铸铁件酸性电镀锌镍合金的操作要点
2014-11-25张菊香
张菊香
(上海大众汽车有限公司质保实验室,上海 201805)
铸铁以耐磨性好、成本低、工艺简单、生产效率高、消振性好、缺口敏感性低以及容易切削加工等优点,在汽车、航天、造船等行业得到广泛应用。但铸铁表面容易锈蚀,生锈后很难处理,装饰性差,需要通过后续处理来改善其表面性能。电镀可有效改善铸铁件的外观和耐腐蚀性能,已成为推广应用和研究的热点。
1 铸铁件的特殊性和电镀对策
与轧制、锻造钢等其他基材相比,铸铁件加工工艺特殊,结构复杂,电镀也相对困难。针对铸铁件的特殊性,采取的电镀对策是:
(1)铸铁件表面含碳量高,表面残留大量型砂或碳硅化合物,氢在碳上的过电位低,易析出而产生大量气泡[1],在给定电流下难以达到金属沉积的电位,镀层不易生长,因此铸铁件电镀锌镍合金只能选择电流效率高的酸性系统(酸性锌镍合金电流效率为90%左右,碱性锌镍合金仅在50%左右)。铸铁件的结构一般比较复杂,因此也要采用分散性强和覆盖能力好的电镀溶液。
(2)铸铁基材结构疏松,多孔,存在大量砂眼和缩孔,表面粗糙,凹凸不平,因此微观电镀表面积比宏观面积大很多,导致实际电流密度比表观电流密度小得多,因此不仅要采用酸性电镀体系,起始电流也应比其他钢基材大1~2 倍。通过大电流冲击瞬间激活表面,才能使疏松表面被致密镀层覆盖[2]。
(3)铸铁件表面在高温铸造过程中会形成一层不导电的氧化膜,阻碍锌镍合金镀层生长。因此电镀之前必须彻底去除表面的氧化皮。铸铁件的一般加工过程为:铸造─抛丸─机加工。抛丸是铸铁件电镀的重要处理步骤,主要利用喷砂机械打击表面,不仅可去除氧化皮,而且使浇铸时形成的高碳层脱落,造成微观粗糙,有利于提高镀层结合力,因此抛丸的质量直接影响铸铁件的电镀质量。
(4)在加工过程中,铸铁件表面会残留大量的油脂、润滑油和冷冻剂,以及来自铸模的残留物,喷砂残留的砂粒和铁屑在储存过程中受外界影响会生成氧化膜等不溶性污染物,而且铸铁表面本身就存在大量石墨,因此铸铁件需要通过特殊的酸洗和超声波清洗等前处理工序,才能形成洁净、均匀润湿、导电性好、容易电镀的表面。
2 铸铁件电镀工艺
目前铸铁件较多采用工艺和设备相对简单的酸性镀锌工艺,但镀锌层防腐能力较差,不能满足汽车等行业的高耐蚀性要求,锌镍合金镀层虽然可大大提高耐腐蚀性能,但由于酸性电镀锌镍合金工艺比较复杂,过程控制比较困难,一直难以大规模推广应用。近年来,随着化学和机械制造工艺的快速发展,铸铁件酸性电镀锌镍合金工艺性能大大提升,生产过程控制也日益成熟,成了这几年的研究热点,并逐渐大规模推广。
铸铁件电镀锌镍合金主要有2 种方式:酸性镀锌+碱性电镀锌镍合金,或直接酸性电镀锌镍合金。前者为了解决铸件不能直接碱性电镀的问题,采用酸性镀锌打底,但在冷热交替的情况下,双镀层之间结合力不好,容易脱落,并且工艺过程更复杂,厚度、镍含量等质量控制风险较大。不同电镀工艺的特点见表1。
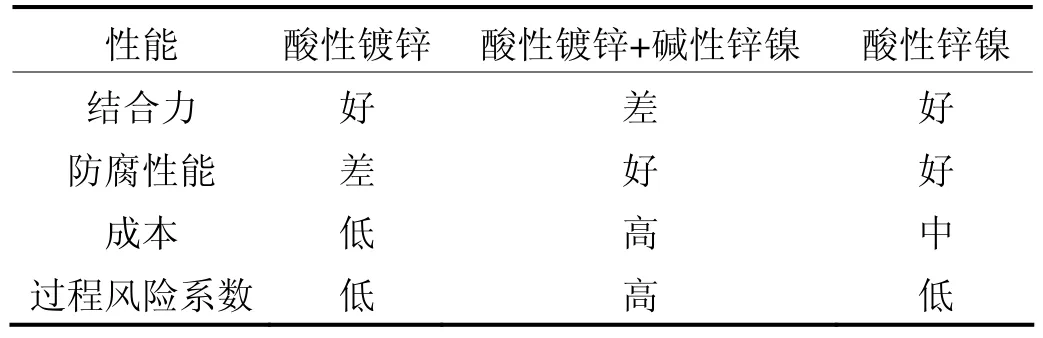
表1 铸铁件不同电镀工艺比较Table 1 Comparison of different electroplating processes for iron casting
3 酸洗电镀锌镍合金工艺
3.1 工艺流程
超声波清洗─水洗─热浸除油─水洗─酸洗─水洗─超声波清洗─水洗─电解除油─水洗─40%(体积分数)盐酸活化─水洗─电镀─水洗─2%(体积分数)硝酸出光─水洗─钝化─水洗─封闭─流平─干燥。
3.2 镀前处理
3.2.1 超声波清洗
铸铁组织结构疏松、孔隙率高,表面残留的灰尘、砂粒等不溶性的污染物通过一般的清洗方式难以彻底清除。超声波清洗利用强大的冲击波能渗透到工件表面孔隙里,使铸铁件表面彻底清洗干净[3]。如图1a 和图1b 所示,经超声波清洗后,铸铁件表面较为洁净。
3.2.2 热浸除油
热浸除油直接决定了铸铁件前处理和电镀的成败,因为酸和水都与油脂表面不相容,除油不彻底不仅会导致后续酸洗失败,而且会形成不均匀的润湿表面,造成电镀缺陷。如何评价铸铁件粗糙表面热浸除油的效果也是比较困难的,一般可以通过评价锈蚀的办法来判断。评判方法和步骤为:(1)热浸除油后,把零件从挂具上取下,完全浸于水中清洗;(2)对清洗后的工件进行酸洗,再超声波清洗;(3)将工件置于空气中30 min,检测锈蚀情况。如图2 所示,铸铁件表面锈蚀均匀表示除油比较彻底。经过有效的除油工序后,铸铁件表面形成了如图1c 中所示均匀的可润湿表面。影响除油效果的主要因素有温度、时间、搅拌、碱含量以及表面活性剂。温度太低、时间太短、搅拌不充分、表面活性剂含量太低等都会导致除油不彻底。碱一般选用微量NaOH,含量太低时除油不彻底,含量太高又会破坏基材,影响电镀质量。

图1 铸铁件前处理示意图Figure 1 Schematic diagram for pretreatment of iron casting
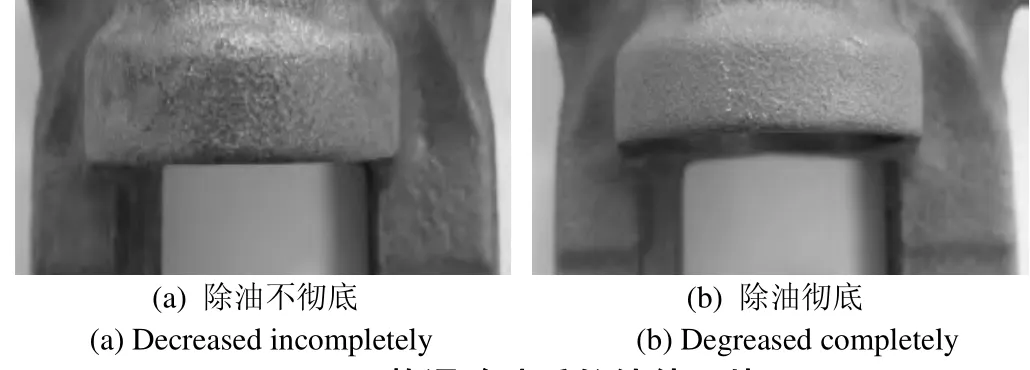
图2 热浸除油后的铸件照片Figure 2 Photos of iron casting after hot-dip degreasing
3.2.3 酸洗
酸洗是保证镀层结合力良好的关键,从图1d 中可以看出,其主要作用有4 点:(1)去除铸件表面的氧化皮和锈蚀;(2)去除表面加工后残留的铁屑;(3)腐蚀掉一部分铁基体,使碳粒露出表面,便于后续碳粒脱落;(4)使表面的微孔由闭孔状态转化为开孔状态,便于后续清洗和电镀。酸洗一般采用稀盐酸,时间为5~10 min。时间太短,达不到酸洗的效果;时间太长,表面会裸露太多的碳,影响电镀质量。
3.2.4 超声波清洗
酸洗后,铸铁表面残留了大量碳粒和石墨,会降低氢的过电位,导致大量析氢,阻碍金属沉积,因此必须去除表面的碳。如图1e 所示,利用超声波振荡清洗(非化学过程),使表面碳粒、石墨脱落,露出可电镀的金属表面。超声波频率一般为25~40 kHz/min,频率过高或过低都会影响脱碳效果。经超声波清洗和未经超声波清洗的表面明显不同,如图3 所示。未超声波清洗的表面比较黑,可能是由于表面存在大量黑色碳粒和石墨,而经过超声波清洗的表面呈金属光泽。超声波清洗是铸铁件前处理必须采用也是最为重要的工序之一,直接决定了铸铁件电镀的成败。

图3 超声波清洗对铸件表面状态的影响Figure 3 Influence of ultrasonic cleaning on surface state of iron casting
3.2.5 电解除油
电解除油是为了进一步清洁铸铁件表面,特别是彻底去除前面工序没有溶解的细小杂质颗粒,使之形成如图1f 所示的更加均匀、润湿的表面,以提高镀层的结合力。铸铁件一般采用阴极电解除油,清洗剂采用碱性螯合物,对电极一般为低碳钢,电流约5.5 A/dm2。应注意控制阴极电解除油的时间和电流,避免发生氢脆而影响铸铁件强度。
3.3 电镀
铸铁件酸性电镀锌镍合金主要有硫酸盐体系和氯化物体系,氯化物电镀体系具有导电性好、分散性好、电流效率高、沉积速率快、氢脆性低、光亮度好、易实现常温操作等优点而研究得较多[4-5]。目前投入实际生产的电镀生产线也大都采用氯化物体系。电镀设备方面,与碱性电镀锌镍合金相比,酸性电镀锌镍合金更加复杂。如图4 所示,碱性电镀锌镍合金一般采用锌阳极,镍通过溶液添加,而酸性电镀锌镍合金一般采用两组可溶性阳极,即锌阳极和镍阳极,二者的面积比一般为(4∶1)~(8∶1),并采用2 个整流器,电流比一般也为(4∶1)~(8∶1)。建议的镀液体系为:KCl 210~250 g/L,ZnCl240~70 g/L,NiCl2·6H2O 90~120 g/L,H3BO320~30 g/L,配位剂、光亮剂和缓蚀剂适量。

图4 酸性电镀锌镍合金系统的阳极与电源配置Figure 4 Anode and power source for acid zinc–nickel alloy electroplating system
3.4 后处理
铸铁件电镀后一般选用稀硝酸(约3%)进行化学抛光,可提高镀层光亮度和平整度,改善钝化膜外观和牢固度。铸铁件表面为多孔结构,孔内极易残留酸碱溶液,不仅造成镀层发黑、发暗,而且会大大降低镀层的耐腐蚀性能,因此铸铁件的镀后清洗非常重要。一般采用热水和冷水交替清洗2~3 次,再进行钝化处理。热水清洗时,可使渗入铸铁孔隙内的镀液因受热膨胀而溢出,用冷水清洗时恰好相反,即冷水进入孔隙内,可防止表面泛白。注意热水清洗的水温不能过高,一般为80°C;时间不能太长,一般为1~2 min,否则会使镀层表面生成氧化膜,第一个热水槽容易受电镀液污染,必须经常更换。与其他基材电镀锌镍合金一样,镀层必须经过钝化和封闭处理,以提高防腐性能,改善外观,并获得均匀的银色、黑色等不同颜色和光泽。
3.5 常见故障的原因及对策
3.5.1 镀层黑斑
(1)前处理不干净,微孔内残留的油等污染物在烘干后渗出,污染了镀层,应加强前处理。
(2)钝化液有杂质,应去除杂质或更换钝化液。(3)电镀液有杂质,应加强镀液维护。
(4)电镀后清洗不充分,镀液残留在孔洞中,在一定湿度下残液迁移到表面,腐蚀镀层而产生黑斑。应加强电镀后清洗。
3.5.2 镀层发暗
(1)钝化时间太长,应缩短钝化时间。
(2)电镀后热水清洗时间太长,应选择适当的清洗时间。
(3)添加剂不足,应补充添加剂。
3.5.3 镀层有针孔、麻点
(1)基材表面孔洞太多,导致基材太粗糙,应改善铸造工艺。
(2)基材抛丸不良,应调整抛丸压力、时间等参数及丸粒的材料、尺寸和硬度。
(3)前处理不干净,表面存在污染物或石墨,应加强前处理。
(4)镀液中含有固体杂质,应加强镀液的过滤处理。
3.5.4 镀层鼓泡、起皮
(1)基材前处理不彻底,表面残留氧化膜、石墨等杂质,应加强前处理工序。
(2)电镀后清洗温度不合理,过度热胀冷缩,应选择合适的冷热水清洗温度。
(3)酸洗液浓度过高,或者阴极电解时间太长,电流太大,导致前处理析氢严重,电镀后烘干时气体膨胀,形成气泡。应适当降低酸洗浓度,调整阴极电解的时间和电流。
(4)镀槽中有机物等杂质多,应加强镀液维护。
3.5.5 镀层局部不上镀
(1)零件结构太复杂,或挂具设计不合理,工件局部形成电流盲区。应调整挂具,优化结构设计。
(2)初始电流密度太小,应适当提高初始电流密度。
(3)前处理不当,表面有油污、石墨、氧化皮残留,导致无法形成镀层,应加强除油、酸洗、超声波清洗工序。
3.5.6 镀层脆性大
(1)镀层镍含量太高,应调整阳极面积和电流密度比例。
(2)镀液中有机杂质多,应去除镀液中的杂质。
(3)镀液温度过高,应适当降低镀液温度。
4 结语
铸铁件电镀虽然难度较大,工艺相对复杂,生产过程问题多,但通过采用自动化的控制设备,加强每道工艺的过程控制,便可实现稳定的批量化生产。国内的铸铁件酸性锌镍合金工艺虽然研究得较早[6-7],但实际应用进展比较缓慢。近年来随着汽车工业的发展,酸性锌镍合金大规模地应用于汽车制动钳,出现了一些自动化程度较高的锌镍合金电镀线,但其技术仍被国外镀液厂商垄断,成本较高,因此国内电镀厂商需要不断研究国产电镀锌镍合金工艺的实用性,通过优化镀液体系,提高国产电镀设备的自动化程度,以提高质量稳定性,降低生产成本。
[1]郑瑞庭.铸铁件电镀工艺的改进[J].电镀与涂饰,2004,23 (2):56-57.
[2]王文忠.铸铁件电镀工艺的选择[J].材料保护,1996,29 (9):32.
[3]李文红,关国栋.铸铁件镀前处理工艺的研究[J].电镀与环保,2012,32 (2):49-50.
[4]苌清华,陈峰,陈艳芳.镀液中镍锌含量比对酸性液电镀Zn–Ni 合金的影响[J].热加工工艺,2009,38 (12):99-100,103.
[5]曹浪,左正忠,田志斌,等.电镀锌镍合金的研究现状与展望[J].材料保护,2010,43 (4):33-37,50.
[6]李华锋,周晓荣,柳立名,等.弱酸性电镀光亮锌镍合金的研究[J].电镀与涂饰,1999,18 (1):8-12,39.
[7]黄巍,黄逢春,丁晓林,等.弱酸性无铵锌镍合金电镀工艺的研究[J].材料保护,2005,38 (9):25-27.
