PLC在皮带卸料小车中的应用
2014-11-28田海孙斌
田海,孙斌
(内蒙古科技大学 信息工程学院,内蒙古 包头 014010)
0 引言
皮带卸料小车又叫皮带输送机卸料小车,是皮带输送机的一个单独部件,由行走轻轨、受料漏斗、溜槽和行走驱动机构组成,主要应用于对皮带输送机有卸料要求的场合,可以实现多点布料和不同地点布料。皮带卸料小车在选矿厂有着大量的应用,原有的控制方式主要通过在小车上安装控制箱进行人工操作,工作环境恶劣,启停频率高,劳动强度大,安全可靠性低,大大降低了小车的卸料效率。
PLC 是一种专门用于工业控制的可编程控制器,使用方便,可靠性高,抗干扰能力强,维修方便,故障率低,目前已广泛用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,尤其是在环境恶劣的工业现场有着大量的应用。随着微电子技术、自动控制技术和计算机通信技术的飞速发展,PLC在硬件配置、软件编程、通信网络以及模拟量控制等方面取得了长足的进步,可根据现场控制要求,借助于PLC 语言来编制用户程序,实现生产过程的顺序控制。
选矿厂破碎车间皮带卸料小车工作运转频繁,环境粉尘大,原来的人工控制系统已经不能适应现场的生产要求,亟需改进。本文设计了一套以PLC 为主控制器的自动小车卸料系统。该系统选用西门子S7-300 系列CPU315 型PLC 和CP343-1 型PLC,采用雷达料位检测技术来检测料仓的实时料位和激光定位技术来实现小车的精确定位,通过无线通信、无线数据测量和传输技术,实现了对小车的自动化控制[1-2],同时设计了堵漏报警环节,在保证工艺控制要求的情况下,降低了劳动强度,提高了生产效率。
1 选矿布料工艺流程
本系统根据某选矿厂破碎车间的生产过程来分析选矿布料工艺,具体的工艺图如图1 所示,共有9 个卸料料仓,料仓采用双通式,即每个料仓分别设有2 个进料口;小车在轨道上来回行走,给料仓打料,根据生产要求必须保证料仓不能缺料,同时料位也不能太高,料位太高会造成阻碍现车行走,造成事故;因此选择哪个料仓进行布料是根据料仓的料位决定的,在人工操作时主要通过人来观察料位,再通过操作箱来控制小车行走到料位低的料仓。具体过程为:观察料位→小车行走到低料位仓→打料→再观察料位→小车行走到低料位仓→打料→…→观察料位都为高料位→停车→低料位出现→继续打料→…。

图1 选矿布料工艺图
2 自动卸料小车方案设计
设计主要包括雷达料位检测系统、激光定位系统、堵漏报警系统、通信系统及PLC 控制系统,设计方案平面布置示意图如图2 所示。
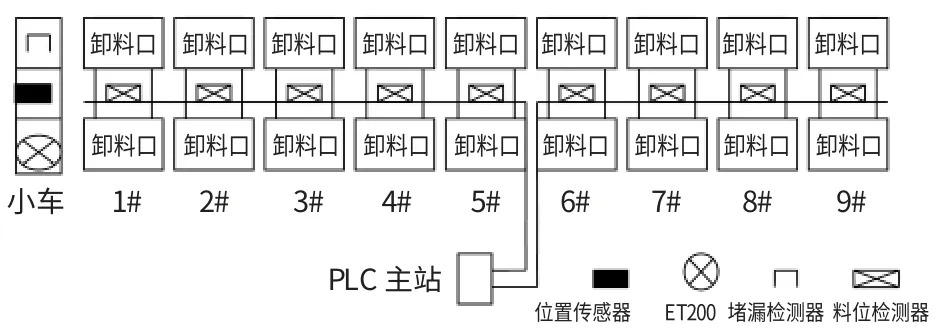
图2 自动卸料平面布置示意图
料位传感器安装在皮带下料矿仓上,用来测定矿仓中料位的高低,采用雷达定位技术来检测料仓中的料位,雷达料位计利用了电磁波的特殊性能来进行料位检测,电磁波的物理特性与可见光相似,传播速度相当于光速,其频率为300 MHz~3 000 GHz,电磁波可以穿透空间蒸汽、粉尘等干扰源,遇到障碍物易于被反射,被测介质导电性越好或介电常数越大,回波信号的反射效果越好。本文根据现场需要选择KERD-800/900 系列雷达料位计,操作简单,调试方便,无需维修,可靠性强,能够适应高粉尘浓度的选矿车间环境。
选用非接触式激光测距仪来确定皮带自动卸料小车的位置,为小车定位进行控制,和原来的导轨式小车相比,节省了材料和空间。
堵漏报警系统,皮带卸料小车的两侧下料口有时会发生堵矿现象,造成贻误生产。采用微波对射式垒料位开关来进行检测,将微波料位开关安装到皮带下料口两侧,该微波料位开关由1 个发射端、1 个接收端两部分组成,该料位开关与现场堵漏信号与皮带岗位休息室内蜂鸣器相连,当下料口发生堵塞时,料位上升遮挡微波,该开关发生动作,岗位休息室内蜂鸣器闪灯报警,1 s 后皮带停车。
ET200 站安装在自动卸料小车上,通过无线以太网与主站PLC 通信,PLC 主站与上位机通过光纤通信,通信网络如图3 所示,和传统的有线通信相比,SCALANCE W无线通信方式具有以下优势:1)采用IEEE 802.11 标准,有较高的确定性响应及冗余性,具有可靠性,并有加密机制,防止未授权的访问。2)采用IP65 防水防尘等级,耐冲击抗震动。3)与卸料小车之间采用无线通信方式避免数据线磨损。4)减少布线工作,低成本组网。5)4G~5G 射频频段,良好的反射效果及穿透性。

图3 无线通信网络图
3 PLC 控制系统
PLC 选用西门子公司SIMATIC S7-300 PLC,电源为PS3075A,CPU 采用CPU 315-2DP,通讯模块为CP343-1,以及SM321 DI、SM322 DO、SM331AI 等输入输出模块。
用PLC 对小车电机进行启动、停止控制,电机控制原理如图4 所示,控制回路分为手动与自动控制,手动控制时通过小车上的操作箱来控制正转接触器及反转接触器的开闭,达到使卸料小车可以双向行驶的目的,手动控制一般用于维护维修时使用;自动控制是通过PLC 系统ET200 分站给出的左行及右行指令来控制正反转接触器的开闭,使卸料小车可以在各下料点之间进行移动,实现自动下料。

图4 小车电机控制原理图
3.1 卸料小车位置极限控制
卸料小车位置极限是由位置传感器所决定,位置传感器分别安装在小车轨道的两端及各下料点的位置,其中两端的位置传感器为小车极限报警,当小车到达轨道的两端位置时,并未按程序停车或系统出现故障时,则两端的位置传感器发出报警信号,自动停车,以防止小车跑出轨道,出现安全问题;其余中间的位置传感器为确定卸料小车下料点的位置,当小车移动至规定下料点时,触发位置传感器,这样使小车可以准确找到在1~9 号矿槽位置,使其在规定的下料点进行卸料,原理如图5 所示。
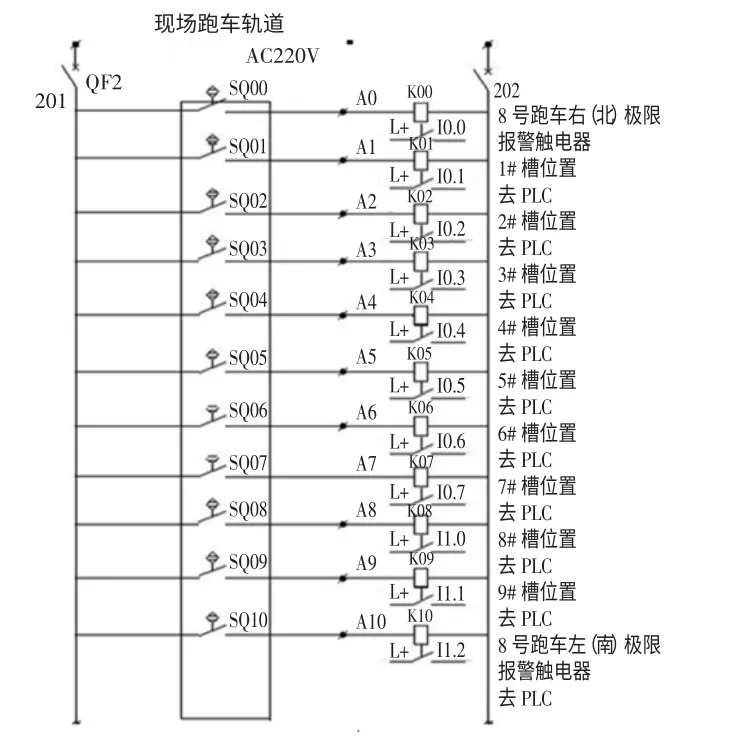
图5 卸料小车位置极限原理图
3.2 雷达料位检测系统
雷达物位计用来完成测定矿仓容量,在1~9 号每个矿槽中间安装雷达物位计,使其可以实时准确地测定各矿槽的物料情况,在卸料小车卸料时可以比较各矿槽料位情况,进行均匀下料,并在满槽及空槽时进行报警,避免造成事故或延误生产。雷达物位计能发射能量很低的极短的微波脉冲通过天线系统发射并接收。利用微波反射的原理来测量料位值的高低。雷达波以光速运行。运行时间可以通过电子部件被转换成物位信号,并且它与电子开关及PLC 接口为弱电连接,既准确又安全。以1#和2#槽的料位控制程序为例,如图6 所示,其它的槽和1#、2#程序控制相同。

图6 1#、2#雷达料位检测PLC 程序
通过雷达料位准确测出料仓的料位,设置空料位:料位低于2 m;空料回差:料位高于3.5 m;高料位:料位大于等于5 m 以上;超高料位:5~6 m。1#~10#料仓分别设有“允许”、“禁止”按钮,选“允许”位时,允许该料仓放料,当该料仓“空料位”或料位偏低时,小车可以停在该料仓放料;选“禁止”位时,禁止该料仓放料,小车不可以停在该料仓放料。PLC 通过料位计实现对料仓中料位监控、比较,从而实现小车自动行走。当料仓中料位在“高料位”时,小车停止在该料仓放料,走行到下一料仓;当料仓中料位在“低料位”时,小车向距其最近“低料位”料仓走行放料,直至料仓料位到“料位回差”时,即向下一“低料位”料仓走行放料,如此时无其它“低料位”料仓,则在该料仓放料至“高料位”为止;当所有料仓料位在“高料位”、“低料位”之间时,小车在所在料仓放料到“高料位”时,再向下一最低料仓走行放料。当任意料仓为“超高料位”时,声光报警器报警;当所有料仓为“高料位”时,声光报警器报警。该报警须确认故障后,在主监控画面中通过“清报警”按钮清除报警信号。
3.3 堵漏检测及报警系统
利用PLC 接通延时定时器来确定下料口是否堵塞,当下料口被矿石堵住时,发出堵漏报警信号进行报警并停车,PLC 梯形图如图7 所示。

图7 PLC 梯形图
4 结语
综上所述,利用PLC、工控机组成的自动控制单元,用雷达料位传感器、堵漏报警装置、非接触式激光测距仪组成的检测单元,用二次仪表及声光报警器组成的监控单元具有先进的通讯接口,能实现在线实时测量监控和自动控制,改善岗位工人的工作环境,使现场值班工人的劳动强度大大降低,从而避免安全事故发生。
[1]吴芹兰.PLC 在选矿机控制系统中的应用[J].流体传动与控制,2009,33(2):5354.
[2]钱建忠.皮带卸料小车自动布料控制系统的应用[J].安徽工业大学学报,2010(增刊1):5-7.
[3]李建兴.可编程序控制器应用技术[M].北京:机械工业出版社,2004.
[4]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2000.
[5]吴俐君.电力拖动自动控制系统实验[M].徐州:中国矿业大学出版社,2002.
[6]郝力文,王子文.车间运输小车的智能控制[J].机械,2001(增刊1):150-151.
