法也必须展现全新之思维,方便、简捷,来提高工作效率,这样才能在未来机床发展中扮演着称职角色。
