车削螺纹不完全齿的去除方法
2014-12-02东方电气集团东方汽轮机有限公司四川德阳618000冷进明邓亚弟刘光耀
东方电气集团东方汽轮机有限公司(四川德阳 618000)冷进明 邓亚弟 刘光耀

概述
螺纹是在圆柱或圆锥母体表面上制出螺旋线形的、具有特定截面的连续凸起部分。在机械加工中,螺纹加工主要有车削、攻丝及铣削三种切削方式。如图1所示,螺纹车削加工是在一根圆柱(锥)形的轴上(或内孔表面)用刀具切削而成的,此时工件每旋转一圈,刀具沿着工件轴向移动一定的距离,刀具在工件上切出的痕迹就是螺纹。一般来说,在外圆表面形成的螺纹称外螺纹,在内孔表面形成的螺纹称内螺纹。螺纹的基础是圆轴表面的螺旋线,螺纹可以理解由刀具切削刃口在工件表面做螺旋线运动形成。在车床上车削螺纹的螺旋线运动其实是车床主轴的旋转运动和刀具沿机床Z方向的进给运动复合形成。
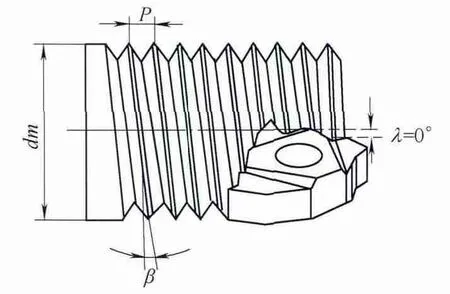
图1 外螺纹车削示意
如图2所示,通过对车削螺纹加工原理的分析和车削实践,我们不难看出,车削时在进刀位置和退刀位置难免会形成不完全齿,又称为不完全螺纹。由于螺纹不完全齿齿形逐渐形成锋利的飞边,在入口处齿形薄如刃口,在加工过程中由于切削力的因素或者后序热处理的影响极易变形,在装配时会产生无法拧入或咬死的现象。在以螺纹为传动部件的精密仪器或者量具上不完全齿对于产品精度有很大影响,要求专门工序处理。
目前,国内外对于螺纹不完全齿的去除一般采用螺纹入口处倒角、手工去除、铣床或其他专用装置去除的方式。其中,入口处倒角的方式只是通过增大倒角尺寸或倒角角度的方法增大不完全齿的厚度,不能完全解决不完全齿,手工去除效率及加工精度较低,铣床去除的方式需要更换机床,增加了工序,降低了生产效率。针对车削螺纹去除的实际问题,本文介绍了一种在数控机床上车削螺纹完成后利用标准切槽刀具快速去除螺纹不完全齿的方法。
试验方法
1.方法简介
利用车削方式加工螺纹时,必须保证工件与刀具间的运动关系,即主轴每转一圈(工件转一圈),刀具均匀地移动一个螺距(或导程)。不完全齿的形成就是由于进刀和退刀时刀轨和工件端面相交形成的,如果想要完全去除不完全齿,必需使刀具沿着螺纹的螺旋线进入与螺纹的螺旋线完全同步运动,去除掉螺纹不完全齿后再按照抛物线的方式进行退刀。为了实现该功能,利用通用切槽刀具以螺纹加工的方式切削掉螺纹不完全齿。
2.实施方案
使用数控机床在工件的表面或内孔上车削加工螺纹,螺纹不完全齿1位于车削螺纹加工时的进刀和退刀位置处,具体如图2所示。
为了有效去除螺纹的不完全齿,我们必须先确定要去除的螺纹是位于螺纹的入口处还是出口处,并根据螺纹的齿形截面,将数控机床的刀具更换为相应尺寸的直刃切槽刀具。
其次,根据确定的螺纹去除位置确定直刃切槽刀的进刀点位于车削螺纹加工时的始点还是终点处,具体如图3所示。如果要去除螺纹起点处的不完全齿,切槽刀具的进刀点应位于螺纹的起点处,机床主轴转动方向与车削螺纹时转动方向相同,切槽刀具的走刀方向与螺纹车削时相同。要去除螺纹终点处的不完全齿,切槽刀具的进刀点应位于螺纹的终点处,机床主轴转动方向与车削螺纹的转动方向相反,切槽刀具的切削方向也要做相应的调整,走刀方向与车削螺纹时相反。切削时,直刃切槽刀对应螺纹轨迹运动,径向切削深度逐渐减小,直至螺纹不完全齿1去除完毕。
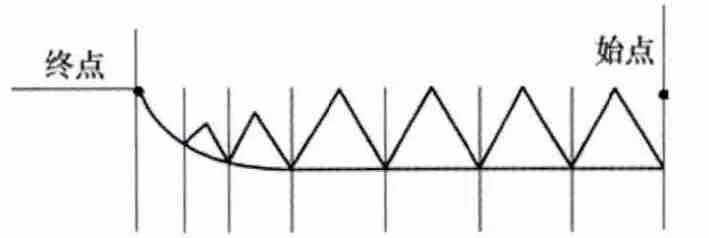
图3 螺纹方向的选择
在整个去除螺纹不完全齿过程中必须使去除螺纹不完全齿的直刃切槽刀沿着螺纹的轨迹进入,并进行切削作业;且切削作业时,直刃切槽刀的运动轨迹在工件表面上的投影与螺纹的螺旋线完全重合。当去除掉螺纹不完全齿后,直刃切槽刀继续以螺纹线轨迹运动,并同时沿螺纹轴向和径向同时退刀,如此去除掉螺纹的不完全齿1。
在整个去除螺纹不完全齿的过程中必须注意以下几点:
(1)切槽刀具的选择:如果所加工螺纹的螺距值为P,则与选择的槽刀切削部分宽度S之间的关系为S≥P,鉴于标准切槽刀具普遍有刀尖圆角,所以选择的槽刀宽度S最好要大于螺纹的螺矩值P,但也不宜过大,防止由于切削过程中接触刃长过长导致切削振动。其次在选择切槽刀时应注意排出的切屑不要卷向螺纹齿面,以保护螺纹表面。
(2)切削参数的选择:在去除不完全齿的过程中,要求切槽刀具的每转进给距离fn与螺纹的螺距P相同,刀具刃口会承受较大的轴向力,所以保护刀具最好的方法是使用与螺纹加工时相同的参数,即在整个过程中采用多刀路切削的方法,并随着切削次数逐渐减小切削深度。
(3)数控程序的设定:由于进行螺纹车削过程中螺纹的起始角度总是车削主轴C轴的零点,所以控制螺纹车刀和切槽刀的对刀点即可改变车削过程中的进刀位置,最简单的对刀方法是将螺纹车刀与切槽刀在同一位置对刀,然后在刀具参数表中将刀具补偿值向进刀方向的反向偏置半个螺距的位置,具体如图4所示。这样可以保证切槽刀具的Z向进刀位置和螺纹车刀相差半个螺距,使切槽刀与螺纹车削刀具的刀尖位置重合,在车削过程中切槽刀具的参考点沿螺纹小径的螺旋线运动,去除掉螺纹的不完全齿。
由于数控机床在螺纹收尾方式的设置上有两种形式,即退刀时沿X单方向和退刀各沿X、Z两个方向同时退刀,如果机床现有退刀方式的设置为X、Z两个方向同时退刀,程序的编制与普通螺纹车削编制的方法相同,切削螺纹的终点由去除螺纹的扣数确定,一般需要去除1/3~1/2个螺距。当数控机床的收尾方式为X方向单向退刀时,必须编制锥度螺纹,使刀具退刀时沿螺旋线方向继续运动。
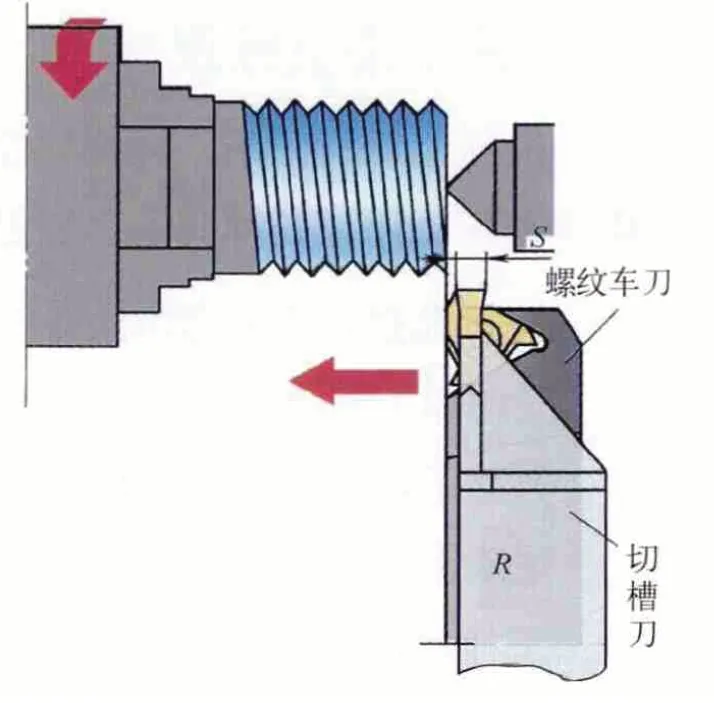
图4 刀具参考点的设置
应用
本方法在我公司高温双头螺栓、罩螺母等零部件的加工中已成功应用,目前可以完成外螺纹、内螺纹出口处和入口处螺纹不完齿的去除,实际去除螺纹不完全齿后的效果如图5所示。该螺纹不完全齿的去除方法仅在原工艺方案上增加工了一把切槽刀具,在车削工序中一次装夹完成了螺纹不完全齿的去除,工艺成本较低,单个螺纹不完全齿的去除切削时间仅20s以内,加上换刀、对刀时间,完成整个工步时间在2min以内。相比原有螺纹不完全齿的去除方法效率提高10倍以上,有效的提高了螺纹精度和生产效率,并且可以预防不完全齿变形导致螺纹零件无法正常装配与拆卸的问题。
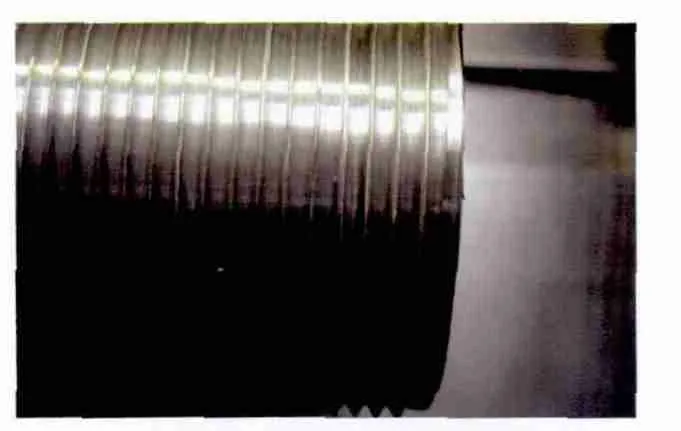
图5 螺纹不完全齿去除的应用
