一种建筑马蹬筋的自动化生产方法
2014-12-02国网河北献县供电公司河北献县062250
周 杰(国网河北献县供电公司,河北 献县 062250)
1 研发背景
马蹬筋是建筑行业现浇构件中撑起板筋的分布筋,它支撑在板的上皮和下皮钢筋之间,以确保两皮钢筋间距符合规范要求。本发明所涉及的马蹬筋由横向连接筋和均匀布置的一组Ω型支撑筋组成,其中Ω型支撑筋焊接在横向连接筋下面(参见附图1)。该马蹬筋的成型加工要经过钢丝调直、钢丝切断、Ω型支撑筋成型、Ω型支撑筋浸塑、横向连接筋和Ω型支撑筋焊接等多道工序,传统的加工方法是各工序分散布置,工件在不同工序间运送采用人工搬运方式,不仅操作者劳动强度大,工作效率低,而且由于Ω型支撑筋浸塑是在横向连接筋和Ω型支撑筋焊接之前完成的,横向连接筋和Ω型支撑筋焊接时易损伤浸塑部位,使工件质量难以保证,产品一致性较差。
2 建筑马蹬筋自动化生产机器解析
本发明的目的在于针对现有技术之弊端,提供一种能降低操作者劳动强度、提高工作效率、确保产品质量的建筑马蹬筋自动化生产方法。这一创新成果已于2012年12月07日获得国家知识产权局7项“专利申请受理通知书”,发明人:周杰,发明专利ZL201210522319.1、ZL201210522364.7、ZL201210522121.3、ZL201210522348.8公开日2013年04月24日,实用新 型 专 利 ZL201220670071.9、ZL201220669791.3、ZL201220670044.1已于2013年06月05日获得专利证书。
2.1 机器结构简述
建筑马蹬筋自动化生产机器,连续完成横向及纵向进丝、纵向钢丝切断、Ω型支撑筋成型、横向连接筋和Ω型支撑筋焊接、Ω型支撑筋底脚加热、Ω型支撑筋底脚浸塑和工件切断作业。
2.1.1 机器结构示意图
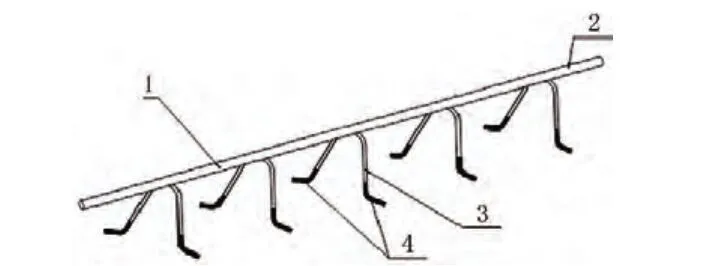
图1 建筑马蹬筋的结构示意图
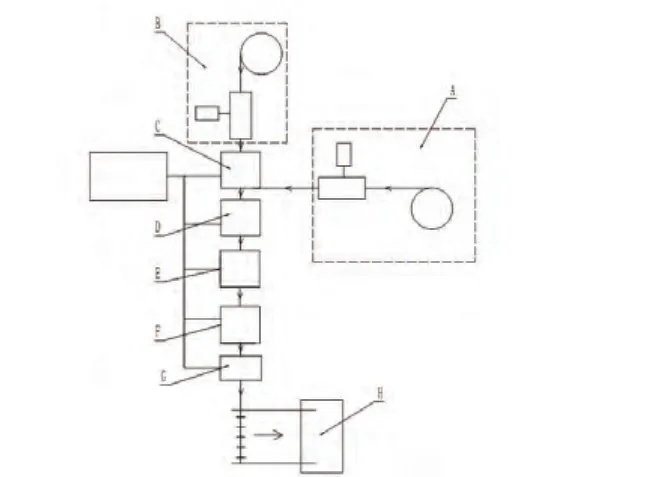
图2 建筑马蹬筋自动化生产步骤及工作区域划分示意图

图3 建筑马蹬筋自动化生产设备的机构简图
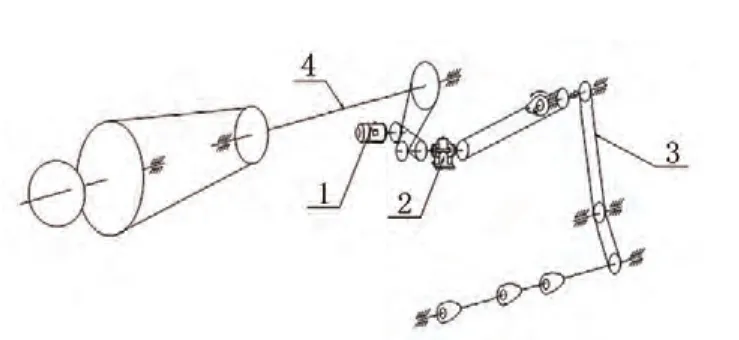
图4 建筑马蹬筋自动化生产设备传动系统的机构简图
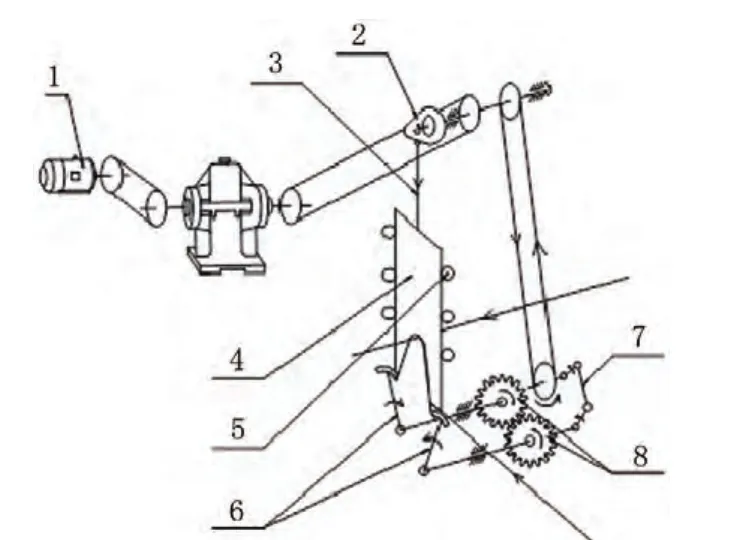
图5 建筑马蹬筋自动化生产设备的Ω型支撑筋成型执行系统机构简图
2.1.2 具体实施方式
参看图2、图3、图4、图5,本发明所述建筑马蹬筋自动化生产方法,可连续完成横向及纵向进丝、纵向钢丝切断、Ω型支撑筋成型、横向连接筋和Ω型支撑筋焊接、Ω型支撑筋底脚加热、Ω型支撑筋底脚浸塑和工件切断作业,其操作步骤为:
1)进丝,盘状钢丝通过送丝系统2在水平方向、竖直方向进行调直,经驱动及导向机构控制分别由纵向送丝工作区域A及横向送丝工作区域B进入Ω型支撑筋成型区域C;
2)纵向钢丝切断及Ω型支撑筋成型,在Ω型支撑筋成型区域C,由Ω型支撑筋成型执行系统3将纵向钢筋按照设定尺寸切断,并将其压弯成型,再将压弯成型后的Ω型支撑筋8-2推入横向连接筋和Ω型支撑筋焊接区域D,横向钢丝同步向前移动;
3)横向连接筋和Ω型支撑筋焊接,在横向连接筋和Ω型支撑筋焊接区域D,由定位焊接执行系统4将横向钢丝与Ω型支撑筋焊接,在焊接过程中,通过传动系统1动作对工件定位,由PLC系统控制焊接执行机构动作完成工件的焊接作业,然后工件被推入Ω型支撑筋底脚加热区域E;
4)Ω型支撑筋底脚加热,在Ω型支撑筋底脚加热区域E,由传动系统1驱动Ω型支撑筋底脚加热执行系统5的两个加热电极动作,将Ω型支撑筋底脚8-3夹紧,在PLC系统控制下,电加热装置瞬间通电对Ω型支撑筋底脚8-3加热到设定温度,然后工件被推入Ω型支撑筋底脚浸塑区域F;
5)Ω型支撑筋底脚浸塑,在Ω型支撑筋底脚浸塑区域F,由Ω型支撑筋底脚浸塑执行系统6动作将塑粉均匀浸渍在支撑筋底脚8-3的外面,然后工件被推入工件切断作业区域G;
6)工件切断及产品打捆,在工件切断作业区域G,工件切断执行系统7由传动系统1驱动,在PLC系统控制下实现与切断刀具的周期性动作,完成最终产品的切断,被切下的工件进入产品整理区域H,将产品整理打捆。
本发明所述的建筑马蹬筋自动化生产方法是由PLC系统控制,通过传动系统驱动连续完成马蹬筋8的成型加工。该建筑马蹬筋自动化生产方法采用了先焊接再加热浸塑的操作顺序,避免了对浸塑部位的损伤;通过对Ω型支撑筋底脚局部高温加热方式,一是保证了浸塑的均匀性,二是减少了塑粉材料的浪费。
参看图3、图4、图5,与上述的建筑马蹬筋自动化生产方法匹配的生产设备设置了传动系统1、送丝系统2、Ω型支撑筋成型执行系统3、定位焊接执行系统4、Ω型支撑筋底脚加热执行系统5、Ω型支撑筋底脚浸塑执行系统6和工件切断执行系统7,它们布置在对应的工作区域内,通过框架结构的机架连接起来。
参看图4,建筑马蹬筋自动化生产设备的传动系统1包括电机1-1、减速器1-2、第一传动机构1-3和第二传动机构1-4,所述电机1-1连接减速器1-2,所述减速器1-2分别与第一传动机构1-3、第二传动机构1-4连接,所述第一传动机构1-3与Ω型支撑筋成型执行系统3、定位焊接执行系统4、Ω型支撑筋底脚加热执行系统5及Ω型支撑筋底脚浸塑执行系统6配装,所述第二传动机构1-4与工件切断执行系统7配装。
参看图5,建筑马蹬筋自动化生产设备的Ω型支撑筋成型执行系统3包括刀具驱动机构、刀具导向滚轮3-4、刀具3-3、摆动锤3-5、四连杆机构3-6和摆动锤驱动齿轮组3-7,所述刀具驱动机构设有凸轮3-1及滚轮连接杆3-2,所述凸轮3-1与第一传动机构对应元件装配,所述滚轮连接杆3-2的上端滚轮与凸轮3-1配装,下端与刀具3-3装配,所述刀具与其两侧设置的刀具导向滚轮3-4配装,所述摆动锤3-5与摆动锤驱动齿轮组3-7配装,所述摆动锤驱动齿轮组3-7的主动轮与四连杆机构3-6配装,所述四连杆机构3-6与第一传动机构对应元件配装。
参看图2,本发明将建筑马蹬筋自动化生产设备划分为纵向送丝工作区域A,横向送丝工作区域B,Ω型支撑筋成型工作区域C、定位焊接工作区域D、Ω型支撑筋底脚加热工作区域E、Ω型支撑筋底脚浸塑工作区域F、工件切断工作区域G和及产品整理工作区域H,各工作区域通过框架结构的机架连接,形成一套完整的建筑马蹬筋自动化生产设备,不仅达到了结构紧凑、占用空间小的目的,而且降低了操作者劳动强度,提高了工作效率。
3 结语
该建筑马蹬筋自动化生产方法,可将建筑马蹬筋自动化生产机器划分为送丝工作区域、Ω型支撑筋成型工作区域、定位焊接工作区域、Ω型支撑筋底脚加热工作区域、Ω型支撑筋底脚浸塑工作区域和工件切断及整理工作区域,各工作区域通过框架结构的机架连接起来,达到了结构紧凑、占用空间小的目的。该建筑马蹬筋自动化生产方法采用自动化生产模式,不仅大大降低了操作者劳动强度,提高工作效率四倍以上,而且产品一致性好,使产品质量得到了保证,实现了建筑马蹬筋生产的流程再造。
[1]李伟,朱钒,邵新宇.新型墙材生产线自动化技术现状及发展趋势[J].新型建筑材料,2009(8):21-24.
[2]王智伟等.控制方法-(建筑设备安装工程经济与管理)[M].中国建筑工业出版社,2013,10:46-47.
