螺旋桨随边切割工艺研究
2014-11-25孙小明张洪博刘贵斌
孙小明,张洪博,刘贵斌
(天津新港船舶重工有限责任公司,天津 300456)
螺旋桨随边切割工艺研究
孙小明,张洪博,刘贵斌
(天津新港船舶重工有限责任公司,天津 300456)
文章针对某船螺旋桨随边切割改造的实际工程,简述了船机桨匹配理论,并对具体工艺进行论述,为此类修理改造工程提供了参考。
螺旋桨;随边切割;螺距角;匹配
船舶在营运一段时间后,随着海水腐蚀和生物附着等多方面作用,会出现船体表面粗糙度增大和污底现象,这些都会使航行阻力变大。加之主机长期运转机件磨损导致难以发出标定功率,进而影响到船机桨最佳匹配点,导致柴油机负载过重而工况较差,运营油耗增加甚至发生喘振等机损事故[1]。某沿海货船主机持续出现转速下降、排气高温、出力不足及阀面烧蚀等故障。多次修理机器而未见好转之后,管理人员考虑主机负载过重问题,遂采纳设计院建议采用螺旋桨边缘切割的方法,通过减小推进负荷改善主机的运行工况。
1 船机桨配合原理简述

2 故障简要分析
民船在运营过程中,船体摩擦阻力将显著增大而主机长期运转后各部件磨损会降低其出力,两者共同作用使得配合工况渐渐偏离设计时的最佳值从而产生“桨重”的情况。通常生物和机械作用使船体表面粗糙度变大,若保持船速不变为克服污底效应增加的阻力则桨的负荷增大。此过程如图1所示,污底阻力增大可等效为船舶重载航行,曲线1A为螺旋桨设计推进特性线,2B为桨重载推进特性线,直线3BA为柴油机负荷特性曲线。
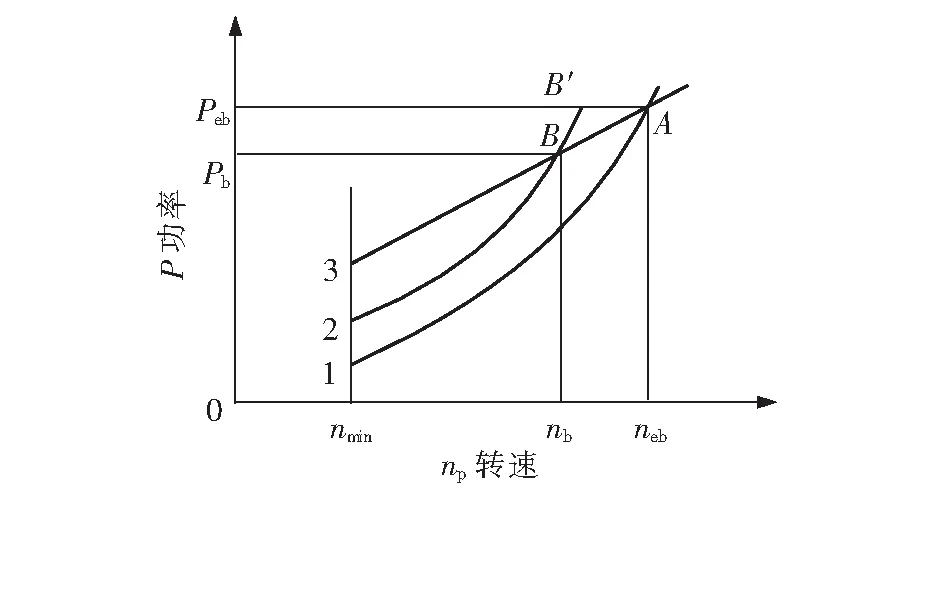
图1 污底时机桨配合推进特性曲线
重载航行时定距桨推进特性曲线变陡,由1A变成2B(平衡点为B)。此时若保持转速不变则主机发出功率要增大,同时桨的转速系数下降。桨的扭矩超过标定值同时反作用于主机使其在重载下运转,不仅桨转速降低出现桨效下降,而且主机由于转速降低不能发出额定功率而偏离了设计工况点,排气高温、喘振甚至阀面烧蚀等问题也都随之出现。主机出力不足又将加重机桨配合工况的失调,如此恶性循环将加大“桨重”现象,严重影响船舶营运的经济性和可靠性。
3 随边切割工艺探讨
对于工况变化或者初始设计缺陷导致的船机桨匹配失调引起的“桨重”问题,在实际修理工程中一般对定距桨采用切削桨叶工艺来改善。切割桨叶通过改善桨叶剖面的水动力特性使其更适合新的机桨配合工况,直观上理解就是桨叶面积减少从而降低推力,从结构上讲即桨叶剖面的攻角和螺距减小而降低桨的推力和转矩,从而减小主机的负荷。
螺旋桨切削通常有2种方式:削边和减小直径,通常对于中低速船采用削边工艺,因为切割桨叶直径将会明显影响到推进效率[3]。切边由于直径不变从而推进效率不会显著降低,但盘面比变小会造成其空泡裕度降低而增大剥蚀的概率,此情况应在设计时慎重考虑。
通过图纸分析和现场勘查得知,本桨自0.6R到叶梢处为弓形剖面,故只有切割随边才能明显改善实效螺距。此时应注意切割随边时弦长相应减小使得桨叶剖面拱度增加,螺距角会相应增大。而同时后剖面鼻尾线位置改变,会导致此处的拱度和螺距角相应减小,相关研究表明切削随边时总的效果是将螺距角减小[4]。通过设计院分析计算可知,按目前0.7R半径处的削边情况调整螺距角约1°,总的效果减小螺距量约5%。
螺旋桨随边切割大致工艺过程如下。
1)对桨叶进行着色探伤,若发现问题及时修补;并对桨叶作静平衡试验,将试验结果记录下来;对切割前桨叶螺距进行测量。
2)用螺距规在桨叶正面将0.2R、0.4R、0.5R、0.7R、0.8R、0.9R、1.0R的圆弧线描绘出来。
3)根据图2所示,以随边为起点在各圆弧线上量出相应距离并用冲眼打出标记,光顺连接7个标记点即得到桨叶的切割线。
4)参考切割线画法,根据图2所示画出磨削起始线。
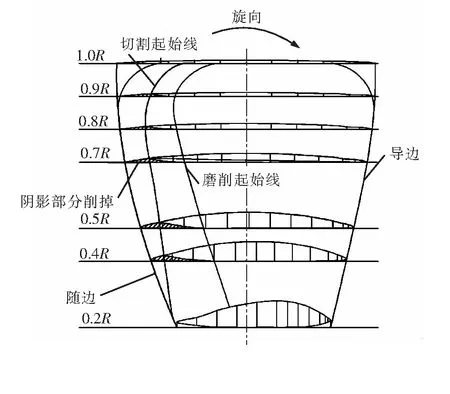
图2 桨叶切割磨削示意图
5)采用等离子切割沿着各个桨叶的切割线对随边切削,然后根据磨削起始线用砂轮或风铲将切割形成的茬口磨成原边的厚度。
6)用螺距规测量切割磨削完成后的桨叶螺距,若测量结果严重失准则对螺距进行调整。
7)磨削工作完成后要对桨进行静平衡试验。
此工艺关键要注意以下3点:首先在切割作业之前应由设计院仔细核算切割后的空泡腐蚀裕量,在设计阶段避免由于切随边导致空泡腐蚀现象的发生;其次切割之后用砂轮将桨叶边缘修铲成60°倒角而后按流线型光顺,对于随边切割一定要让倒角方向成尾翘以免影响其水动力特性;再次要保证桨叶切割磨削完成后各个桨叶的重量基本一致,以保证运转时的平衡。在切割之前进行静平衡试验以得到桨叶重量的分布情况,并尽量保证各个桨叶切割及磨削下的重量相同以保证桨叶的平衡,在切削之前记录各桨叶随边的厚度作为磨削量的参考。各个切割的部分及磨削的铜粉(如图3阴影所示)要收集并称重,对于切割之前较重的桨叶要酌情多削去一部分,此外还要边磨削边进行静平衡试验直至各个桨叶重量基本一致。
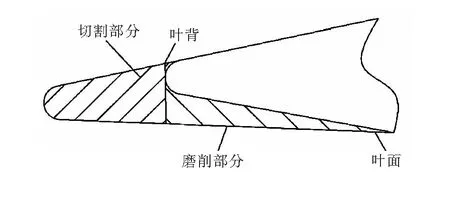
图3 叶面切削部分示意图
桨叶经改造后回装并进行码头系泊试验和试航,主机过载的情况明显改善,在同样转速下油门明显减小,没有再发生排气高温、增压器喘振和阀面烧蚀的故障。
4 结束语
多方面的原因都能引起主机过载故障,轮机管理者往往从机器本身寻找原因,而忽略船-机-桨配合由于工况变化可能出现失调。作为一种简单实用的方法,切削桨叶随边能够明显改善推进工况,从而使船机桨三者达到新的合理工况配合点,对船舶动力和运营经济性改善有显著的影响。
[1] 欧礼坚.采用螺旋桨削边技术解决增压器喘振的探讨与实践[J].中国修船,2005(6):9-10.
[2] 陈绍刚.轮机工程手册[M]. 北京:人民交通出版社,1993.
[3] 张洪村.现有船舶螺旋桨切割节能技术研究[D]. 大连:大连海事大学,2010.
[4] 曹梅亮.切割桨叶随边以适应船-机-桨匹配[J].上海交通大学学报,2001(1):148-151.
Aiming at the actual project of propeller edge-cutting,the thesis summarizes the theory of match between power and revolution,discussing the specific process,which provides reference of maintaining projects of the same kinds.
propeller;edge-cut;pitch angle;match
孙小明(1985-),男,天津人,工程师,硕士,主要从事船舶轮机设计和修理工作。
U672
10.13352/j.issn.1001-8328.2014.01.013
2013-11-29