E-Brite 50/50 无氰镀银工艺工程化应用
2014-11-25胡江华
胡江华
(中国电子科技集团公司第三十八研究所,安徽 合肥 230088)
银镀层因具有良好的钎焊性能和极佳的导电性,已广泛应用于电气和电子工业中。传统银镀液中含有大量氰化物,由于氰化物有剧毒,对工人健康和环境安全造成威胁,一直受到环保部门的高度关注,国家发改委在产业结构调整中一直将含氰电镀列为淘汰名录。
长期以来电镀工作者都有进行无氰电镀技术的研究和工程应用探索,并取得了一定的成果,如杜朝辉等[1]研究的以蛋氨酸为配位剂的无氰镀银工艺和杨培霞等[2]研究的以DMH(5,5−二甲基乙内酰脲)为配位剂的无氰镀银工艺,其镀层性能与氰化镀银相当。成旦红等[3]研究了双向脉冲无氰镀银工艺,镀层的抗变色性和耐蚀性较单脉冲及普通直流电镀均有明显提高。但总体而言,无氰镀银的工程化进程仍显得步履艰难。
本文对美国电化学产品公司(EPI)开发的E-Brite 50/50 无氰镀银工艺的工程化应用性能进行研究,探讨了该技术在批量使用方面的优缺点和使用过程中需要注意的问题。
1 E-Brite 50/50 镀液简介
E-Brite 无氰镀银液由 50%(体积分数,下同)E-Brite 50/50、5% E-Brite 50/51和45%去离子水组成。E-Brite 50/50为银含量约30 g/L 的银盐浓缩液,E-Brite 50/50 还充当Ag+的补充液,E-Brite 50/51为添加剂。配槽时对水质的要求较高,必须用去离子水,不能含有Cl−,否则Ag+会发生沉淀反应。其工艺流程与传统氰化镀银无明显区别,主要包括除油、酸洗、预浸银、无氰镀银等工序。
2 工艺参数的影响
2.1 电流密度
产品说明书介绍E-Brite 工艺在20°C 下的电流密度范围为0.5~1.6 A/dm2。在实际生产中,受零件形状复杂性和电镀过程中尖端效应的影响,实际使用的平均电流密度范围较窄,为0.3~0.6 A/dm2。电流密度过高时,零件边角处结晶粗糙,易烧焦。搅拌速率也对电流密度上限具有较大的影响。通过赫尔槽试验得出不同电流密度区域的银层外观,结果见表1。虽然0.2 A/dm2时试片无烧焦现象,但整体偏暗,亮度不够。

表1 不同电流密度下银层的外观Table 1 Appearance of silver coatings obtained at different current densities
2.2 溶液温度
适宜的温度为15~22°C。温度太高,镀层发黄;温度过低,允许的电流密度小,影响生产效率。
2.3 pH
镀层外观质量对溶液的pH 较为敏感,适宜的pH范围为8.9~9.4。pH 低于8.8时,镀层发灰、呈雾状,低电流密度区更严重;pH 过高则镀液稳定性下降,pH高于9.8时,镀液分解倾向明显。
3 镀液性能
3.1 均镀能力
以130 mm×55 mm 的紫铜片为基体,分别采用E-Brite 50/50 镀液和传统氰化镀银液(由30 g/L Ag+、100 g/L KCN和30 mL/L 光亮剂组成)进行电镀,施镀时间为40 min,分别取试片4 个边角和中心位置测定银层厚度,考察溶液的均镀能力,测试仪器为FISCHER X-RAY XDLM-C4PCB 测厚仪,结果列于表2。

表2 不同位置镀银层的厚度Table 2 Thicknesses of silver coatings at different areas
从表2 可知,E-Brite 工艺的均镀能力与氰化镀银之间存在一定的差距。
3.2 溶液中Ag+变化情况
在工程化生产的情况下对镀液中Ag+的质量浓度进行跟踪检测,结果见图1。
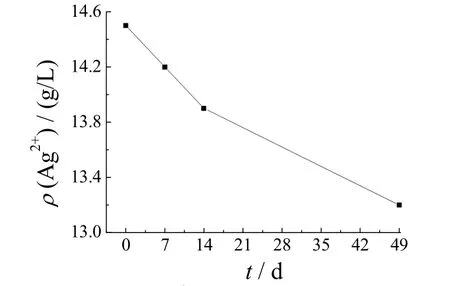
图1 镀液中Ag+含量随使用时间的变化Figure 1 Variation of Ag+ content in plating bath with the usage time
图1 中的使用时间包括施镀和存放时间(每天施镀6 h,双休日停镀),随使用时间延长,镀液中的Ag+含量变化较小,使用49 d 后,镀液Ag+含量为13.7 g/L,较初始时仅减小0.8 g/L。这是因为E-Brite 工艺的阳极为银板,电镀过程中阳极溶解可补充镀液消耗的银离子,阴阳极电流效率相当,使Ag+含量基本保持稳定,所以E-Brite 50/50 的补加量很小。
3.3 阳极钝化现象
采用赫尔槽试验分析镀银阳极的钝化情况,在恒流条件下,若电压随施镀时间延长而显著升高,则说明阳极发生钝化。结果表明,在空气搅拌条件下,阳极电流密度低于0.4 A/dm2时,无钝化现象;电流密度为0.6 A/dm2时,开始出现明显的钝化趋势,因此阳极面积要足够大,正常工作状态下阳极和阴极的面积之比应≥2∶1。
图2为0.8 A/dm2下的U–t 曲线。从图2 可知,起始电压为3.1 V,随施镀时间延长,电压明显上升,5 min时,电压在5.5 V 以上,阳极表面生成浅棕黑色膜,说明阳极出现严重的钝化现象。
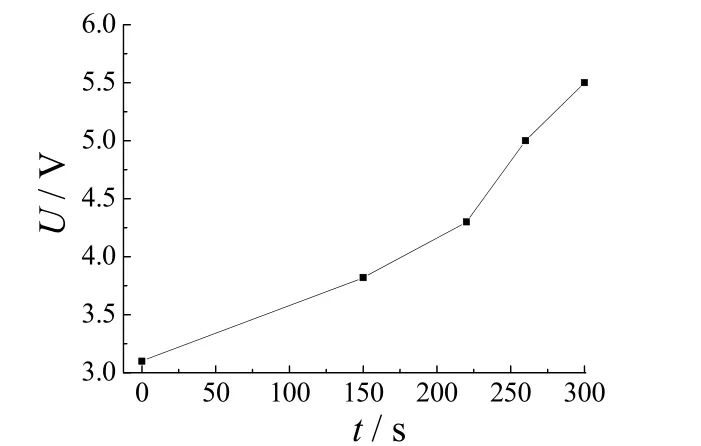
图2 阳极电流密度为0.8 A/dm2时的电压–时间曲线Figure 2 Voltage vs.time curves at a anodic current density of 0.8 A/dm2
4 镀层性能
4.1 镀层附着力
以紫铜为基体,浸银后采用E-Brite 无氰镀银,厚度约7 μm,数量20 件。参照GB/T 12307.2–1990《金属覆盖层 银和银合金电镀层试验方法 第二部分:结合强度试验》中的热震法测定镀层附着力,具体条件为:在(250 ± 10)°C 下保温30 min,取出后放入水中骤冷。20 件试片均未出现鼓泡现象,全部合格。
4.2 可焊性
测试件为直径1 mm 的铜丝,按照GJB 548B–2005《微电子器件试验方法和程序》中方法2003.1 进行可焊性测试。具体步骤为:将待测镀银铜丝浸入焊锡预先熔融的锡槽内,槽内温度为(245 ± 10)°C,铜丝浸没深度为13 mm,停留5~7 s 后,以25 mm/s 的速率取出,根据镀银层浸入表面被焊料浸润的情况评定可焊性。结果表明,银层的可焊性满足GJB 548B–2005 中4.5.1 的要求,即浸渍部分表面至少95%面积覆盖有连续的焊料层,针孔、空洞、孔隙、未浸润或脱浸润不超过总面积的5%。
4.3 耐蚀性
以50 mm×100 mm×1 mm 的紫铜片为基体,镀银层厚度7 μm,数量3 件。参照GJB 150.11–1986《军用设备环境试验方法 盐雾试验》进行中性盐雾试验,时间96 h,试验结束后观察试片,3 件均未出现腐蚀。
4.4 镀层微观形貌
委托中国科大结构分析中心采用扫描电镜观察镀层的表面微观状态,如图3 所示。
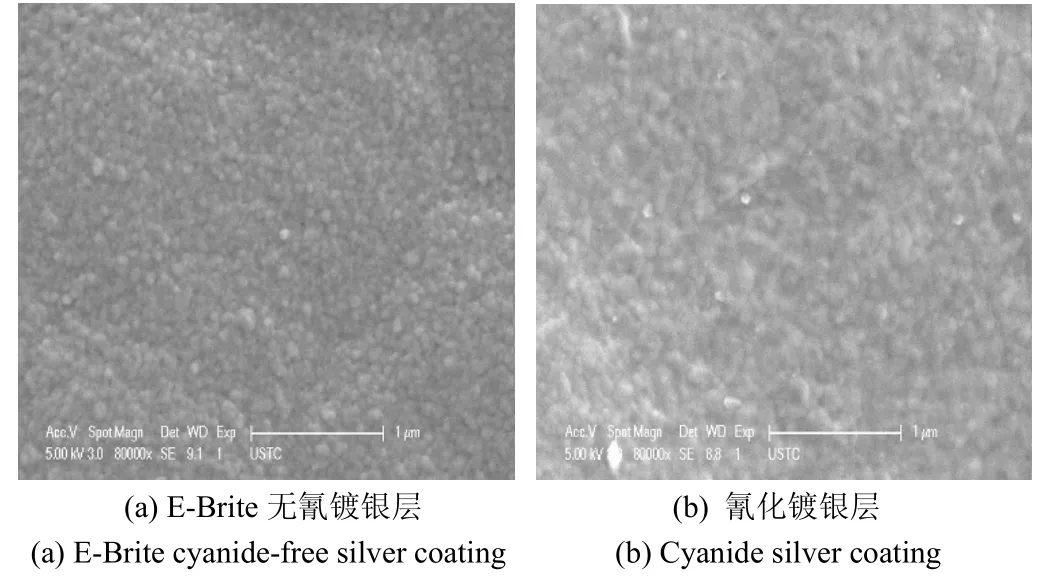
图3 不同镀银层的表面形貌Figure 3 Surface morphologies of different silver coatings
从图3 可看出,2种镀银层的结晶状态无明显差别。
5 结语
E-Brite 无氰镀银工艺具有一定的工程化应用价值,其突出优点是溶液的稳定性较高。在正确使用的前提下,镀层质量能满足绝大部分产品要求。但与传统氰化镀银相比,该工艺在某些方面还存在不足,如电流密度范围较窄,溶液的均镀能力相对较差,一些形状复杂、带有细深腔的零件或对镀层厚度均匀性要求很高的零件采用该工艺时会存在困难,必须借助辅助阳极、专用工装等特殊手段。
[1]杨培霞,赵彦彪,杨潇薇,等.无氰镀银溶液组成对镀层外观影响的研究[J].电镀与精饰,2011,33 (11):33-35.
[2]杜朝军,刘建连,谢英男,等.以蛋氨酸为配位剂的无氰镀银工艺研究[J].电镀与环保,2011,31 (1):15-18.
[3]成旦红,苏永堂,李科军,等.双向脉冲无氰镀银工艺研究[J].材料保护,2005,38 (7):21-24.
