不锈钢零件压型模具设计要点
2014-12-02中国北车集团齐齐哈尔轨道交通装备有限责任公司黑龙江161002张幼民
中国北车集团齐齐哈尔轨道交通装备有限责任公司 (黑龙江 161002) 宋 硕 张幼民
1.工艺分析
图1 所示为铁路货车制动系统的储风缸端盖半成品制件,材质为铁素体不锈钢T4003,板厚为4 mm,技术要求为外形不允许有褶皱、表面也不允许有划伤及压痕。其余未注尺寸公差应符合GB/T 15055 -C 标准的规定。初步分析该制件属于球形凸底的圆筒形件,可以按照圆筒形件的方法进行工艺过程设计。

图1 端盖半成品制件
2.T4003 的工艺性能
T4003 是一种低碳铁素体不锈钢板,专门用于铁路货车车体制造。在机械性能方面:T4003 比普通碳素钢的屈强比要大,而延伸率则小一些;在物理性能方面:T4003 是有磁的,它与碳钢的线膨胀系数基本一样,但热导率则要低得多。在加工性能上:由于不锈钢含有Cr、Ni 元素,具有较强的粘滞性,抗咬合性差。总之,该材质的特点是与其他材料接触时摩擦因数大并且易发生粘连,在成形模具设计时,要采取必要手段防止工件与凸凹模等工作零件发生擦伤、粘连及脱模困难等现象。
3.模具结构及工作原理
压型模具的结构组成如图2 所示,模具采用2 个对称布置的导向装置,压型凸模通过凸模座固定在上模板上,压型凹模则与下模板用止口定位,用凹模压板固定在下模板上。该套模具的压边采用弹簧箱体组成来完成,箱体自成一个可独立折卸的组件,箱体内有2 个对称的小导柱导套装置,以保证被压缩时不会错位,靠10 个卸料螺钉将20 个弹簧预压并装配在一起,弹簧箱体的前后面还装有用橡胶板制成的安全挡板,防止弹簧碎裂后崩出伤人(图中未显示)。此外在凸模座内还装有4 个均布的顶料装置,每个顶料装置都有弹簧、弹簧压盖及推件杆,推件杆通过凸模的孔露出表面。
模具的工作原理:将圆坯料放在凹模表面靠挡定位,开动机床后压力机滑块开始下行,上模组成中4 个推件杆最先接触坯料并被压缩,接着压边圈开始接触制件,同时弹簧箱体下表面压住限位块,随着上模继续下行,压边圈不再发生移动,弹簧箱体内的弹簧不断被压缩而提供出压边力,接着凸模接触坯料上表面,并一点点将坯料压入凹模,当制件从凹模型孔中穿过后就完成了制件的拉深成形。这时制件在推件杆的作用下从凸模上退出,掉在接料板上,滑块开始回程,整个工作过程结束。
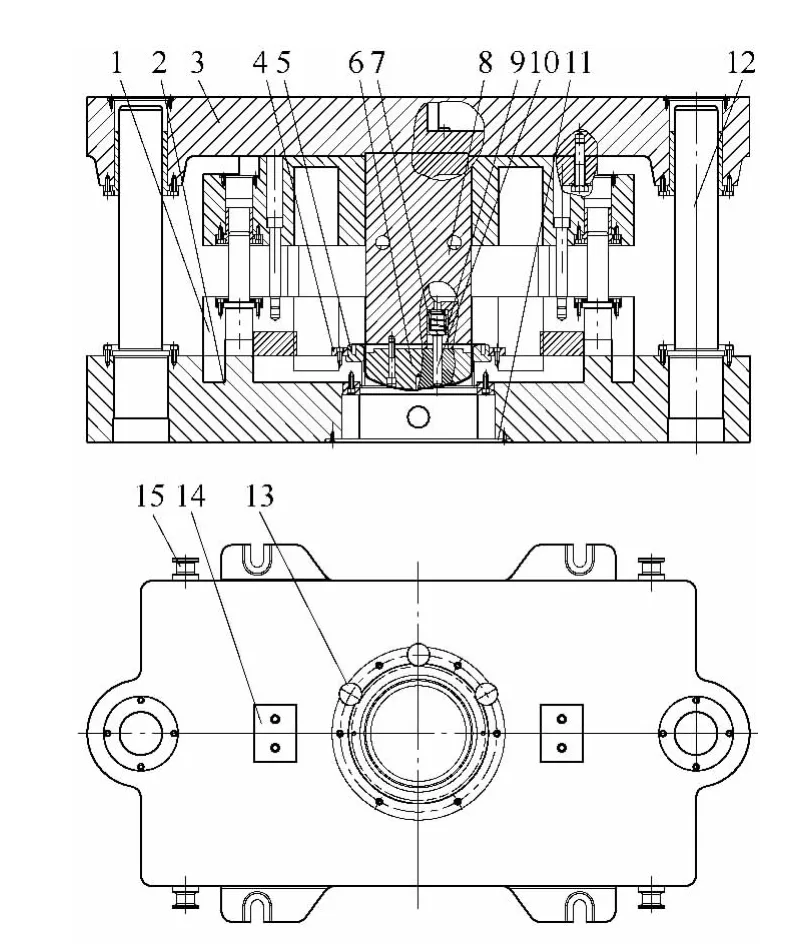
图2 端盖压型模结构图
4.技术难点
(1)凹模设计 根据业内经验,如果凹模采用常用模具钢制造,不仅制件表面非常容易擦伤,而且凹模的寿命也会降低。为此选择铜合金模具材料制做凹模,而铜合金模具材料具有良好的散热性、耐磨性及极低的摩擦因数,在成形过程中能减少材料成形流动阻力,同时也可以有效地减小工件裂纹、起皱的趋势。由于铜合金模具材料价格昂贵及其加工性能特点,凹模结构要尽可能简单、紧凑,避免在基体上设置螺孔,机加工完成后要对其工作表面进行镜面抛光,装配方式是用压板将凹模固定在下模板上。
(2)在设计凸模座及凸模之间的推件装置时,确定好弹簧力量至关重要,在初始设计时要留有余地,因为T4003 与凸模间非常粘滞,如果弹簧力量不足,则工件将粘在凸模上不易脱落。当然,顶件力也不能过大,否则会在制件表面顶出明显印痕,影响产品质量。
5.结语
该模具凹模采用铜合金模具材料,解决了铁素体不锈钢制品表面擦伤问题;在上模安装合理的顶件装置,解决了制件成形后不易脱模的问题;在压边方式选择上,没有采用常规的弹性压边结构,而是将提供压边力的一组弹簧,以弹簧箱体的方法组成一独立可拆卸部件,对于模具的装配及日后的调修十分便利,该模具尽管体积庞大,但其功能却实用、可靠,值得推广和借鉴。
