干熄焦提升机过卷保护接地装置研究及应用
2014-12-02毛泽寿
毛泽寿
(攀钢新钢钒炼铁厂,四川攀枝花617000)
1 引言
目前,攀钢自2006年开始,先后修建了三座干熄焦,两座顶装焦炉配套干熄焦和一座捣鼓焦炉配套干熄焦,其带来的经济效益和社会效益都是十分可观的。一是直接给高炉炼铁供应干熄焦炭,由于其干熄焦能提高焦炭强度和降低焦炭反应,有利于高炉操作。同时在主焦煤资源逐步匮乏的情况下,可多配弱粘结性煤,以缓解主焦煤紧缺的局面。特别对于大型高炉来说,采用干熄焦炭更有益。二是干熄焦减少了对周围环境的腐蚀和污染。改善了生产生活环境。三是干熄焦可以吸收利用红焦83%左右的显热,产生大量蒸汽,直接用于发电,从而降低炼焦工序能耗。干熄焦提升机在干熄焦生产中是关键的生产设备之一,由于处在第一道工序,其稳定、安全运行直接影响干熄焦的正常生产。但是在生产过程中提升机旋转保护极限的不可靠性,导致钢绳受损、线径变小、甚至断丝,严重时将减速机和卷筒机构拉变形,给设备安全运行带来严重后果,给生产带来较大安全隐患,这就不得不停下生产,实施钢绳更换作业,给设备和生产带来严重的经济损失。针对其严重的后果,对提升机过卷保护失效进行分析、研究。
2 提升机系统工艺
焦炉推出的红焦经电机车运载到干熄焦提升塔正下方,经过电机车在提升塔前对准塔前信号后,电机车对地面站APS系统发出锁车指令,推动液压推缸夹住电机车夹台,APS系统向电机车发出锁车完毕指令,接收到APS系统夹紧电机车指令由提升机先将提升机待机位的空罐接到空焦罐运载车上,再又提升机将红焦提升、横移到50多米高的冷却塔正上方,对位完毕后,下降坐床于装入装置后停止,焦罐底门靠自重打开,将950℃ ~1 050℃的红焦装入干熄炉内,底门信号打开后延时12s提升机带空罐自动返回提升塔待机位停止,完成一次提升机运行过程。图1所示为干熄焦提升机系统工艺。从而反复完成这一固定程序。在这工作过程中,提升机在提升塔位置和冷却塔位置的提升过程中,主要靠提升机上限停止;提升机在提升塔下放时靠的是提升机吊钩位置极限控制提升机停止。在事故状态下提升机靠提升保护极限、提升机旋转上极限和重锤限位控制上升保护停机;旋转下极限来控制提升机下降停机。
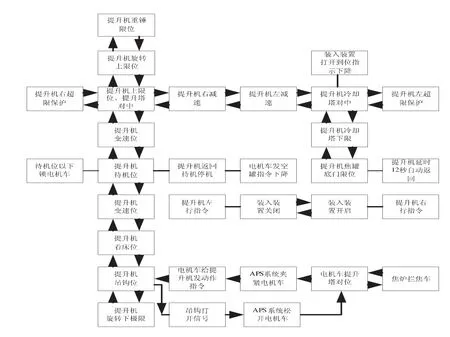
图1 干熄焦提升机系统工艺图
3 提升机功能
3.1 设备组成
提升机是一台二层框架结构的桥式吊车,主要由钢结构﹑提升装置﹑走行装置﹑提升吊具﹑焦罐盖﹑润滑装置﹑安全保护装置等组成。钢结构主要包括提升机主框架﹑提升导轨﹑操作室﹑机械室及平台﹑走梯等。提升机走行轨道的两端设有过行程限位开关和防风锚定。电控系统安装在地面中控楼,通过电缆桥架以及设在提升机侧面的拖链系统将电能从地面送至提升机上。
3.2 电气传动系统
提升机的电气传动机构主要包括一套电源控制柜、两套整流回馈装置、两套提升逆变装置、两套走行逆变装置、两台提升电机、两台走行电机以及相应的辅助设备。提升机的电气传动见图2所示。由此构成了提升机两套相对独立的电气传动系统,当任意一套装置发生故障时,另一套装置可以额定速度的一半提升负载,提高了设备运行的稳定性和可靠性。提升电机和走行电机置于车上机械室内,其余电气传动设备均安装于地面控制室。
3.3 提升机控制
在提升机的提升井架和走行轨道旁共安装了10多个槽型开关,用于检测提升机的位置信息并送入PLC。在提升机的运行过程中,PLC根据这些位置信息,再结合提升机的运行工艺来控制逆变装置在对应的运行区段内输出相应频率的交流电源到电机,使提升机按规定的速度曲线运行。如图3所示提升机运行曲线。
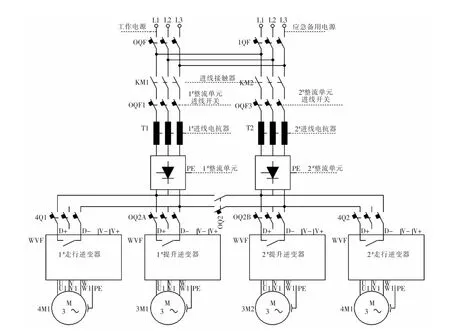
图2 提升机传动系统图
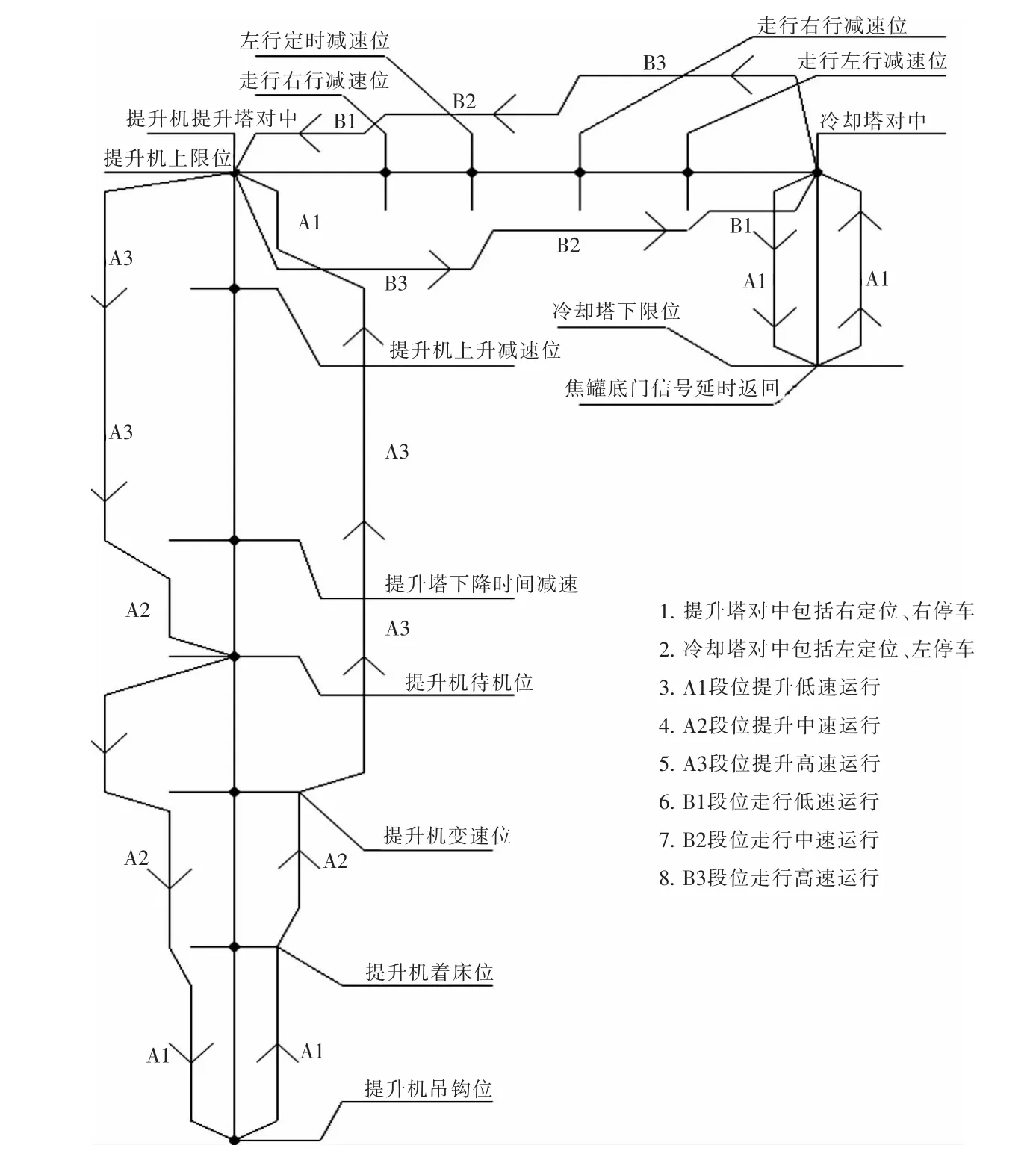
图3 提升机运行曲线图
3.4 提升机系统的主要监控
采用施耐德viejo designer软件编辑触摸屏故障监视画面及中央PLC后台监视操作画面citect软件编辑人机画面,作为监控干熄焦提升机故障状态,通过触摸屏故障监测系统,及时提示告知岗位人员提升机故障原因,及时通知维护人员排除故障,快速恢复生产。图4所示为提升机故障监测系统。
4 存在问题及原因分析
4.1 元器件材质问题
干熄焦提升机控制保护旋转极限材质使用塑料,旋转极限容易磨损变形。干熄焦在提升时靠电机驱动两卷筒带动提升机上卷和下卷,同时带动旋转极限不停的旋转,这当中旋转齿轮不断磨损导致其控制限位传动故障,不能带动撞块撞击限位触头,一旦发生工作、保护极限失效,就容易导致提升机超过钢绳工作长度,拉伤钢绳的事件。
4.2 工作环境原因
提升机周围环境温度时时饱受高温的炙烤。导致线路老化、极限SJ30-A2、旋转极限功能失效,支架变形,检测失败,直接导致提升机减速限位不能减速也能导致提升机过卷事故发生,直接导致钢绳变形、直径变小、断丝等。使提升机钢绳不能再继续使用下去,十几个小时的钢绳更换检修,致使干熄焦停止干熄,停止蒸汽供应,严重影响炼铁高炉焦炭需求和后续蒸汽发电要求,造成严重的生产影响。

图4 提升机故障监测系统图
5 研究对策
5.1 改进思路
在自动化控制系统中,往往需要可靠的工作检测限位,同时也需要可靠的保护极限。在确保现有的保护极限不变的条件下,在提升回路和下降回路中串入以检测钢绳位移接地极,一旦钢绳超出缠缚在卷筒位移的距离,就会接触接地极接地,也就是超出钢绳允许移动范围时,VAC24V接地继电器动作,保护提升机立即停止运行。其主要思想就是把检测钢绳垂直距离变为为卷筒上钢绳左右水平位移距离。减少在线磨损接触,在正常运行条件下,无接触、无磨损,可以长期安全高效运行。
5.2 控制原理
在靠近提升机机械室卷筒附近先安装一接地极控制箱,原理与皮带系统漏嘴堵料接地极相同,区别在于有两个接地端,有一个继电器上取了两组不同的点分别使用在提升和下降回路保护线路中。
6 实施方案
6.1 绘制控制原理图
根据提升机在提升和下降过程的PLC控制原理图分析,在提升机旋转限位上限和下限中分别窜入上限钢绳接地点和钢绳下放过卷移动接地点就可以确保提升机其他保护失效的条件的保护作用。如图5所示干熄焦提升机过卷保护接地装置电气原理图。
6.2 信号引入提升机PLC对应点
原来程序输入点未发生改变,同样是参与控制提升机上升和下降保护停机。原理如图6所示提升机冷却塔提升过卷保护程序段,图7所示提升机冷却塔提升过卷保护程序、图8所示提升机待机位下降过卷保护程序。
其中提升过卷保护在程序中对应的点位是%I98,包括提升塔提升和冷却塔提升上限保护。
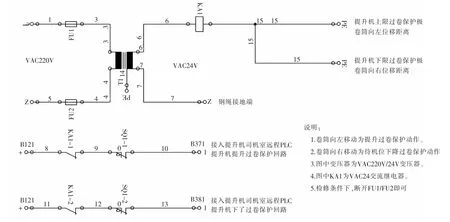
图5 干熄焦提升机过卷保护接地装置电气原理图

图6 提升机冷却塔提升过卷保护程序图
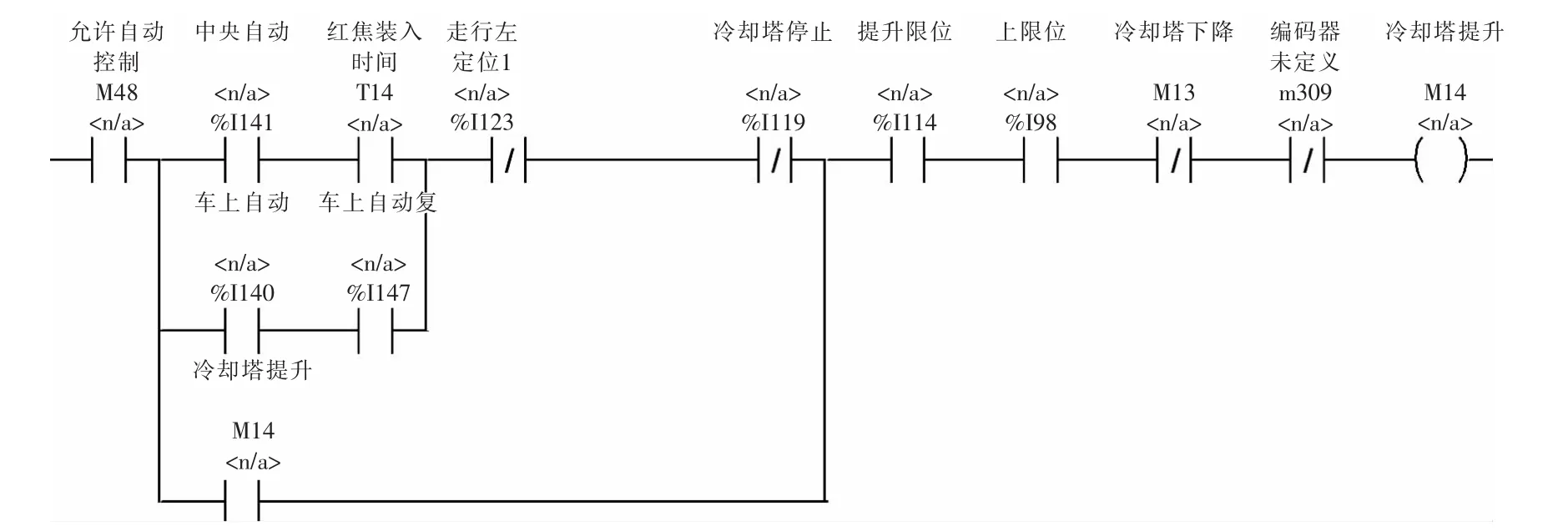
图7 提升机冷却塔提升过卷保护程序图

图8 提升机待机位下降过卷保护程序图
其中下降过卷保护在程序中对应得点位是%I99,从待机位下降到吊钩位进行保护。
6.3 实施方案耗材
这套方案名称:干熄焦提升机钢绳过卷接地保护装置。在卷筒水平位置有左、右移动接地极两组;接地控制箱一套,内有50VA,AC220/AC24V变压器一台,AC24V继电器一套,单极保护开关两组,主要起设备检修和保护设备、线路。材料主要是5×1.0控制线缆链接,进入PLC模块。如表1所示提升机过卷保护接地装置备件材料。
6.4 接地极安装
制作安装接地极,主要安装在提升机机械室卷筒钢绳移动左右两侧,如图9所示提升机过卷保护接地装置安装。左端驱动端为提升机提升钢绳过卷接地极,右端非驱动端为提升机下降钢绳过卷接地极。主要由电木板做支架隔离接地端,确保线路不接地,接地端采用6分圆铁管,在铁管圆弧面接触钢绳时候不会损伤钢绳,同时也确保接地可靠;由于在线使用时,接地端不与钢绳摩擦,不易损坏,使用周期长。安装方法为垂直安装,距离为150mm,驱动端和非驱动端的接地极最后连接在一点上,引入接地继电器线圈。
7 应用
一是环境粉尘较重,容易接地短路造成系统不稳定,需要及时清理控制箱内部粉尘。二是钢绳接地极靠近钢绳卷筒,卷筒上有一钢绳涂油器,在卷筒转动时会产生大量油脂黏在接地极检测棒端,容易造成堆积油脂粉尘接地动作,导致提升机保护停机。
通过以上原因分析,为了保证干熄焦提升机过卷保护接地装置的稳定运行,确保干熄焦提升机的自动运行的可靠性和安全性。需要强调几点:
一是岗位人员要定期的巡检卷筒部位,发现油脂堆积时及时清理干净检测棒上油脂;每班均可以实时对接地极进行试验检查,使用铁棍接通钢绳与接地极之间看是否停止动作、24V继电器是否动作等。(继电器上有发光二极管,明显的动作指示)。
二是强化干熄焦提升机定期检修制度,定期清理接地极控制箱内部粉尘,特别要加强提升机保护接地极及旋转极限的点检和定期试验。

表1 提升机过卷保护接地装置备件材料使用表
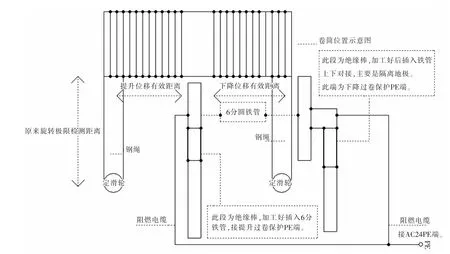
图9 提升机过卷保护接地装置安装图
三是保护动作处理:当过卷时,将现场开关断路器或熔断器FU1/FU2断开,手动操作提升或下卷使钢绳回到正常工作位置,检查提升机吊钩极限或者提升机上限极限正常后,即可恢复生产,同时投入断路器或熔断器FU1/FU2,投入过卷保护接地装置。
8 结束语
干熄焦提升机钢绳过卷保护接地装置的研究实施应用后,达到了预期的研究效果,避免了提升机过卷事故的发生,提高了提升机运行的可靠性,改善了提升机自动控制的安全性,保障了各生产后续对干熄焦焦炭、蒸汽能源的需求。取得了良好的经济效益和社会效益。
[1]潘立慧,魏松波,等.干熄焦技术[M].冶金出版社,2005.
[2]范国伟.电气控制与PLC应用技术[M].人民邮电出版社,2013.
