采用离子交换树脂回收电镀废液中金的方案设计
2014-11-25覃宗剑
覃宗剑
(凌云科技集团有限责任公司,湖北 当阳 444100)
现代电子产品的不断流行,导致电子元器件中用于接触部位导电镀金产品的需求越来越多,加上其他用途的镀金需求,在电镀行业中镀金的产量正在逐步递增。但作为稀缺资源的贵金属,如果不加强金在生产过程中各环节的充分利用和废物回收的有效管控,造成的贵金属浪费不仅对企业的经济效益会产生极大的影响,而且对社会资源,特别是稀缺资源的有效利用也会带来十分不利的后果。毕竟流入自然环璄和社会环璄中的大部分资源,其再生和回收是人类面临的最大难题之一。
对于镀金生产中金充分利用的话题,需要在产品的工艺设计和电镀生产中各工艺参数与生产操作的技术细节上作大量的讨论,本文仅就镀金废液回收金的技术问题与电镀同行作一个交流。目前国内大多数拥有镀金生产线的电镀企业,对镀金废液的金回收多采用树脂交换的技术措施,这也是比较实用的工艺技术手段。但是由于缺乏科学的指导和规范的技术管理,仍然存在金流失、树脂利用率低和相关管理活动的衔接缺乏技术支持等问题。而国内对这类专业性很强的工程技术问题不仅缺乏国家或行业标准来指导生产实际应用,而且类似的理论研究还远没有涉及到工程实际应用问题。本文根据目前多数企业镀金废液的金回收处理运行现状,通过具体细节的技术分析,依照树脂交换原理对工艺流程、工艺规范与金流失控制等环节作一个综合性的方案描述,为解决电镀行业的类似问题提供参考。
1 现状分析和目标要求
目前,镀金生产线废液中金回收多采用选择性较强的交换树脂进行吸附回收处理。对于这类专业性较强的工程项目,应由树脂交换处理的专业厂商与电镀工程技术人员共同协作来完成。但由于此类工程项目在国内的应用尚处于起步阶段,相关的技术基础还没有成熟,项目承包商没有从电镀企业获得足够的、甚至必要的技术数据,再加上彼此的交流和技术支持不到位,使现有的这类工程项目多数设计粗糙,运行中存在的问题多。现有的工程大都具有相同的形式和处理流程,镀金废水通过排放管道汇集到一个储液槽,利用泵输送到过滤柱中滤去固体杂质后,再流经交换树脂罐中吸附富集回收处理金,回收金后的污水排放到电镀综合污水池集中后续处理。采用原子吸收分光光度仪检测化验吸附罐排液口的金浓度,当金浓度超标(≥0.5 mg/L)时更换树脂,更换后的交换树脂采用焚烧熔化收集金。在项目设计中,缺乏对整体项目的技术经济分折,对树脂的更换周期与树脂利用率以及交换处理流量的控制等技术细节没有进行必要的技术分析,无法形成完整的技术规范来指导实际操作和相关的管理活动。
1.1 运行中的问题
从上述工艺流程及设备配置的表面情况来看,似乎已构成了一个完整的金回收处理系统。但在实际生产中却存在下面一些问题:
(1)由于生产中镀液配制、电镀生产、镀液处理与调整等各阶段排放的废液中金浓度差别极大,导致储液槽的金浓度波动较大,给回收处理的稳定运行带来困难。
(2)树脂交换中的流量控制没有必要的工艺指导操作。
(3)按现有的方式控制废水的排放,仍有金流失。(4)现有的工艺流程中交换树脂利用率不高。
(5)以现有的交换树脂失效标准,当排放的源水中金含量突变或操作中流量控制失当时,易造成树脂失效的错误判断。
(6)水中金的排放总量没有统计分析数据,不能给企业的贵金属管控及回收系统的效益分析提供依据。
1.2 目标要求
一个完整的工程项目不仅要确定科学且经济的工艺流程,配备系统的设备设施,而且应为实际操作与企业的管理提供良好的技术支持。工程项目的设计过程中应充分了解企业相应的生产量,工艺应用水平,包括企业的管理状况等必要的信息和资料,使得项目的设计能符合企业的实际环境并具有很好的经济效益。具体到金回收树脂交换工程来讲,项目要求主要有如下几个方面:
(1)项目工程处理的金废水量应满足企业镀金生产量的需求。
(2)杜绝金的流失。
(3)除为社会承担必要的责任(环境要求与节约稀缺资源)外,还应有一定的经济效益要求。
(4)现场操作与技术管理要有成熟的工艺和技术规范。
(5)满足企业的现有环境与条件要求。
(6)应体现一定的技术先进性。
(7)适用性强,运行稳定。
2 方案设计的技术分析
2.1 交换树脂的选择
交换树脂的种类较多,一般可分为7 类:强酸性阳离子交换树脂、弱酸性阳离子交换树脂、强碱性阴离子交换树脂、弱碱性阴离子交换树脂、螯合交换树脂、两性离子交换树脂及氧化还原交换树脂。在现有的镀金工艺中,不论是氰化镀液还是其他配合物的镀金液,金元素主要是以配合阴离子的形式存在,所以上述7 类树脂中,能用于回收金的树脂主要是阴离子交换树脂与螯合交换树脂。具体种类应根据交换处理的工作条件(交换处理的化学环境与温度等条件)要求与树脂的综合性能来确定。在螯合交换树脂中,一种功能基团为N,N 配位基的交换树脂与另外几种含硫螯合树脂对金的选择性较高[1],但选择性较高的螯合交换树脂其再生处理比较困难,而离子交换树脂的再生处理相对来说要容易一些。所以是选择离子交换树脂还是螯合交换树脂都应考虑到回收处理的经济效益。
但树脂的选型最终依据的是树脂的综合性能,这包括树脂的化学稳定性和吸附功能基团的选择性,以及吸附交换处理速度等性能,而主要的技术指标──交换容量[2](交换容量有全交换容量、工作交换容量、穿漏交换容量等)更是工程设计的关键技术数据和评价树脂实用性的主要依据。总的来说,树脂的化学稳定性越高,对金的选择性越强,交换处理速度越快,交换容量越大,则交换树脂的性能越好,但对各项指标的具体要求应根据工作条件并考虑到经济实用性后确定。
上述工作应在电镀技术人员提供处理系统的工作条件及相关资料后,由专业厂商确定交换树脂的最终选型。最好有具体工作条件的技术试验数据作为评价依据。
2.2 吸附罐规格尺寸的确定
首先,根据镀金生产线的生产量确定镀金废水排放流量。一般来说,镀金生产量越大,清洗用水就越多,镀液调配越频繁(现有镀金工艺几乎都采用不溶性阳极,靠补充金盐来维持镀液的工艺控制),所排放的废水越多。但清洗的工艺水平及技术管理水平对废水排放也有极大的影响,如逆流漂洗技术的应用,零件清洗前的沥滴、刮洗,以及风刀的吹洗等环节都可以减少废水的排放量。电镀技术人员可根据长期的工作经验统计分析相应生产量的废水排放量。一般来说,一个普通电镀企业的镀金废水排放量在每天500 L 以内,即流量小于20.8 L/h(全日制生产)。
然后,通过统计分析镀金废水的化验检测历史数据(没有历史数据的可现场统计连续一个月的数据近似替代),确定镀金废水的平均含金量。根据镀金废水排放流量与金含量可以确定金回收处理周期内应回收的金总量,再联系树脂交换容量便可以确定一个独立的吸附罐的容积。可以用下式表达它们之间的关系:
式中,V──吸附罐容积,L;v──废水平均排放流量,L/h;c──镀金废水的平均含金量,mg/L;T──回收处理周期(在确定此数据时主要考虑交换树脂中回收金在企业管理环境下的安全性,同时也应考虑频繁更换树脂会降低回收运行的经济效益,综合考虑后确定合适的回收处理周期),d;q──交换树脂的体积交换容量,mmol/mL,由交换树脂专业厂商根据金废水吸附交换的具体工作条件实验测得;k──交换树脂工作体积与吸附罐容积的换算系数,一般取1.1~1.3;η──运行周期有效利用率,为交换系统运行周期内实际有效交换树脂体积与交换树脂工作体积的比例,此值与交换系统的实际运行状况有关,一般为0.55~0.70。实际上,对于一个普通的电镀企业而言,工作容积为50 L的吸附罐是比较合适的。
最后根据吸附罐容积进一步确定其外形尺寸。外形尺寸的确定主要与交换废水的流速有关,而流速的确定从专业的角度来说主要与交换树脂功能基团的性质及树脂的结构特征有关(如凝胶树脂与大孔树脂的结构特征不同,交换物质扩散速度也不同,因而吸附交换的速度有很大差异)。当确定具体的交换树脂后,其主要技术指标──最大工作流速(在保证工作交换容量前提下的流速)已相应确定下来。综合考虑树脂的利用率及现场安装条件的限制后,在最大工作流速以下,可以确定合适的流速,再根据“处理流量=吸附罐内部横截面积×水流速率”的关系,可确定吸附罐的外形尺寸。
2.3 工艺流程的确定
为达到工程项目的目标要求,在分析现有工程问题及其原因之后,确定了更为完整的工艺流程,其设备设施的工艺布置如图1 所示。
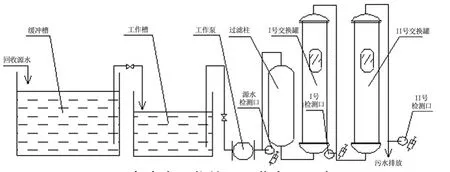
图1 金废水回收处理工艺布置示意图Figure 1 Schematic diagram of process arrangement of recycling treatment of gold-containing wastewater
考虑回收金的特殊性,同时考虑到这类技术应用的成熟度不够,工程设计应以稳定、可靠为原则,所以工程项目的自动化程度不高,回收处理以间歇方式运行。回收源水由特定的排水管道汇集到一个合适的缓冲槽(其大小由企业的生产量、废水含金量的波动状况与回收系统的处理能力来确定)中,以调节废水排放流量与金含量的波动。定量抽取一定体积的含金废水(可依靠液位差完成,即将缓冲槽安装在高于工作槽的位置)到工作槽中,然后分析并记录其含金量(在源水检测口取样)。根据处理工艺规范确定合适的树脂交换处理工作流量,按操作规范要求,通过工作泵将金废水输送到固体杂质过滤柱中,过滤后的废水在控制的流速下首先通过I 号树脂交换罐进行回收吸附处理,通过定时(每工作日)化验I 号检测口的金含量来判断I 号罐树脂饱和吸附的状态。经过上述流程处理,只要控制树脂交换的穿漏现象(即树脂的排水口检出有金),便可控制金的流失。但这样的流程有树脂利用率不高的缺陷(因为树脂没有达到饱和吸附状态),为此,在I 号树脂交换罐后串联上II 号树脂交换罐,在I 号树脂交换罐穿漏后进行补充交换吸附,直至I 号树脂交换罐接近饱和吸附状态时才更换树脂。II 号树脂交换罐交换吸附后的废水要达到环保要求,还须进一步处理,可接入综合废水处理系统进行后续处理。为确保金不流失,在II 号树脂交换罐的排水口设置II 号检测口,当I 号树脂交换罐穿漏后,适时监测污水排放。
需要补充说明的是,一个现代的电镀企业都应配备专业的化验检测仪器及设备,其中原子吸收分光光度仪不仅可以用于常规的槽液化验,而且可以检测槽液及镀层中的常见金属元素,用于产品质量的控制。而原子吸收分光光度仪完全适用于金回收处理的化验检测,它既可以定性检测,又可以定量检测,而且检测金的灵敏度较高,检测极限为0.02 mg/L,其技术性能满足回收处理的技术要求。
2.4 技术规范的编制
技术规范所涉及的内容较多,应对现场操作与技术管理的所有工艺技术与技术管理要求进行细致、准确的描述,包括工艺流程、工艺参数、设备操作、安全技术、工艺材料的管理、技术标准等。限于篇幅,在此仅对交换处理流量的控制,交换树脂吸附饱和程度的判断,树脂的更换操作,检测化验数据的统计分析等要点进行讨论。
交换处理流量的控制实际上是对交换处理的水流速度进行控制,其最终目的是保证良好的交换吸附效果和一定的回收处理能力。而影响交换吸附效果的因素较多,包括树脂对交换物质的吸附能力、工作温度、交换吸附物质的浓度、水流速率和化学环境等,但在其他客观条件一定的情况下,过快的水流速率将严重降低吸附效果,所以需要在具体工作条件下进行必要的工艺试验,以确定这一参数。需要注意的是,工艺试验的金浓度与化学环境(pH、游离配合物的浓度等)要与生产实际相仿,而且可以在同一试验中得出工作交换容量的数据,供吸附罐的设计使用。工作经验表明,水流速率低于0.2 m/h 就可以保证一定的吸附效果。这一流速是最大值,根据这一数据可明确操作工艺中的最大流量(即最大流速×吸附罐内部横截面积)。此外,工作流量的选择受回收处理效率与树脂吸附效果两方面的限制,而且这种限制在处理过程中是动态变化的,所以用原则性的说明来指导操作更为合适。流量控制应遵循下述原则:
(1)不大于工艺最大流量。
(2)在不影响生产的情况下,流量越低越好。
(3)源水金含量升高时,工作流量应降低。
(4)新更换的树脂可采用较高的工作流量,而树脂接近饱和时应尽量降低工作流量。
(5)I 号树脂交换罐穿漏后,要采用较低的工作流量进行回收处理。
(6)严格控制II 号树脂交换罐,以免出现穿漏。
为保证交换树脂具有较高的利用率,需要准确判断树脂的交换吸附饱和程度。理论上,树脂饱和吸附后便不再进行交换吸附,可以通过比较源水金含量与I 号检测口的金含量来判断树脂交换的饱和程度。将同时检测的I 号检测口金浓度除以源水金浓度所得到的商(范围在0~1 之间)称其为控制比。在实际工作中,通过严格监测II 号检测口的穿漏情况,再统计排放金废水中的金总量,并结合I 号树脂交换罐吸附金总量(工作树脂体积×工作交换容量)的分析,得出如下结论:当控制比为0.85时,树脂利用率达到最大,此时I 号树脂交换罐已接近吸附饱和。所以可以将控制比达到0.85 作为指导更换交换树脂时机的主要技术指标。
树脂更换涉及的主要问题有二:一是更换时机的选择,二是合理的更换方式。考虑到回收处理过程中问题的复杂性以及难以实现在线监测的实际问题,更换时机的确定仍然以原则性的要求来指导生产,有3 点要求:
(1)在正常操作条件下(严格按工艺要求操作),若II 号树脂交换罐出现穿漏现象,立即更换树脂。
(2)当控制比达到0.85时,应更换树脂。
(3)当回收处理的金总量超过单个交换罐吸附总量的1.5 倍时,应更换树脂。
更换方式主要是以充分利用交换树脂为原则,具体操作如下:将I 号位交换罐的树脂清空,将II 号位交换罐的树脂补充到I 号位,同时将购置的新树脂补充到II 号位。当然,也可以将II 号树脂交换罐转移到原I 号交换罐的位置,而将新树脂补充到清空后的原I 号交换罐内,以代替原II 号树脂交换罐。
检测化验数据的统计分析是回收系统技术管理的关键,应做好下面几项工作:
(1)每工作日定时化验源废水与I 号检测口的金含量,并在I 号交换罐穿漏以后的工作日,定时监测II 号检测口的污水排放,严防穿漏现象。
(2)完整记录3 个检测口的检测数据,并画出各项检测数据与控制比的变化曲线(可应用EXCEL 办公软件进行统计分析)。
(3)统计每工作日回收的金总量。
(4)根据检测与统计分析的相关数据,按管理程序要求申请树脂的更换。
(5)保存相关的检测与统计分析数据,为企业的金管控及分析回收系统的综合性能提供依据。
3 实际应用举例
在实际工作中,对一家电镀企业的金回收处理系统进行了如上所述的技术改进。目前,该项目已连续稳定运行了一年多,并进行了2 次树脂更换和焚烧熔化收集金。结果表明,回收的金量与统计的排放金总量相当接近,具有较好的经济效益。现简述如下。
3.1 回收系统配置状况
通过对企业镀金线生产排放金废水的了解与统计分析,按工艺流程配备的主要设备规格及型号如下:缓冲槽1 000 L,工作槽200 L(有效容积180 L),工作泵的额定流量为50 L/h,过滤柱采用石英砂作为过滤媒介,交换吸附罐的内径为360 mm,交换树脂工作容积为50 L,检测仪器是AAS9000 型原子吸收分光光度计。
3.2 第1 个回收周期的运行状况
在技术改造后第一个回收处理周期收集的技术数据资料如图2 所示。其中,包括了每个工作日检测的源水金含量、I 号检测口的金含量、控制比等3 项原始数据。变化趋势图可以反映出回收处理过程的变化规律,也可以从中分析计算出回收系统的一些性能指标,如吸附罐的交换容量、回收处理周期,还可通过数学分析统计出在控制比达到0.85 后,树脂处理能力的利用率已达到96%以上,而此时更换树脂系统运行效益也已达到最大。
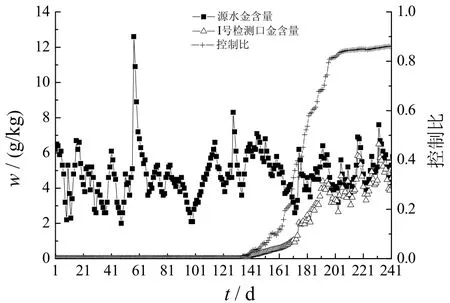
图2 第1 回收周期相关数据的变化趋势Figure 2 Variation trends of correlated data in the first recycling period
回收处理的树脂经焚烧熔化收集到金156.832 g,而由记录的原始排放废水数据统计的金总量为211.608 g,两者存在差异的原因应是I号吸附罐穿漏后,剩余的金被II 号吸附罐所回收。
3.3 第2 个回收周期的运行状况
在第一个回收周期结束后进行了树脂更换,系统进入了第二个回收处理周期的运行。第二个回收处理周期收集的技术数据资料如图3 所示。
第二回收周期的穿漏点与吸附饱和点(控制比达到0.85 的时间)比第一回收周期提前了相当一段时间,这是因为树脂的交换容量在第一回收周期有一定消耗。根据这一消耗量(可由实际排放总金量与交换系统第一运行周期实际回收金量的差值获得)与单一交换罐交换树脂的理论吸附金量的比值,可以确定交换罐设计中的运行周期有效利用率(η)。可以预见,从第二回收周期开始,树脂交换的运行将更具规律性。
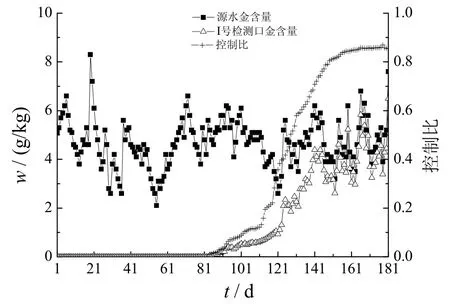
图3 第2 回收周期相关数据的变化趋势Figure 3 Variation trends of correlated data in the second recycling period
第二回收周期收集的金量为158.324 g,与此阶段排放废水的金总量(156.978 g)已相当接近。分析树脂交换运行的规律性可以给回收处理的生产管理与企业的金管控提供很好的技术支持。
4 结语
随着现代工业的不断发展,人类对自然资源的消耗迟早将会引发自然资源短缺。因此,自然资源的回收应引起足够的关注和重视。在电镀行业内,资源的回收利用技术已有一定基础,但无论是从技术的成熟性,还是从其应用价值角度来讲,都没有达到期望的效果。究其原因,是人们对这类技术的重视程度不够。但作为技术工作者,还是应从科学技术本身的发展因素中找原因。就树脂交换技术而言,它应算是典型的资源回收技术之一,发展历史也不短,但不能成熟地推广应用,说明还有许多技术工作与实际应用问题没有得到合理解决。因此,对于交换树脂,还有一些工作需要开展,如交换树脂选择性的提高,改善树脂对交换吸附工作条件的限制,找出影响树脂交换容量的因素和规律等。交换树脂实用再生技术可作为研究的课题。希望在不久的将来,资源回收技术的发展能有更大的突破。
[1]何炳林,黄文强.离子交换与吸附树脂[M].上海:上海科技教育出版社,1995.
[2]王方.离子交换树脂标准手册[M].北京:中国标准出版社,2003.
