3.4 m立车加工薄壁筒节工艺研究
2014-12-02葫芦岛滨海水电大件制造有限责任公司辽宁125004万海涛张顺延
葫芦岛滨海水电大件制造有限责任公司(辽宁 125004)万海涛 张顺延
渤船集团渤船机械工程有限公司(辽宁 125005)刘 胜
薄壁筒节是某产品的关键工件,其材料特殊、直径较大、筒壁较薄且尺寸加工精度高。特别是工件焊后残余应力、筒节弹性变形的不稳定回弹、切削不同硬度分布区域产生的动态切削力以及大的刀具悬伸量等不利因素,都容易使工件加工时产生过大的变形和振动,进而影响筒节的加工质量及精度,很难达到图样的设计要求。
薄壁筒节制作过程复杂,其工序为:板材下料、煨弯、焊接、校圆、时效振动处理及加工,加工是最后的关键工序。
1.薄壁筒节加工分析
(1)薄壁筒节(见图1)的技术要求:高度偏差为±0.5 m m;坡口角度为±1°;坡口留根±0.5 mm;加工面不平度0.5 mm;表面粗糙度值Ra≤12.5 μm;筒节圆度公差1 mm(见图2)。
(2)加工难点分析:此工件属薄壁大型零件,用三段圆弧厚度60 mm的高强钢焊接而成。内、外圆的加工余量均为5 mm,一般大型圆筒类工件加工单面余量都在10 mm以上。通过研究图样,确定工艺没有难点,但是实际加工过程中的尺寸控制相当困难。主要体现在加工过程中的变形量,加工余量较小,加工后圆度的变形量在3~6 mm。由于变形大,使筒节表面加工不完全,局部点或面将留有黑皮,导致壁厚不均匀。如不采取有效的控制措施,则远远达不到图样要求的筒节圆度公差1 mm,同时图中的上、下端面坡口角度也达不到尺寸要求。
2.加工工艺
(1)划线:筒节加工前需在平台上检测上道工序制作精度。划出内、外圆加工线、十字中心线以及端口水平线。调整筒节垂直度,同时兼顾端口水平。以筒节内表面为基准,找出筒节圆心,然后以此圆心为基准,划一条内圆加工线。检查各部位加工余量是否均匀,若不均匀则调整筒节圆心,直至均匀为止。以调整好的筒节中心为基准,划筒节内、外圆加工线,必须保证最小壁厚。以上部绘制好的内、外圆加工线为基准,用2 m角尺或线锤吊线,检查筒节下部内、外圆加工余量是否足够。如有偏差,视偏差情况适当调整筒节垂直度。在上端面400 mm处绘制一条水平线,筒节上立车后,以此线为基准进行找正。
(2)吊装:在筒节上端面均匀分布3个吊点。筒节吊到立车工作台,使筒节4心在工作台的两个互相垂直梁上,调整筒节使其中心与工作台中心重合。

图1
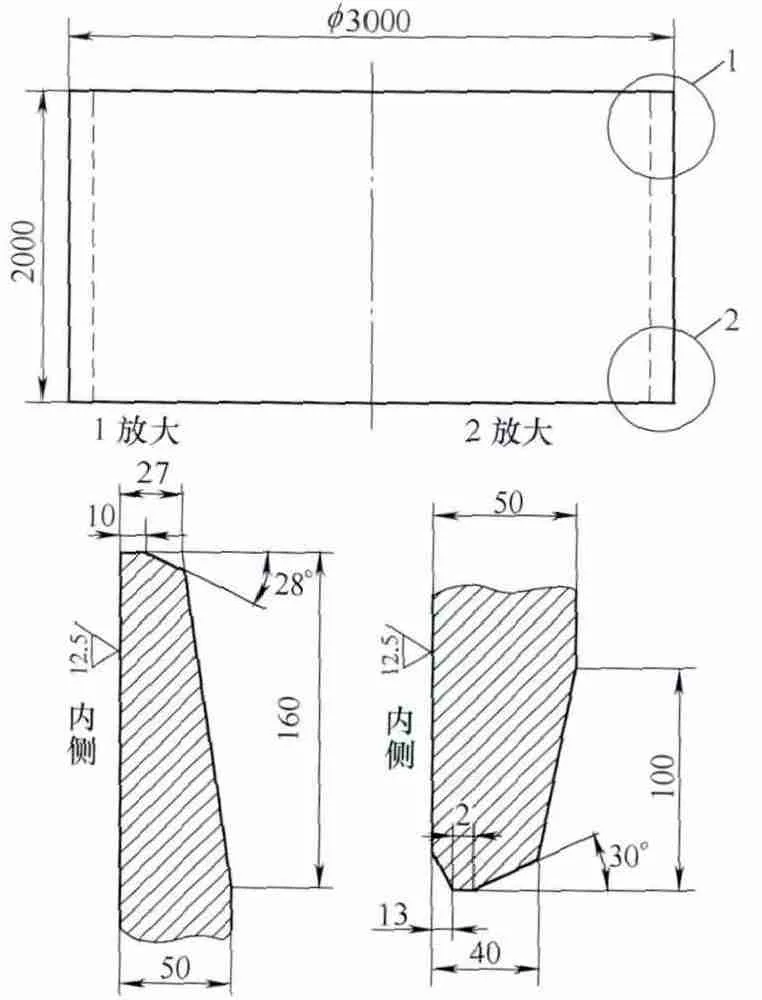
图2 加工图样
(3)中心定位:将百分表安装在刀架上,在筒节外表面端口线处打表,按8个卡盘位置测量并调整,满足±1.5 mm时固定,同时测量筒节上、下心重合度,满足±0.5 mm。
(4)水平固定:将划针固定到刀架上,指正筒节端口加工线,以8个卡爪位置,用划针跟踪端口加工线,用小型千斤顶调整筒节高度,划针尖与端口加工线重合,满足1 mm时固定。
(5)紧固:调整合格后,顶紧夹爪工装,夹紧螺栓。注意夹紧时仅对应螺栓夹紧。由于是粗加工,夹爪力度可稍大一些。
(6)粗加工内、外圆:由于3.4 m立车刀架的行程为1.2 m,对筒节内、外表面无法一次加工完成,所以只能二次装夹,分段车削。粗车过程中,保证内、外圆各留有2 mm加工量,并且粗车后,做好各点的尺寸记录。由于分段焊接后,3道纵缝的焊肉高出筒节表面,加工过程中属于间断切削,所以在未加工到筒体表面时,采用较小的转速及进给量。粗车过程中,每加工一刀,应将卡爪松开,释放出应力后再装夹;每加工一刀,都要翻身装夹,进行下部分的加工,往复几次,直到内、外圆各有2 mm加工余量为止。
(7)精车:当内、外圆半径方向上各留有2 mm加工余量时,对筒节进行精加工(见图3)。
精车采用专用自制工装——花盘将其装夹固定。先将花盘用螺栓固定到原卡盘上,再将工件用花盘装夹。为减少应力及装夹变形量,在花盘上加工出16个向心的梯形槽,每两个为一组,做为卡爪的定位槽,使工件的夹紧力设为8点。与原4个卡爪相比,夹紧力较小,使筒节变形量能控制在公差范围内。3.4 m立车原设计为4个夹爪,对于薄壁套来说,受力点较少,装夹变形较大,筒节产生变形。当最小预紧力F1=180~190 N(见图4)时,直径变形量为1.6 mm,无法满足图中尺寸公差1 mm的要求。而采用花盘的装夹方式,8点的预紧力最小为F2=150~160 N(见图5)时,筒节的最大变形量为直径0.6 mm,能够满足要求。原立车4点预紧力及花盘8点预紧力及变形分析如图4、如图5所示。
精加工是整个加工过程中最重要的一个环节,加工过程如出现打刀或刀具磨损,将直接影响加工表面质量和尺寸精度,因此刀具材料的选用和合理的刀具几何角度尤为重要。根据粗加工时总结出的材料特性和加工经验,刀具选用90°YT15车刀,刀具的刃倾角为正值,且采用较小的主偏角。由于精车过程中要避免停车换刀产生接刀痕,所以对刀具的刀尖强度要求较高,要求具有较好的散热性能,并要有过渡刀刃,刀刃的偏角为主偏角的1/2。卡盘转速为8 r/min,进给量为0.5 mm/r,切削深度为0.5 mm。
加工距上端面1000 mm范围内的内孔及外圆时,保证内、外圆各留有1 mm加工余量,记录筒节8个夹爪相对位置的实测尺寸并做好标记。将夹爪松开进行应力释放,将工件自然状态下放置在花盘上,测量出此时的数据。实测结果显示两次测量结果不同,最大差值为0.40 mm。再次将筒节进行装夹,各点夹爪的夹紧力控制在150~160 N范围内(用力矩扳手)。将筒节上部分内孔、外圆及上端面坡口加工成品。将工件在空中翻身并装夹,进行下部分的加工。装夹前以已加工的部分筒节内孔及外圆找正,保证轴向及径向各点的位置度在0.5 mm范围之内。按加工上端部分的方法加工下端面及坡口,直至成品。加工过程中要实时监测,避免刀具损坏及排屑不及时对已加工表面造成的影响。

图3

图4 普通4爪卡盘装夹力分析图

图5 花盘八爪卡盘装夹力分析图
3.结语
通过采用花盘8 点的夹紧方式,并结合反复换面装夹,减少了薄壁筒节加工过程中的变形,使筒节圆度公差控制在1 mm之内。合理地选择刀具材料及几何角度,能够有效地避免打刀和刀具磨损等现象,使加工表面质量和精度得以保证,从而保证了薄壁筒节的质量,缩短了生产周期。
[1]曾正明,吴清寒,等.机械工程材料手册[M].北京:机械工业出版社,2003.
[2]蔡春源,汪恺,等.机械设计手册[M].北京:机械工业出版社,2000.
