汽车发动机曲轴轴颈桶面度误差的测量实践与探索
2014-12-02神龙汽车有限公司湖北襄阳441004叶宗茂
神龙汽车有限公司(湖北襄阳 441004)叶宗茂

神龙汽车有限公司襄阳工厂质检分部计量室高级专家叶宗茂
曲轴是引擎的主要旋转零件,为了满足用户对乘用车动力的卓越性能的需要,曲轴从外形到轴颈形状都在发生变化,如为了保证曲轴高速运转状态下良好润滑的需要,曲轴轴颈必须为中凸形,我公司某新款发动机要求其曲轴的每个轴颈的桶面度误差在1~3μm之间。如何在现有的检测资源条件下,正确测量和评价轴颈的桶面度误差,验证工艺方法的执行效果呢?
曲轴轴颈桶面度公差的提出
曲轴轴颈桶面度公差定义为轴颈外圆素线对平行于曲轴轴线的直线之间设计要求凸出的偏移值;桶面度误差是指在曲轴轴向一定的测量范围内,轴颈外圆最高点与最低点的径向距离,如图1所示。曲轴轴颈的桶面形状有利于形成油楔,可较大提高曲轴在高速旋转下的润滑性能。
曲轴轴颈的凸凹程度直接影响到发动机曲轴连杆机构这一重要运动副的润滑磨损,影响发动机的输出功率,因此,曲轴桶面度公差的提出有利于提高发动机曲轴的工艺性能,保证发动机的运行质量,同时可有效减小曲轴在发动机高速运转过程中产生的机械噪音,提高驾驶的舒适性。
曲轴桶面度误差的测量实践与探索
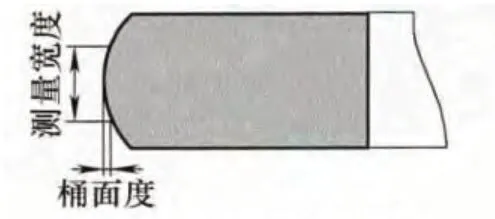
图1 桶面度误差示意图
图2曲轴功能图是我们公司最新引进的一款三缸涡轮增压发动机的曲轴,功能图技术要求上明确提出了主轴颈/连杆颈桶面度公差要求为:1μm≤Z≤3μm,评定长度为14mm。
为了准确测量出曲轴轴颈桶面度误差,验证工艺方法的执行效果,我们分别在轮廓仪、圆度仪及ADCOLE轴类综合测量仪等三种测量仪器上进行了测量试验,通过对测试结果的分析比较,最终找到了一种准确高效、安全可靠、方便快捷的桶面度误差测量方法——ADCOLE测量法。通过编辑自动测量程序,实现了曲轴轴颈桶面度自动测量、自动分析评价与自动输出桶面度测量结果的全自动CNC的数字化测量,测量一个零件仅需要3min,实现了对新款发动机曲轴产品制造工艺方法的的验证,有效的指导了工艺方法的优化、设备的调试与能力值的验收,进而保证了新款发动机曲轴的符合性质量。

图2 具有轴颈桶面度公差要求的曲轴功能图
1.ADCOLE轴类综合测量仪简介
ADCOLE 轴类综合测量仪是由美国艾帝科测量设备有限公司生产制造,其产品性能主要特点为:计算机控制,带触摸屏操作,径向测量采用双海德汉光栅,测量精度0.5μm,分辨率0.1μm,轴向测量采用双圆柱导轨,直线精度0.5μ m/50m m,主轴回转精度0.25μm、定位精度1〞;采用双顶尖定位,立式装夹曲轴;可测量的曲轴参数有曲轴主轴颈和连杆径的直径、圆度、圆柱度、锥度、平行度、直线度、桶面度、中截面偏差、主轴颈径向跳动、偏心、连杆径的角向位置、曲拐半径、对称度、位置度,曲轴止推面、法兰端面、链轮端面跳动和垂直度等;采用专用测量分析软件,评价功能强大,分析功能完善,并配以快速的数据处理及图形显示、打印等功能来满足用户不同曲轴测量分析的需要,该设备具有一次采样多次分析的功能,可实现全自动CNC曲轴全尺寸测量功能,可满足新款发动机曲轴产品桶面度测量需求。
2.ADCOLE测量评价轴颈桶面度的原理与方法
ADCOLE设备测量评价曲轴桶面度的原理是基于确定直线度扫描起始点和结束点之间的中间点的高度,这个值可能为正,也可能为负,测量结果为正,说明轴颈中部是凸起的,测量结果为负,说明中部是凹下去的,高速发动机为了保证曲轴的润滑效果,规定桶面度为正偏差,即只允许轴颈中部凸起;桶面度不同于直线度误差,它只评价直线中间点到所评定的两个端点之间的距离,其评价曲轴桶面度的方法如图3所示。
(1)曲轴零件数据文件的建立。ADCOLE在测量零件前,必须先建立零件数据文件,数据文件主要内容包括主轴颈和连杆颈数量、各轴颈中截面位置、直径公差、几何量公差、零件轴向基准到仪器0点的位置、轴向扫描长度及径向扫描截面数量等等;利用ADCOLE的零件数据文件公用程序Part.Dat,建立EB2DTS曲轴零件数据文件EB2DTS.Dat,由于桶面度不是通用几何量术语,其公差的设置需要在测量程序中添加。
(2)曲轴桶面度测量程序的建立。ADCOLE进行零件检测是由测量程序文件指导测量机动作,测量程序包含了在检测中要运行的指令清单。当测量零件时,测量机读出该指令清单,并按顺序执行各指令,测量程序是在ADCOLE的Seqbuild公用程序编辑器中编制,Seqbuild调用零件数据文件中的信息,如上面建立的EB2DT曲轴零件数据文件EB2DTS.Dat中的信息,按用户的检测规划及设置自动生成标准测量程序,但不是检测零件所需的所有信息都包含在零件数据文件中,如标定以及零件基准的测量所需的信息需要由用户输入。
测量桶面度时,测头沿零件轴线进行线性扫描,依据EB2DTS曲轴产品功能图上的桶面度技术要求,线性扫描长度为14mm。

图3 桶面度测量评价示意图
(3)曲轴桶面度可编程测量报告模板的建立。Adcole1100型测量机可提供可编程报告,帮助保存和发布数据,根据EB2DTS曲轴全尺寸及桶面度测量需求,我们编辑了包含桶面度在内的EB2DTS曲轴零件全尺寸可编程测量报告模板REPORT1116.CRK,按此报告模版打印的测量报告如表1所示(节选),包含了轴颈桶面度的公差与测量结果。
3.曲轴桶面度测量结果的准确性和重复性验证
从表1所示的测量结果中可以看出:被测零件各个轴颈的桶面度为负数,说明被测零件各个轴颈的桶形为中凹形,不符合该产品的桶面度公差要求。
为了验证ADCOLE测量桶面度的准确性,我们用泰勒·霍普森的FTS-i120型台式粗糙度仪测量了该零件各个轴颈的表面形貌,如图4所示的图形为第一连杆颈表面形貌,从第一连杆颈表面形貌图上可很直观的判断出被测零件该轴颈桶面形状中部是凹下去的,且凹下的幅值为1.4μm,这与ADCOLE测量的该轴颈桶面度测量结果仅差0.1μm,说明ADCOLE桶面度测量结果是准确的。

表1 曲轴桶面度测量报告
为了验证ADCOLE测量桶面度的重复性和再现性,我们分别对1件零件进行重复装夹,重复测量3次,测量结果如表2所示,7个轴颈3次测量结果的桶面度最大重复性误差为0.0005mm,说明桶面度的ADCOLE测量结果是可靠的,测量结果的重复性和再现性是满足产品桶面度公差的测量要求。
4.测量结果对工艺的指导
从表1的测量报告和图4的轴颈表面形貌图形报告中可以得出这样的结论:被测零件轴颈的桶面度是不合格的,不满足产品的技术要求。这说明调试加工的EB2DTS曲轴的轴颈中部是凹下去的,且凹下的幅度在1~2μm之间,而产品要求轴颈中部是凸的,且中部凸起1~3μm,由此,调试加工的零件是不合格的。

表2 EB2DTS曲轴轴颈桶面度测量结果统计表(mm)
测量结果反馈给新项目组的工艺人员及磨床供应商后,供应商对磨床砂轮的素线形状按照零件的测量结果进行了修整,重新加工零件,零件所有轴颈的桶面度测量结果变为正,说明工艺优化后轴颈的桶面形状为中凸形,且中部凸起在1~3μm,工艺优化后的轴颈桶面度测量结果如表3所示。
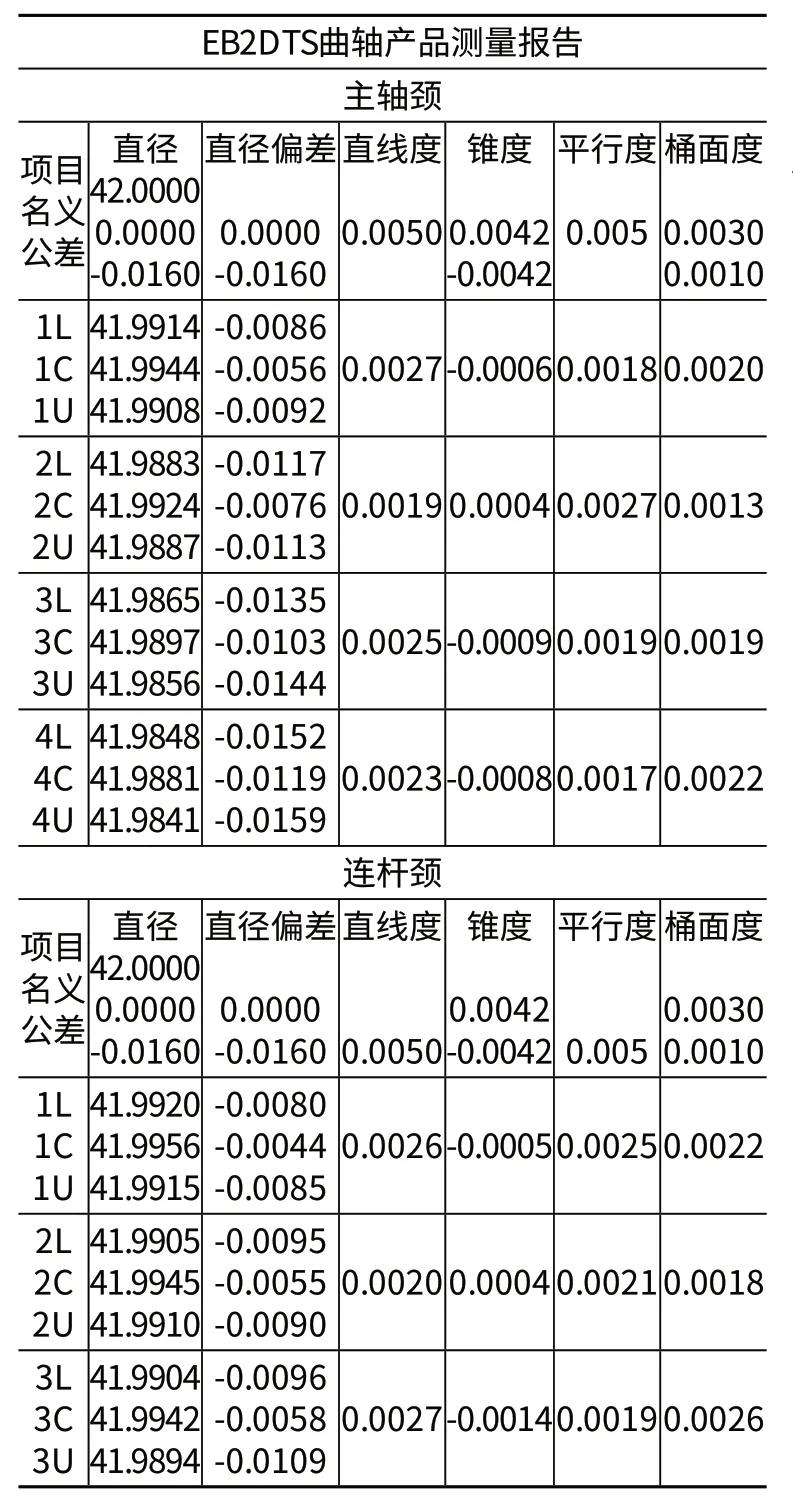
表3 工艺优化后的曲轴零件测量报告

图4 轴颈表面形貌图形报告

图5 工艺优化后的轴颈表面形貌图形报告
为了进一步验证工艺优化后的桶面度测量结果的准确性,我们又在粗糙度仪上测量该零件各个轴颈的表面形貌,如图5所示的表面形貌为第三连杆颈表面形状,可以很直观的看出该零件桶面形状为中凸形,凸起的幅值为2.7μm,与ADCOLE测量的该轴颈桶面度测量结果仅差0.1μm。工艺优化后的零件加工结果桶面度合格,满足了产品的技术要求。
由此可得出结论:ADCOLE测量曲轴轴颈桶面度的方法,不仅准确高效,而且能够指导工艺优化,正确验证工艺方法的执行效果,可有效服务制造工艺的提升。
5.曲轴桶面度的ADCOLE测量方法与其他测量方法的效率比较
曲轴桶面度也可以用轮廓仪测量,但轮廓仪测量效率较低。原因是桶面度测量时要求测头沿曲轴轴向移动时始终在轴颈的同一条素线上,而零件在轮廓仪上的支撑用的是一对V形铁,曲轴横放在V形铁上,用V形铁来模拟零件轴线,V形铁又放置在轮廓仪大理石平台上或大理石平台上的固定支架上,这样在测量轴颈桶面度时,操作者需要花大量时间来调整零件的轴线与轮廓仪测量基准轴线的平行,稍有偏离就会产生较大的测量误差;第二在轮廓仪上分析桶面度,靠的是操作人员手动分析,一个三缸曲轴测完所有轴颈最低需要30min,而且重复性较差,第三在轮廓仪上测量分析桶面度,需要找准每个轴颈轴向长度的中点,这样测量轴颈素线时必须从曲轴每一个轴颈的一端的沉割槽开始测量到另一端的沉割槽结束,测量长度稍有偏差,测量时就有挂断测针的风险或不能完成测量任务的风险。
曲轴桶面度也可以用圆度仪测量,由于曲轴在圆度仪上的定位装夹大都采用三爪卡盘立式装夹,为了减小测量误差,测量时需要花费很长时间对零件进行调平调心,以保证圆度仪主轴轴线与工件轴线的平行,测量桶面度时才能保证测头沿曲轴轴向的移动始终在轴颈的同一条素线上,由于圆度仪测头一般为球形测头,轴线稍有偏差就会带来较大的桶面度测量误差。另外圆度仪的分析软件在分析桶面度时,柔性化不够,仅仅是一种近似的评价,误差较大。
而在ADCOLE1100曲轴综合测量仪上测量分析桶面度,零件定位采用上下顶尖,定位精度高,测量头采用的是平直的圆柱测头,不需要调整,轴向扫描长度和每个轴颈轴向中点的定义都是严格按照产品图上的轴向尺寸的位置设定在测量程序数据文件中,可以采用自动测量程序直接在测量曲轴各种其他参数时一同测量出桶面度,测量一个3缸曲轴全尺寸也仅需要5min,测量的准确度、重复性、再现性和一致性都很高。