外加热旋转炉的设计与应用
2014-11-26徐培勋
徐培勋
(淄博翔瑞能源设备科技有限公司 山东 淄博 255030)
传统的陶瓷化工粉料采用的焙烧炉是隧道窑、梭式窑、辊道窑或推板窑等,原料是装在匣钵或料盘里的,或是压成预制块状,进行焙烧,业内人士称为“静态焙烧”。其缺点是周期长、能耗大、匣钵或料盘使用寿命短,尤其是产品受热不均匀,容易出现夹心、烧不透等缺陷。
我公司成功开发了专门用于焙烧陶瓷化工粉料的“外加热式旋转炉”。粉料通过给料器输送到不锈钢转筒里,转筒采用耐热不锈钢板焊接成形,内设刮料板等附属装置,通过变频电机、减速机系统驱动,以1~5r/min的转速转动,从而推动料层源源不断地向出料端移动,实现了连续化、机械化生产。改变转筒的倾角和转速,就可以灵活地调节产量。转筒外采用燃煤或者燃气或者电加热方式,加热转筒外壁,避免了烟气对产品的污染。通过转筒壁的传热,对产品进行加热。在刮料板的搅翻作用下,粉料在转筒内充分翻滚,受热非常均匀,并能极大地缩短生产周期。下面以笔者为江苏某公司设计安装的一座16.0m长的旋转炉为例做一详细介绍。
1 主要技术经济指标
焙烧产品:陶瓷化工粉料、颗粒料、催化剂等;筒体规格:直径0.9m,长度16.0m;筒体材质:310S#不锈钢板;筒体加热段长度:12.0m;筒体转速:1~10r/min(可调);焙烧温度:900℃;焙烧周期:1~3h(可调);燃料:液化石油气;烧嘴数量:12只;温度控制区:4个温区;控制方式:温度压力自动控制;排烟风机:1台,不锈钢耐温500℃;助燃风机:1台,9-19系列高压离心风机;进出料方式:连续进出料、螺旋给料器(变频调速)。窑炉配置:转筒及转筒内附属装置、转筒传动装置、转筒两端密封装置、螺旋给料器及进料料斗、进风装置、湿气及废气排出管路、窑炉框架、耐火保温材料砌体、燃烧系统及温度压力自动控制系统。
2 设备
该窑炉由窑炉框架、耐火保温材料砌体、转筒及转筒内附属装置、转筒传动装置、进料出料系统、排废气系统、燃烧排烟系统及自动控制系统等部分组成。具体结构示意图如图1所示。
2.1 窑炉框架
窑炉框架由型钢钢板焊接而成,钢板喷漆,结构牢固,维修方便,外形美观。
2.2 耐火保温材料砌体
炉体选用蓄散热量低的耐火保温材料砌筑而成,该材料具有极好的保温效果,最大限度地减少了窑炉的散热量,降低了能耗。
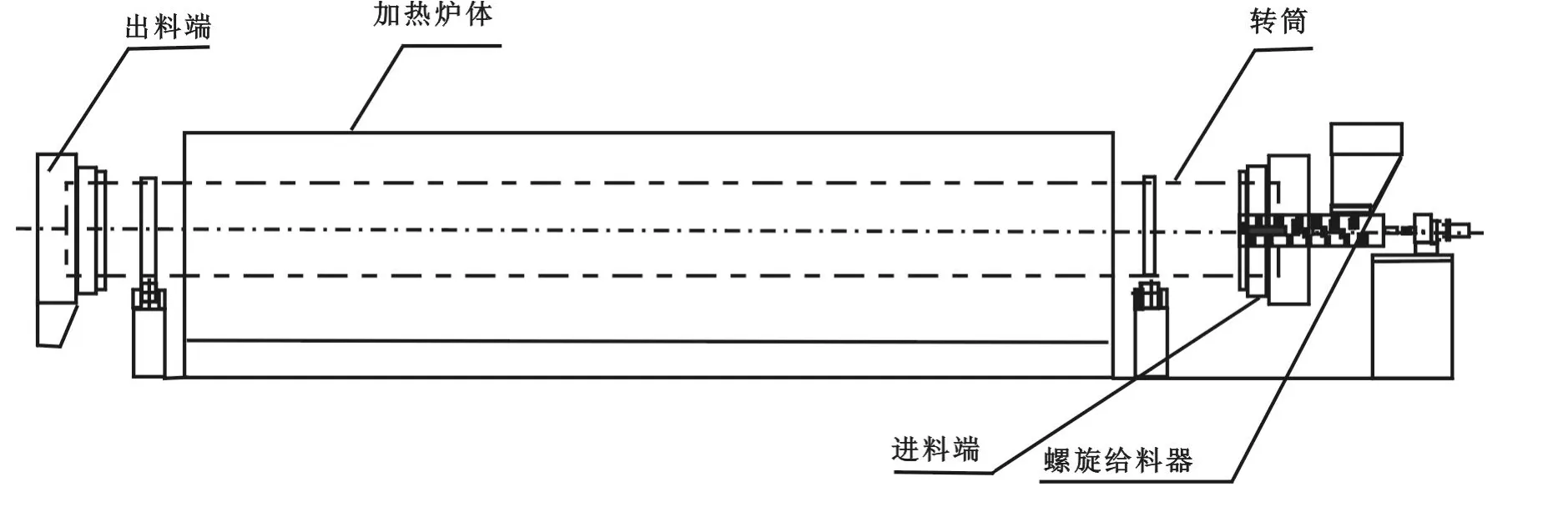
图1 外加热旋转炉结构示意图
2.3 转筒及转筒内附属装置
转筒总长16.0m,其中加热段长12.0m,用310S#不锈钢板卷制;进料段长2.0m,出料段长2.0m。转筒与水平面成一定角度的倾斜度。
滚筒内壁焊接有刮料板、中心测温管、防物料逆行结构等,其材质均为310S#不锈钢。
在转筒进料端,布置防物料逆行结构,将进入的物料推向窑尾方向,防止物料逆行。
对于焙烧粉体,在转筒转动过程中炉内易产生扬尘现象。为了降低扬尘,该炉在转筒的防物料逆行结构后面,焊接有刮料板,刮料板与筒体切线成一定角度倾斜,当转筒转到一定角度后,刮料板上的物料会以滑动方式落下,不会产生自由落体下落,避免物料产生冲击,减小扬尘量。
在转筒出料密封箱后端,设置有配风阀门,可以调节进入窑内的空气量。
超细微粉在转炉内焙烧时,有时容易产生粘壁现象。另外,为了克服这一问题,我们在转筒上还配有能消除物料粘壁现象的特殊机构。
转筒进出料两端设有密封端盖,端盖与转筒的密封措施采用弹性密封,密封效果优于传统密封形式。
2.4 转筒传动装置
转筒传动装置安装于进料端,传动形式采用链轮链条或齿轮啮合,带动筒体平稳转动。
传动电机采用变频控制,调节电机的转速,可以使转筒转速发生变化,从而调节物料在转筒的运行时间。转速调节范围为1~10r/min。
在进料端转筒下方,安装有槽形支撑托轮,转筒上的滚圈(也俗称胎环)卡在槽形托轮的槽内,可以保证转筒在进料端不会产生轴向窜动,从而保证传动系统的啮合准确。
在出料端转筒下方,安装有平型托轮,转筒上的滚圈与托轮平行接触,筒体升温后就会沿着平型托轮的表面,往出料方向自由伸长,不会造成转筒的变形。
本转炉还配有人工转动简易装置,当出现突然停电情况时,由人工转动转筒,防止转筒热弯变形。
2.5 进料、出料系统
旋转炉的进料装置由提升设备、料斗、螺旋给料器或星型给料器组成。物料通过机械或人工加到料斗中,经螺旋给料器或星型给料器进入转筒中。螺旋给料器或星型给料器转速变频可调,可以调节进料量。
根据物料的特性,有些物料不宜采用螺旋给料器或星型给料器,而改用其它进料方式。
出料装置由套于筒体上的出料密封端盖下部的收集口流出。
2.6 排废气系统
由于物料在焙烧过程中,会产生水气或废气,有的废气甚至具有一定的腐蚀性,所以在转筒材质选择上要合理。在转筒进料端设有排废气口,物料在加热过程中产生的水气和废气由排废气口进入不锈钢排废气管路,自然排空或经风机送入指定地点进行环保处理。
转筒内的压力通过调节排废气管路闸板或用变频风机来控制。
2.7 燃烧排烟系统
外加热旋转炉的燃料有柴油、煤、煤气、天然气、液化石油气和电,目前采用较多的是煤、天然气和电。用煤加热温度不稳定,加之环保要求越来越严,许多厂家改用天然气或电。用天然气加热,由于出窑烟气温度较高,能耗也较高。用电加热,不产生烟气带走热量,故能耗较低。我们做过比较,由于天然气和电的单价差别较大,能耗成本基本接近,这要根据各个地区的实际情况来合理选择加热能源。
该旋转炉热源为液化石油气。因为用户所在地区无管道天然气供应,电力供应也紧张,经常限电。
烧嘴布置于加热箱内转筒下方。选用12只高速燃气烧嘴,每个烧嘴均配有燃气阀门和助燃风阀门,可根据产品烧成曲线确定点燃的烧嘴数量和调节每个烧嘴的燃烧能力,以达到理想的烧成温度。
助燃风由1台高压普通风机供给,液化石油气由液化气罐经减压后供至烧嘴前。每只烧嘴对面设有观火孔,方便人工观火。
由于液化石油气在燃烧过程中产生大量的高温烟气,要及时排走,送至指定地点余热利用,为此,在转炉箱体靠近进料端部位设有烟气排出管道,并配有调节阀,排出的烟气由1台不锈钢高温风机抽走。
2.8 自动控制系统
自动控制系统包括测温系统、温度控制系统、压力控制系统和安全保护系统。
1)测温系统。转筒外加热箱体内设置4支热电偶检测加热温度,转筒内安装1支热电偶用于直接检测物料温度。
2)温度控制。温度控制分4区,每区3个烧嘴。控制原理:每一区的AI人工智能仪表接收热电偶的测量温度信号值,与温度曲线设定值进行比较,若实测值小于设定值,AI人工智能仪表输出0~20mA信号,通过电动执行器,增大液化气管阀门的开度,使窑内温度升高;若实测值大于设定值,AI人工智能仪表则进行反向调节,以保证窑温曲线按照设定的烧成曲线进行。
3)压力控制系统。其分为加热箱体内压力控制、转筒内腔压力控制和助燃风压力控制。加热箱体内压力控制是通过变频排烟风机来实现的,即从加热箱体内测压点取出窑压信号,经压力传感器将信号送至AI人工智能仪表,与窑压设定值进行比较,输出信号,通过变频排烟风机调节抽力,使箱体内压力按照设定的窑压曲线进行。转筒内腔压力控制是通过变频排废气风机来实现的;助燃风压力控制是通过变频助燃风机来实现的,其控制原理与加热箱体内压力控制相同。
4)安全保护系统由烧嘴控制器和燃气总电磁阀构成。由于该窑炉燃料为液化石油气且要求焙烧温度低,对于使用燃气的安全性应引起足够重视。为此我们在每支烧嘴前设有火焰检测/自动点火装置,烧嘴一旦有熄火发生,系统将发出报警信号,同时转入自动点火运行程序。若在规定的时间内点火失败,烧嘴前的燃气电磁阀自动关闭,切断燃气供应,并提示人工处理。燃气总管路上设有高低压开关和紧急切断电磁阀,当燃气压力过高、过低或遇突然停电时,可立即关闭燃气供应,确保窑炉安全。
转筒转速和给料机进料速度控制采用变频调速电机手动控制。
所有控制系统由2个控制柜集中控制,并配有触摸屏处理器。
3 结语
外加热旋转炉点火调试一次成功,并投入正常运行,各项技术经济指标均达到了设计要求。我公司设计的外加热旋转炉,具有以下独到之处:
1)能直接检测转筒内物料的温度;
2)配有消除物料粘壁现象的装置;
3)转筒两端采用弹性压紧密封;
4)配备适合粉料特点的刮板,既能满足搅翻物料的作用,又能最大限度地减轻粉料在转筒内的扬尘现象。