连杆类零件加工工艺分析
2014-11-28龚志超
龚志超
(杭州欧佩亚海洋工程有限公司哈尔滨分公司,哈尔滨 150009)
0 引言
发动机的连杆组一般是由连杆体、大头盖、轴瓦等组成。连杆组在发动机中的作用主要是将活塞的往复运动转换为曲轴的旋转运动,并传递动力。连杆在正常工作时需要承受流体压力、运动惯性力以及预紧力(螺栓产生)等多种力的作用,由此可知连杆在发动机中的工作环境比较恶劣,所承受的外界载荷复杂、载荷大。因此,生产加工出的连杆不仅要求具有足够的强度和刚度,还必须要有良好的精度来保持其工作的可靠性和稳定性。
1 连杆加工工艺
1.1 连杆技术要求
图1 所示连杆大小头均需要与曲轴等其他零件进行配合,因此其尺寸公差和表面质量要求较高:大头要求尺寸公差IT5,表面粗糙度低于Ra0.4;小头尺寸公差IT6,表面粗糙度Ra1.6。连杆两头孔的中心距会对气缸的压缩比产生影响,从而对发动机效率产生影响。对于两孔之间的尺寸公差要求为IT8。同时,连杆两孔轴线的水平面内平行度误差为7 级,垂直面内的平行度公差为8 级。连杆两头的端面与大头孔中心线的垂直度公差为9 级。垂直度公差低时会引起连杆大头两端面和曲轴的两内侧面发生磨损,从而使连杆的寿命变短。连杆的两个螺栓孔轴线与连杆大头结合面的垂直度要求为0.01 mm/100 mm。根据实际经验,连杆小头和大头的质量误差不能超过±3g。
1.2 连杆的加工工艺
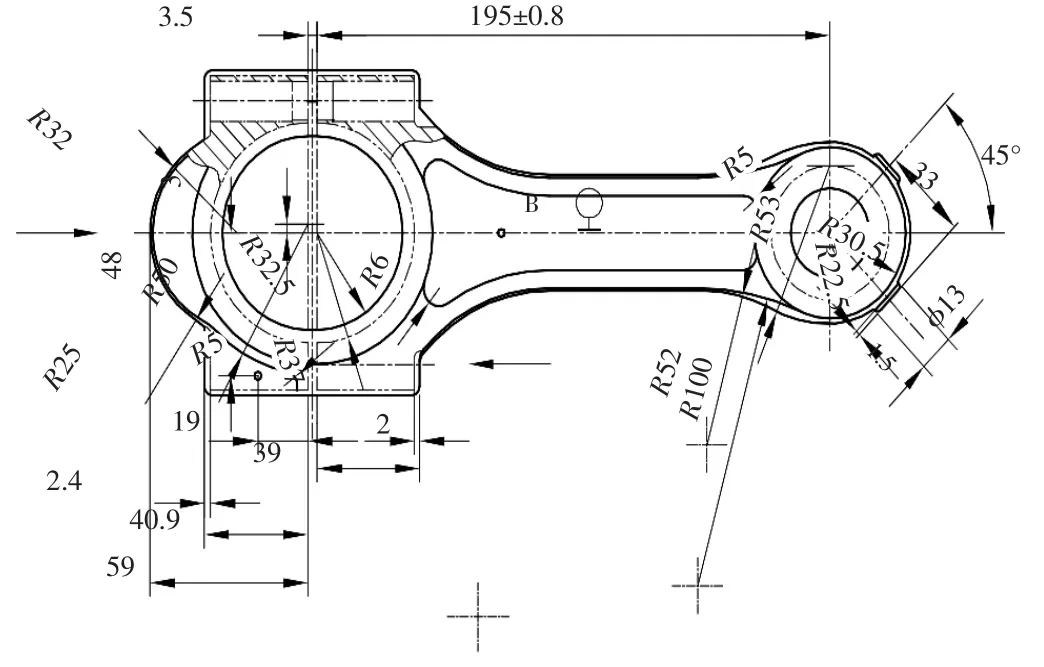
图1 连杆零件图
连杆的主要加工表面是两头(大头和小头)以及两端面;次要加工表面是连杆体和盖的结合面;较重要的是轴瓦、油孔、螺栓座面。首先进行备料,并对毛坯进行调质处理。使用铣床铣削连杆两头的平面,预留磨量0.5 mm。采用磨床以大平面为定位面,粗磨另一大平面。以粗磨的大平面为基准,钻、扩、铰小头孔。以基面及大、小头孔定位,装夹工件铣尺寸99±0.01 mm 两侧面,保证对称(此平面为工艺用基准面)。采用镗床粗镗连杆的大头孔,并对两端进行倒角。精磨连杆的两端面,确保大端面厚度尺寸和公差。以基面、一侧面定位,半精镗大头孔,精镗小头孔至图纸尺寸,中心距为195±0.8 mm。对连杆进行称重,去除多余的质量。珩磨大头孔至规定的要求,之后检验各部分的尺寸和精度并进行无损探伤。最后,将检验合格的零件入库备用。
连杆的主要加工表面为大、小头孔和两端面,较重要的加工表面为连杆体和盖的结合面及连杆螺栓孔定位面,次要加工表面为轴瓦锁口槽、油孔、大头两侧面及体和盖上的螺栓座面等。
连杆机械加工工艺制定是以主要加工表面为重点。连杆的加工工艺路线主要包括三个基本阶段:1)连杆体与盖切开之前所进行的机械加工;2)连杆体与盖切开之后所进行的机械加工;3)连杆体与盖安装后所进行的机械加工。第一阶段的主要目的是获得精基准,为后续加工做准备。第二阶段是进行除精加工以外的其他表面的加工,如大头孔、轴瓦等的加工。第三阶段是精加工,主要是实现各个尺寸和精度的要求。因此,第一阶段主要是粗加工,剩下的两个阶段是半精加工和精加工。
2 连杆加工工艺分析
2.1 连杆加工注意事项
连杆作为柴油机的重要零件,连接活塞和曲轴实现运动形式的转换及动力的传递。连杆的外形比较复杂,不容易实现定位和装夹。连杆零件的刚度差,加工过程中容易发生变形。连杆零件作为一种发动机精密零件,不仅尺寸、形状、位置等精度要严格要求,并且要求表面粗糙度低。因此,连杆的加工是一个非常困难的事情,加工精度很难保证。在进行连杆零件的加工时,特别是制定工艺路线时需要注意以下几个关键的问题:
1)选取的毛坯尺寸要尽量小(与零件的最终尺寸接近),以减少加工过程中去除材料量,这样也可以极大地降低切削力给工件带来的加工变形。
2)连杆零件与曲轴、活塞等相比,生产的节拍较短,因此需要使用高生产率的设备进行加工。
3)连杆本身刚度较差,在夹紧力等外力的作用下会发生变形,从而对加工精度产生一定的影响。合理确定连杆的夹紧力、夹紧方向以及夹紧力的作用点是非常重要的。通常多是将夹紧力作用在连杆大头和小头孔的端面上并与端面保持垂直。夹紧力不能直接作用于杆身(刚性比较差),如果必须施加在此处,那么要将夹紧力的作用方向选为连杆的水平方向。
4)毛坯的精加工表面要采取多次加工的方式进行。连杆的毛坯通常是模锻件,虽然经过调质处理,但是仍然会有残余应力存在。为了减小内应力对连杆加工产生的影响,在连杆的重要表面需要分为粗加工、半精加工和精加工进行,并在这些加工之间合理地添加一些其他工序。这样可以使内应力有足够的时间进行重新的分布,能够有效地保证连杆的最终加工质量。
5)连杆的加工一般多属于大批量生产,因此可以考虑设计专门的夹具或者工装进行装夹。此外,连杆的尺寸精度、形位误差以及表面光洁度要求都非常高,需要采用高精度的设备(通常采用数控机床)进行加工。
6)在连杆加工的过程中,要将探伤安排到工序中。并及时进行去毛刺等以保证装配精度。
2.2 连杆的检验
零件的检验是机械加工中的一项重要程序,加工过程和加工完毕都需要进行检验,以确保所加工的零件达到了设计的要求。连杆加工之后需要通过检验来验证所加工的零件是否达到了设计的要求。连杆的检验主要包括孔圆柱度、内径尺寸等。根据连杆零件图进行连杆检验是机械加工的一个组成部分。
根据实际情况,连杆两端孔平行度的检验可以采用心轴进行;在检测平台上使用等高的V 型块支撑连杆的心轴;对于大端和小端采取相同的方式进行检测。连杆的螺钉孔与结合面垂直度的检测需要制作专门的检测工具,采用心轴检测公差;也可以采用塞尺进行检测。
3 结语
连杆零件的工况复杂,工作环境恶劣,因此进行连杆零件的加工时要确保制定的工艺合理。本文通过分析具体零件的精度和尺寸要求制定了合理的加工工艺,在此基础上对连杆类零件的加工工艺进行了分析。连杆作为一个典型的机械零件,其机械加工工艺的制定对于其他类零件的加工具有一定的参考意义。
[1]金鸿祥.简述汽车连杆加工工艺[J].工业设计,2011(6):20-26.
[2]杨杰.防爆柴油机连杆加工工艺[J].煤矿机械,2012(8):119-120.
[3]王晶梅.连杆加工工艺[J].承德民族职业技术学院学报,2002(4):13-14.
[4]张绍杰.冀永曼.汽车连杆加工工艺的设计[J].湖南农机,2012(7):50-51.
