乙酸异丙酯的合成
2014-11-27补朝阳
补朝阳
(新乡学院 化学化工学院,河南 新乡 453000)
乙酸异丙酯[1]广泛用作溶剂、脱水剂及药物提取剂,具有水果香味,是一种重要的化工原料,可作塑料、纤维衍生物、油类用脂肪等的溶剂,是合成树脂、表面涂料的重要原料.目前工业上普遍采用以乙酸和异丙醇为原料,浓硫酸[2]为催化剂直接催化合成乙酸异丙酯,该方法存在副反应多、设备腐蚀严重、环境污染严重以及产物分离复杂等问题.近年来已有采用其他催化剂来催化合成乙酸异丙酯的报道,例如使用磷铝硅固体酸[3-4]、酸性离子交换树脂[5]、相转移催化剂[6]、硫酸氢钠[7]等,与硫酸相比固体酸具有高催化活性、产品易分离、可再生重复使用等优点,但它的催化活性与载体有密切关系,因此催化剂的制作工序繁重.酸性离子交换树脂催化剂虽然具有催化活性高、产品纯度高等优点,但离子交换树脂内含有一定量的水份,不便于运输及贮存.相转移催化剂是高效,低成本和实用的催化剂,但该类催化剂与酯类分离困难,甚至会导致产物被催化剂污染,影响产物纯度.本文作者以硫酸氢钠[8]作为催化剂催化合成乙酸异丙酯.硫酸氢钠是高效、经济、环保的酯化反应催化剂,来源广泛,性质稳定,价格低廉,难溶于反应体系,易于分离,操作方便,反应时间短,对设备无腐蚀,对环境污染小.
1 实验部分
1.1 仪器与试剂
酚酞、氢氧化钠、硫酸氢钠、环己烷、异丙醇、冰乙酸等均为市售分析纯试剂,阿贝折射仪(上海明兹精密仪器厂).
1.2 实验方法
1.2.1 酯化反应
常压下,在100mL的单口烧瓶中加入5.7mL(0.1mol)乙酸和实验量的异丙醇,一定量的硫酸氢钠为催化剂,环己烷为带水剂,并加入几粒沸石,装上分水器和冷凝回流管,加热回流.反应结束后,冷却,将冷却后的反应液转入分液漏斗中,滴加饱和Na2CO3溶液至无气泡产生为止,再用少量饱和NaCl水溶液洗涤一次.分离酯层,无水MgSO4干燥,蒸馏,收集85~91℃的馏分,得纯产品,测其折光率为1.377 3,与文献数据一致.
1.2.2 酯化率的计算
反应前取混合反应液0.5mL稀释至10mL,加入酚酞试剂,用自制的0.5mol/L NaOH溶液滴定至溶液刚好出现粉红色,记录NaOH体积用量为V1;反应结束冷却后,取混合反应液0.5mL稀释至10mL,加入酚酞试剂,用自制的0.5mol/L NaOH溶液滴定至溶液刚好出现粉红色,记录NaOH体积用量为V2.
2 结果与讨论
2.1 反应时间对酯化率的影响
以0.1mol乙酸为基准,酸醇的物质的量之比为1∶0.6,催化剂硫酸氢钠用量为1.2g,10mL环己烷作为带水剂进行合成反应,改变反应时间,实验结果见表1.由表1可知,当反应时间为60min时酯化率达到最高值,之后没有明显增加,其原因是酯化反应是一可逆反应,部分酯可能发生了水解,故最佳反应时间应控制在60min.
2.2 酸醇比对酯化率的影响
以0.1mol乙酸为基准,反应时间为60min,催化剂硫酸氢钠用量为1.2g,10mL环己烷作为带水剂,改变酸醇的物质的量之比进行合成反应,实验结果见表2.由表2可知,随着醇用量的增加酯化率有所提高,在酸醇比为1∶0.8时酯化率达到最高值,之后有所下降.原因可能是副反应的发生,酸的相对浓度下降,酯化率降低.故酸醇比为1∶0.8时为最佳.

表1 反应时间对酯化率的影响Table 1 Influence of reaction time on conversion
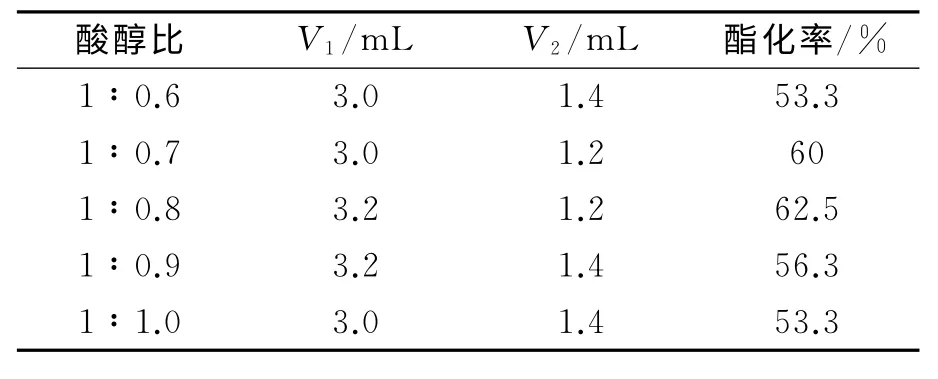
表2 酸醇比对酯化率的影响Table 2 Influence of CH3COOH/C3H7OH mole ratio on conversion
2.3 催化剂用量对酯化率的影响
以0.1mol乙酸为基准,反应时间为60min,酸醇比1∶0.6,10mL环己烷作为带水剂,改变催化剂硫酸氢钠的用量进行合成反应,实验结果见表3.由表3可知,随着催化剂用量的增加,酯化率逐步提高,当催化剂用量为0.8g时酯化率达到最高.随着催化剂用量的继续增大,酯化率有所下降,主要原因是过量的催化剂导致副反应发生,造成酯化率下降.因此,催化剂用量选择0.8g为宜.
2.4 带水剂用量对酯化率的影响
以0.1mol乙酸为基准,反应时间为60min,酸醇比为1∶0.8,催化剂硫酸氢钠用量为0.8g,改变带水剂用量进行合成反应,实验结果见表4.
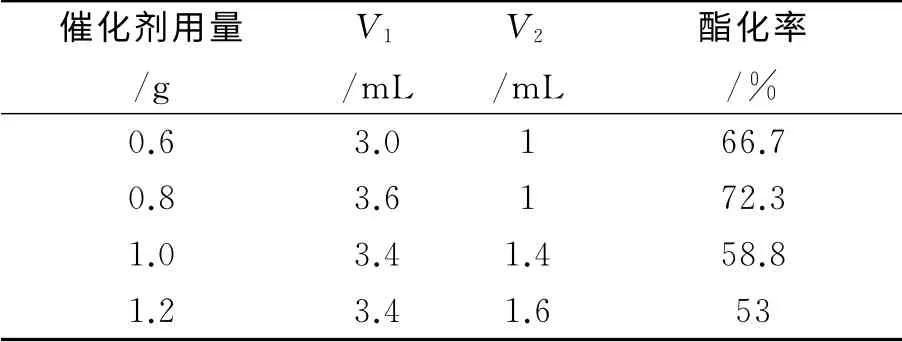
表3 催化剂用量对酯化率的影响Table 3 Influence of catalyst amount on conversion

表4 带水剂用量对酯化率的影响Table 4 Influence of amount of carrying water agent on conversion
由表4可知,随着带水剂用量的增加,酯化率有所提高,在带水剂用量为8mL时酯化率达到最高值84.3%,之后有所降低.主要原因是随着带水剂用量的增加,反应液乙酸和异丙醇的相对浓度下降,酯化反应速率降低,酯化率减小.故带水剂用量以8mL为宜.
3 结论
以冰乙酸和异丙醇为原料,硫酸氢钠为催化剂,合成乙酸异丙酯的最佳反应条件为(以0.1mol乙酸为基准):反应时间60min,酸醇比1∶0.8,催化剂用量0.8g,带水剂用量8mL.在此条件下,酯化率最高可达84.3%.
[1]李有林,崔咪芬,乔 旭,等.丙烯和乙酸一步加成酯化生成乙酸异丙酯反应动力学研究[J].高校化学工程学报,2011,25(3):430-431.
[2]许前会,张秋荣.连续反应精馏合成乙酸异丙酯[J].辽宁化工,2003,32(12):510-512.
[3]连丕勇,高文艺,纵瑞东.用磷铝硅固体酸催化剂合成乙酸异丙酯[J].石油化工高等学校学报,1999,12(4):65-68.
[4]吴良彪.固体超强酸催化合成乙酸正丁酯的研究[J].广东化工,2010,37(4):110-111
[5]黄科林,樊晓丹,黄焕生,等.乙酸异丙酯合成中固体酸催化作用的研究[J].广西化工,2002,31(2):4-6.
[6]苏丽红,王 璇.相转移催化合成乙酸异丙酯[J].化学工程师,2002,92(5):8-9.
[7]徐常龙,柳闽生,蔡水莲,等.硫酸氢钠催化合成乙酸异丙酯[J].化工中间体,2005,11(8):22-24.
[8]蔡述兰.硫酸氢钠在催化有机合成反应中的研究进展[J].化工时刊,2010,24(2):47-48.
