磷变质高硅铝合金重力浇注发动机缸套的研究
2014-11-24长城汽车股份有限公司顺平分公司河北保定072250周永进吴艳生
长城汽车股份有限公司顺平分公司(河北保定 072250)周永进 吴艳生 高 磊
高硅铝合金材料具有优越的摩擦性能,可作为先进的轻质耐磨材料,在各类交通运输工具动力机械、机床及特殊紧固件中得到了广泛的应用。如何开发这一先进的摩擦材料,一直是世界各国材料科学家奋斗的目标。通过世界各国科学家试验,发现高硅铝合金缸套的摩擦性能优于铸铁缸套,德国、英国、美国、日本等技术强国率先开发了高硅铝合金缸套。但国外大多采用喷射沉积技术制备高硅铝合金材料,然后再通过挤压的方式把高硅铝合金材料挤压成管材,最后通过对管材切割、加工等方式得到高硅铝合金缸套。
为了寻求一种捷径,国内各研究院所都在研究通过变质细化硅颗粒的方式制备高硅铝合金材料,然后通过传统的重力铸造或离心铸造的方式生产铝合金缸套。我们此次试验研究就是通过验证磷-稀土-铝钛硼变质处理后的高硅铝合金试验性能,并通过重力浇注方式铸造铝合金缸套,进而验证其铸造性能与加工性能。
1.试验过程与方法
(1)高硅铝合金及缸套制备 此次试验材料采用的是保定立中集团的ALSI24中间合金,试验过程首先通过200kg熔化炉熔炼ALSI24中间合金,然后添加铜、铁、镁、稀土、铝、钛、硼等,以提高合金中相关元素含量,最终形成的合金化学成分见表1。

表1 合金化学成分(质量分数) (%)
在合金制备过程中,由于磷变质剂的密度小于铝液的密度,同时磷又是极其容易燃烧的物质,所以为了使过程中磷变质剂能充分地与铝液接触并对铝液变质,过程采用铁丝网罩住磷变质剂压入铝液中。变质处理2h后,把铝液温度降到740℃进行扒渣、除气20min,然后进行浇注。
缸套浇注完成后,通过T6热处理,然后进行机加工,最后通过力劲30MN压铸机进行高硅铝合金缸体压铸生产(见图1)。

图1
(2)性能检验 ①通过对铝液浇注试棒,测量高硅铝合金抗拉强度、伸长率、硬度等指标。②通过高倍显微镜观察高硅铝合金的金相组织。③通过日本TP汽车活塞环有限公司型号为RFT-70-1的摩擦试验机模拟高硅铝合金缸套和活塞环的摩擦状态,摩擦试验活塞环用表面渗氮的钢柱代替,铝合金缸套用条形样块代替,铝合金缸套对比样块选择HT250材质长条样块。摩擦试验初始阶段,首先把铝合金摩擦样块用无水酒精清洗,然后装入固定卡槽内(见图2)。所有工作准备好后,先在摩擦副上加载荷20N,摩擦往复频率设为100Hz,试摩擦过程中按0.018mL/min进行机油润滑,待摩擦稳定后,载荷增加到100N,频率增加到600Hz进行1h摩擦。

图2
2.材料试验性能结果及分析
(1)力学性能 测试结果见表2,从数据上可以看出此种高硅铝合金热处理后硬度变化不大,但比铸铁缸套材料(90~110HBW)的硬度高,材料的抗拉强度明显升高,伸长率降低,同时在对缸套外形加工时还发现缸套特别硬、脆。这主要是由于热处理后,初晶硅在合金组织中的大小及结构发生变化,因此如何控制温度,防止热处理过程中初晶硅颗粒的变化将成为研究重点。

表2
(2)金相组织 通过对比高硅铝合金材料磷变质前后的金相发现,变质前合金中初晶硅颗粒呈有棱角的立方体结构,大小在200μm左右,但通过磷变质后,初晶硅颗粒大小降到20~30μm,且初晶硅颗粒外形也变得圆滑。从金相中还发现共晶硅变质效果不好,说明磷变质剂对共晶硅变质作用很小。通过T6热处理后,从热处理后金相组织中还发现初晶硅颗粒有长大和聚集现象,主要是由于初晶硅在温度过高时,随着固溶时间延长其晶枝逐渐长大,最终形成聚集现象,如图3所示。
(3)摩擦效果 通过粗糙度仪对摩擦样块进行测量,结果见表3。
从摩擦数据上可以看出,高硅铝合金与渗氮钢之间的摩擦因数相对渗氮钢与铸铁250之间的摩擦因数小,这主要是由于高硅铝合金中的硅颗粒具有耐磨和自润滑作用,导致摩擦副之间的摩擦力变小。但高硅铝合金中硅颗粒相对铸铁较硬,导致缸套和活塞环样块的磨损量较大,因此为了降低磨损量,活塞环需要重新选材配置。
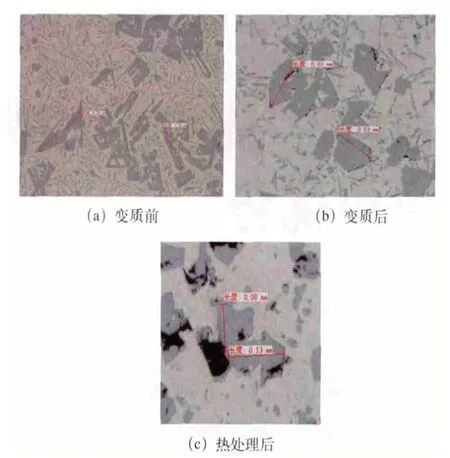
图3 金相组织

表3
(4)其他 在对压铸成形的铝合金缸套缸体剖切后,发现铝合金缸套与缸体基体之间并没完全融合,而是出现两张皮的现象,由此可知模具内铝液的温度并不能使缸套熔化,表明铝合金缸套能像铸铁缸套那样通过压铸工艺实现缸体生产。
3.结语
(1)磷+稀土+铝钛硼对高硅铝合金初晶硅细化效果明显,但对共晶硅变质效果并不佳。
(2)T6热处理过长的固溶时间和过高的固溶温度能使高硅铝合金中初晶硅变大,同时会出现初晶硅的偏聚现象。
(3)高硅铝合金中粗大的初晶硅颗粒影响材料的加工性能。
(4)渗氮处理的钢制活塞环不能满足高硅铝合金缸套的摩擦要求,需重新选择活塞环材料与之匹配。
