注吹一体化中空容器成型模具的优化
2014-11-28莫持标
莫持标
(江门职业技术学院,广东 江门 529090)
0 引言
随着医药中空包装市场需求量不断增大和市场竟争的激烈化,用户对产品的要求越来越高,原一步法双工位注塑、吹塑一体化中空容器成型模具因部分结构设计不合理,导致生产出的产品质量不稳定、产品合格率不够高。为了更好地适应市场的需要,提高产品质量和生产效率,必须对原有模具进行优化改造。
1 一步法双工位注吹一体化中空容器成型模具优化
1.1 概述
一步法双工位注塑、吹塑一体化中空容器成型模具生产工艺是对挤出、吹塑成型工艺的不足之处,提供一种在普通注塑机上用一步法双工位,型芯固定,一次完成注塑、吹塑塑料中空容器成型产品的过程。其生产步骤包括注塑过程和吹塑过程。注塑过程包括:1)注塑机中的定模具和动模具闭合过程;2)注射坯料成型过程;3)注塑机模具开启过程。吹塑过程包括:1)吹塑成型模块闭合过程;2)吹气成型过程;3)开启吹塑成型模块和成型中空容器顶出。
模具包括注塑模组件和吹塑模组件。注塑模组件包括水平左右平行设置的动模和定模,动模由第一组驱动机构控制与定模的开合;定模上设置有2 排纵向排列的瓶坯模腔,动模上固定有2 排纵向排列的带有吹气口的芯棒,与定模上的瓶坯模腔一一对应;每排芯棒配置一吹塑模组件,每个吹塑模组件包括2 块吹塑成型模块,分别位于芯棒的两侧,2 个模块的开合由第二驱动机构(左右安装的油缸)控制。
1.2 原模具在生产中存在的问题
1.2.1 原模具结构及生产产品质量分析
注塑、吹塑一体化中空容器成型模具2 排型芯各配置一吹塑模组件,2 组4 块吹塑成型模块在模具两侧的油缸作用下,通过互拉杆的作用实行同步开合。互拉杆的结构相当关键,如果各互拉杆与吹塑模块的配合不准确,影响到吹塑模块的闭合情况,就无法保证产品的质量。原设计的一步法双工位注塑、吹塑一体化中空容器成型模具采用6根互拉杆形式,分3 组分别设置在吹塑模块的上、中、下端,与相应的吹塑模块配合。当油缸工作时,在互拉杆的作用下,实现各组吹塑模块联动闭合。模具的动模结构如图1 所示。
长期生产实践证明,原模具结构设计不合理,导致生产出现一些质量问题。原来的模具设计上为了避开吹塑模块中间组的互拉杆,导致定模上的注塑型坯模板采取分段式装配,即分为4 个单元,分别装配在定模固定板上,与动模各型芯对应。定模如图2 所示。
对本结构系列模具生产出来的产品进行反复的数据测量与分析,各注塑型坯模板单元靠外侧的2 个型腔上所生产出来的吹塑产品成形相对较难、较慢,其外观质量较差,出现次品的机率也较高。
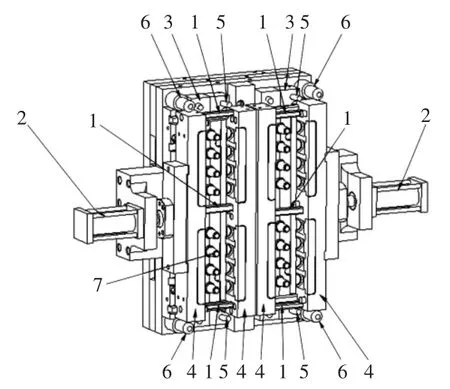
图1 原设计双排注吹模具动模
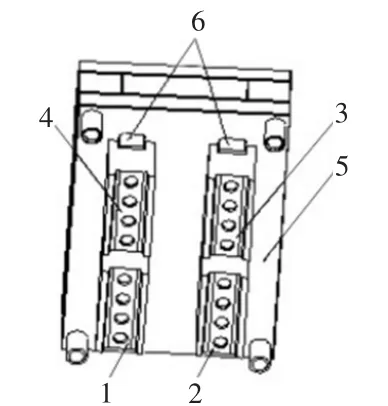
图2 原设计双排注吹模具定模
通过研究和分析,运用Pro/E 三维设计软件,在Pro/E Mechanica 环境下,利用在Pro/E 中所建立的几何信息,选取热力分析模型进行分析。由于模具连续生产,把熔料传热给模具的过程简化成一个平稳恒定的热源对模具的加热过程,在相应的参数栏输入有关参数,计算得出分析结果,如图3 所示。

图3 注塑型坯单元温度分析图
从图中可以看出,单个注塑型坯模板单元靠外侧的两个型腔的温度较低,原因是其距离注坯模板上下端面较近,散热较快,而靠中心的两个型腔温度较高且基本一致。这样,造成了同时成型困难,温度不一致除了造成型腔和型芯的中心不能对齐之外,还会使两侧型坯难以吹胀,造成次品。故要采取措施,使其各型腔温度趋向一致,才能保证各型腔生产的稳定性。
1.2.2 原模具结构存在的问题
1)定模存在的问题。因原模具结构的限制,定模中的热流道板采取中间铣空避让的形式,大大削弱了热流道板的强度,在长期高温的条件下生产,热流道板会出现弯曲变形现象,直接影响了各注塑型坯模板单元的位置精度,随之发生不定形的位置偏移,影响定模各型腔与动模各型芯的对中性,最终生产出壁厚不均匀的次品,造成损失,如图4 所示。
2)动模存在的不足。吹塑模块中间的互拉杆造成动模的长度过大,强度不足,在外力作用下容易引起较大变形。由于注塑机工作台的限制,整套模具的长宽尺寸不能再变大,动模部分的合模导柱也没有位置加大,直径只有35 mm,合模时刚性不足,对生产造成影响,当用户要求产品的壁厚较薄时,生产出来的产品壁厚偏差较大,产品的合格率较低。
原设计方案对动模的影响主要是:因动模采取6 根分为3 组互拉杆型式,给模具加工、装配和调试带来很大的不便,当其中某2 组互拉杆长度或装配精度存在偏差时,都会直接影响到整套模具各吹塑模块的闭合性;另原设计的方形条互拉杆材料采用截面尺寸为12 mm×12 mm的45 钢,其抗弯强度不够高,在高压油缸的作用力下会发生弯曲变形,同样影响各吹塑模块的闭合性。
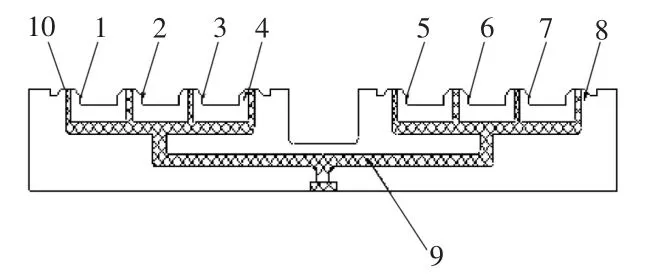
图4 原设计热流道板
以上两个方面都可能出现并最终导致次品产生,造成较大损失。
1.3 一步法双工位注吹一体化中空容器成型模具优化
1.3.1 动模的优化
将动模原来6 根互拉杆改为4 根,分为2 组分别设置在吹塑模块的上、下两端;将原互拉杆的材料改为Cr12,其抗弯强度高、变形小、尺寸稳定,是更理想的拉杆材料。通过分析计算,互拉杆的截面尺寸为20 mm×20 mm。采用2 组互拉杆的结构形式,给模具调试和安装带来了方便,这种形式对吹塑模块的闭合性更有保证。对互拉杆结构的优化改进,使定模和动模结构上发生了较大的变化,为吹塑模块节省了一定的位置,模具长度缩短,强度刚度更好。优化后的模具动模部分如图5 所示。
动模除了改良互拉杆结构外,还对合模导向机构进行优化。合模导向机构在注射模中,用来保证动模和定模之间准确对合,在模具中起定位、导向和承受一定侧压力的作用。双排注、吹模具主要导向机构是4 根导柱,因模具自重较大,在生产过程中不断往复运动,必须要配备具有足够强度和刚度的导向机构。方法是把原来模具上的导柱由直径为35 mm 加大至50 mm,定模相应地更换导套和加设导套加强块。这样可较好地确保定模和动模平稳闭合,保证定模注塑型腔和动模型芯的对中性。
1.3.2 定模的优化
动模结构发生了变化,定模也要进行相应的优化。因动模中的吹塑模块中间减少了一组互拉杆,所以定模的注塑型坯模板可以实行单排整体加工,无需进行分段加工,原来要对四单元进行装配调整,现在只需对两排进行装配调整就行了,大大减少了加工的时间并且降低了难度,同时给模具装配带来了方便,缩短了装配调整时间,提高了模具的精度。
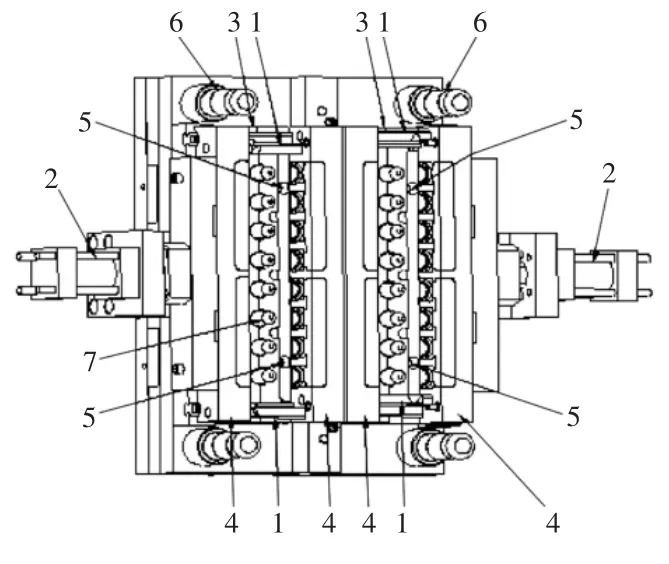
图5 经优化改进的双排注吹模具动模
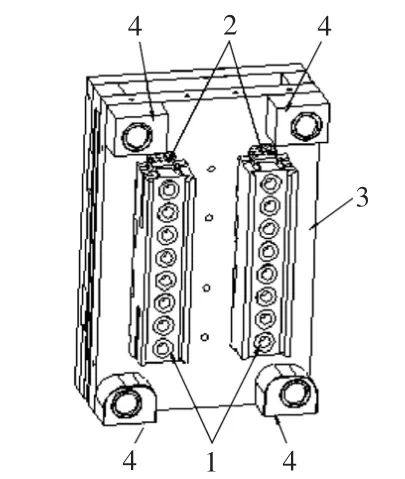
图6 经优化改进的双排注吹模具定模
因动模和定模进行了优化,故相应热流道板也发生了变化,中间不必铣空,采取整一条的形式,大大提高了热流道板的强度和刚性,消除了长时间生产出现弯曲变形的现象,更好地保证了模具的稳定性。经优化改进后的双排注吹模具定模如图6 所示。
利用Pro/E 软件对优化后的注塑型坯用同样的方法进行温度分析,结果如图7 所示。
从图7 可知,单排中靠近两端面的两模腔散热快,温度较低,而其它的模腔温度基本一致,采取措施是在每排两端注塑型坯底部加设紫铜套,以起到保温作用。通过上述方法进行温度补偿,在实际生产中起到显著的效果,使各型坯温度基本一致,从而确保了各型腔同时成形,保证了产品质量。
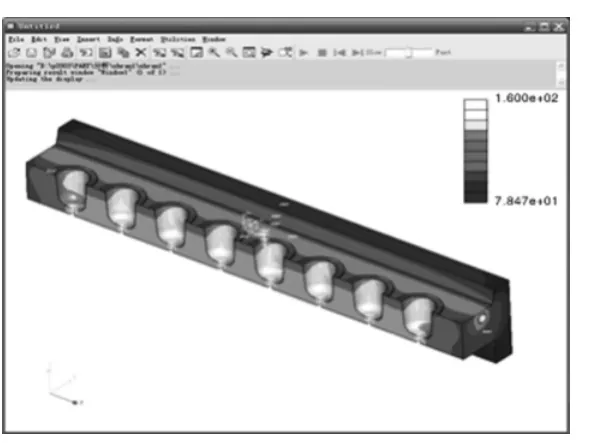
图7 模具优化后单侧注塑型坯温度分析图
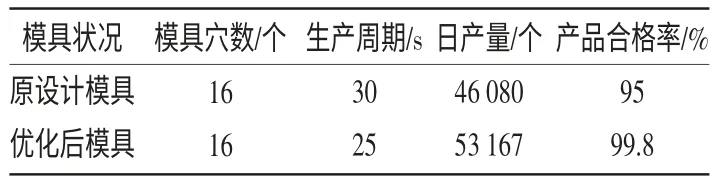
表1 模具优化前后生产情况对照表
优化后的模具提高了产品市场的竞争力,带来了较好的经济效益。以生产50 mL医用瓶为例,通过对原双排注、吹模具的优化改进,生产率提高15.38%,产品合格率提高近5 个百分点,经济效益明显,如表1 所示。
2 结论
通过对原一步法双工位注、吹一体化中空容器成型模具的优化,使该模具技术上了一个新台阶。通过生产检验,优化改进后的模具结构新颖、稳定性高、模具使用寿命长、安装和调试方便,生产出来的产品外观更美观光滑,表面夹缝线不明显,产品壁厚更均匀,对产品的适应性更强;由于定模、动模对中性好,受热变形影响少,能经得起长时间生产的考验,能生产出壁厚较薄的产品,实现了壁厚偏差控制在±0.06 mm 以内,较好地解决了以往双工位注、吹模具生产薄壁产品难、生产不稳定的问题;优化后的模具,结构更合理,使模具自身生产周期缩短,成本降低。
[1]祝凌云,李斌.Pro/Engineer 入门指南(野火2.0 版)[M].北京:人民邮电出版社,2005.
[2]严烈.Mastercam 8 模具设计超级宝典[M].北京:冶金工业出版社,2000.
[3]冯炳尧,韩泰容,蒋文森.模具设计与制造简明手册[M].2 版.上海:上海科学技术出版社,2008.
