借助常规工量具的数控铣床精确对刀方法
2014-12-02潍坊职业学院山东261041张荣高
潍坊职业学院(山东 261041 )张荣高
中国北车集团齐齐哈尔轨道交通装备有限公司(黑龙江 161002)吴景洋
对刀是数控机床操作的基础,是每一位从事数控加工的人员必须熟练掌握的最基本技能。数控铣床对刀通常有试切法对刀和借助专用的对刀仪器对刀两种基本方法。试切法对刀是指用刀具在工件表面上直接试切而得到相关坐标值的方法,适用于尚需加工的毛坯表面或加工精度要求较低的场合。借助仪器对刀通常是指借助光电式寻边器、机械式偏心寻边器等专用仪器进行X和Y方向的对刀,借助对刀块或Z轴设定器进行Z方向的对刀,这种对刀方法精度较高,一般能够控制在0.005 mm之内,是经过精加工的毛坯表面对刀时采用的基本方法。
专用对刀仪器价格高且容易损坏,在对刀仪器损坏或者没有这些专用对刀仪器的情况下,应如何进行精确对刀呢?本文对此进行了一些有益的探索,借助常规的工具量具,比如百分表、刀柄等也可实现数控铣床的准确对刀。
1.借助百分表实现X、Y方向的精确对刀
(1)圆柱形工件的对刀方法先将百分表安装在百分表支架上,再将磁力表座吸附到机床主轴上,用手轮调整Z轴,使百分表触头接近工件上表面。然后用手转动机床主轴,百分表的测量触头就画出一个圆,用手轮调整至百分表画出的圆的圆心和毛坯圆的圆心大概接近,直径大体相等即可。
用手轮调整,沿Z轴下移,使百分表触头移到工件上表面以下,如图1所示。将百分表触头转到X轴的一边,比如A点,如图2所示,使百分表触头压到工件表面上,此时,百分表在A点读出一个数,比如0.42 mm。
然后用手转动主轴,使百分表触头转到B点,此时在B点读出另一个数,比如0.62 mm。
A、B两点的读数差是:0.62 mm-0.42 mm=0.2 mm,然后将读数差除以2,即0.2 mm÷2=0.1 mm。

图1 柱形表面百分表对刀

图2 柱形表面示意图
假若此时百分表触头在B点,只需通过手轮调整至百分表的读数为0.62 mm-0.1 mm=0.52 mm即可,然后用手转动主轴至A点,此时A点的读数变成了0.42 mm+0.1 mm=0.52 mm。
将百分表触头转到C点,通过手轮调整,使C点的读数即Y方向的读数调整到0.52 mm即可。然后手动转动一圈,各点的读数值都应该是0.52 mm,此时主轴的旋转中心和工件的中心重合。
在机床上按下设置/偏置键,找到G54坐标系,输入X0,按“测量”键,输入Y0,按“测量”键,X、Y方向的对刀完成。
这一方法实际上是运用了三点决定一个圆的原理来对刀的,通过调整三个点的值,最终使主轴中心和工件中心重合。A、B两点应在一条平行于X轴的直线上,且离X轴越近,对刀精度越高。
(2)长方体零件的对刀方法先将百分表安装在百分表支架上,再将磁力表座吸附到机床主轴上,通过调整百分表支架及磁力表座的位置,使百分表能够画出一个直径大小合适的圆。
用手轮调整X、Y、Z轴,使百分表触头压到长方体工件在X轴方向的一个侧面上,如图3所示的A点。
用手转动主轴,在A点画圆,如图3所示,读出百分表的最大读数值,比如0.35 mm,记下此值。然后将此时的相对坐标值归零。
将Z轴抬起,用手轮将百分表移动到工件另一端B点,同样方法画圆,并用手轮调整到X方向位置,直到百分表最大读数值为0.35 mm为止。
读出此时的X方向相对坐标值,比如X的相对坐标值为-124.240 mm。将-124.250 mm除以2,即-124.250 m m÷2=-62.125 mm。
将Z轴抬起,向A点方向移动X轴,直到移动至X相对左边为-62.125 mm的位置,此时,主轴中心所在的位置便是工件X轴的中点。然后找到G54坐标系,输入X0测量便完成了X轴的对刀。
同样方法,也可完成Y轴的对刀。
这种两端画圆,调整百分表最大值,并辅以相对坐标归零的方法,其原理是利用两个圆心相对工件对称来确定工件中心。
2.借助铣刀刀柄实现Z轴的精确对刀
一般来说,购买的直柄铣刀,刀柄部分的直径尺寸精度很高,可用来代替对刀块来完成Z轴的精确对刀。
利用刀柄进行Z向对刀时,把刀具安装到主轴上,主轴不转,用手动方式将刀具快速移动到离工件上表面相差一个刀柄直径的距离时,改用手轮控制,沿Z轴一点点向下移动。
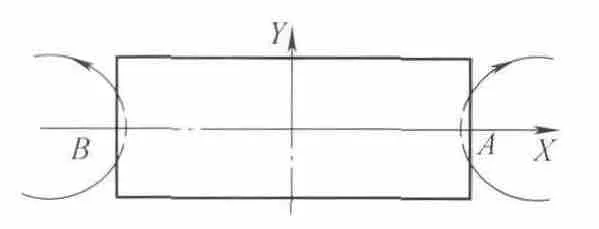
图3 长方体对刀示意图
每次移动后,将刀柄移向刀具和工件之间,如果刀柄能够在刀具和工件之间轻松穿过,间隙太大,如果不能穿过,则间隙过小。反复调试,直到刀柄在刀具和工件之间能够穿过,且感觉刀柄与刀具及工件有一定摩擦阻力时,间隙合适。然后读出此时的Z轴的机械坐标值,减去刀柄直径后,输入G54的Z坐标中,Z向对刀完成,此时也可输入Z0,然后按“测量”软键,再输入负的刀具直径值,按“+输入”即可。
需要注意的是,在Z轴下移时,刀柄不能放在刀具和工件之间,否则,会使刀具出现崩刃现象。
3.结语
利用通用工具对刀,除上述的百分表和刀柄外,还可利用塞尺等常用工具量具,其对刀精度与操作者的熟练程度有关,经反复训练,能够达到较高的对刀精度,基本能满足多数工件的加工精度要求,同时熟练以后也能获得较快的对刀速度,因此,在日常生产中有一定的推广价值。
[1]姚齐水,王桥医.数控加工中对刀问题的处理[J].现代制造工程,2002(8):18-20.
[2]陈世平,李燕.数控加工中的对刀方法[J].组合机床与自动化加工技术,2004(12):104-105.
