ADI在发动机曲轴生产中的开发应用
2014-11-24滨州海得曲轴有限责任公司山东256600王守河屈厚余
滨州海得曲轴有限责任公司 (山东 256600)王守河 张 东 屈厚余
奥铁球铁,国内习惯称奥贝球铁,国外称之为ADI(Austemperrd Ductile Iron),是球墨铸铁经奥氏体等温淬火处理后获得的,强度和伸长率不仅远超过普通球墨铸铁,也超过调质钢和渗碳钢。作为一新材料、新工艺,其独特的工艺特点、良好的力学性能和可加工性及低廉的制造成本,用于内燃机曲轴的生产,具有非常广阔的市场。
一、ADI曲轴毛坯铸件化学成分
为保证ADI曲轴力学性能的稳定性,对曲轴铸造用原材料进行适当控制,在普通球墨铸铁曲轴所用原材料基础上使铁液S、P含量降低。有两种方式:其一,全部优质废钢+合金配比+增碳剂;其二,50%优质生铁+50%优质废钢+合金配比+增碳剂。所得铁液化学成分按表1控制。

表1 铁液化学成分(质量分数) (%)
严格控制S含量,以减少铸件产生气孔、缩松倾向;严格控制P含量,以减小铸件低温脆性之倾向。以是否在铁液中加入Mo等合金元素,ADI可分为合金化型与非合金化型。为控制铸件制造成本并经多次对比试验,综合确定采用非合金化型。
二、ADI曲轴毛坯铸造工艺选择及浇注过程质量控制
目前,比较常用的曲轴毛坯铸造工艺有壳型铸造、铁模覆砂造型、树脂砂造型、潮模砂造型等,其中壳型铸造与铁模覆砂造型工艺由于其工艺稳定性好、冷却速度快、铸件外观光滑细腻且缺陷少、球化稳定性及石墨大小得到显著改善,尤其是铸件内部产生缩松、气孔、夹渣等常见铸造缺陷的倾向大幅减少,从而可得到优质的曲轴毛坯铸件。
壳型铸造与铁模覆砂铸造工艺均适于曲轴毛坯多品种大批量生产。单件曲轴毛坯重量在20kg以下时用壳型铸造工艺优势较大,而在20kg以上时用铁模覆砂造型工艺更容易控制毛坯质量。
这两种铸造工艺浇注过程质量控制基本相同:生铁、废钢、合金材料、增碳剂、球化剂等原料来源及质量稳定;壳型/铁型需及时、定期更换;炉前工艺参数的严格控制;现场操作人员的综合素质保证;技术人员的跟踪、分析、改进等。在ADI曲轴开发研究过程中对该两种铸造工艺生产的毛坯都进行了验证。
目前国内对这两种铸造工艺掌握较好的生产厂家,大批量生产的曲轴毛坯铸造内外综合废品率能够控制在3%以内,曲轴毛坯铸件的铸态金相及力学性能可达到表2指标。

表2 壳型铸造/铁模覆砂造型铸态金相及力学性能指标
三、ADI曲轴金相组织力学性能要求及等温淬火工艺参数确定
1.ADI曲轴金相组织及力学性能要求
参照GB/T24733—2009《等温淬火球墨铸铁件》标准,适于用来生产曲轴的ADI牌号及相关的力学性能最小值见表3。其中,重点选择QTD800-10和QTD1050-6两个牌号进行试验研究。

表3 单铸或附铸试块的力学性能
2.曲轴毛坯等温淬火工艺确定
根据拟选ADI牌号QTD800-10和QTD1050-6金相组织及力学性能要求并经过多次对比试验后,确定采用的等温淬火工艺分两个阶段。第一阶段,铸件高温石墨化退火:890~930℃,保温2.5h,随炉冷却,得到95%以上铁素体组织,这一阶段的主要目的是消除铸件铸态组织中存在的渗碳体;第二阶段,等温淬火工艺:奥氏体化温度880~920℃,保温2h,等温温度370~390℃,保温2h。
随着铁模、壳型铸造技术的推广应用以及铸造工艺的日臻完善,铸态游离渗碳体和磷共晶体完全可控制在3%以下,直接进行高温奥氏体化后等温淬火,工艺曲线如图1所示。
将均匀奥氏体化保温后的铸件毛坯迅速转入等温转变的盐浴炉,以避免产生珠光体。在等温转变的过程中,使针状铁素体形成、长大,更多的碳扩散到临近的奥氏体中,获得高碳(1.6%~2.4%)奥氏体和针状铁素体的混合组织,其具有高的强韧性及优良的耐磨性,这是所期望的ADI组织,而不是奥氏体+贝氏体。

图1 球墨铸铁奥氏体等温淬火工艺曲线
3.等温淬火工艺验证
将经等温淬火处理的两型号曲轴,从平衡铁部位取样作金相分析、力学性能检测,结果见表4。其基体组织是类似贝氏体的针状铁素体和奥氏体。

表4 Ⅰ型曲轴QTD800-10和Ⅱ型曲轴QTD1050-6试验数据

图2 Ⅰ-1型曲轴QTD800-10
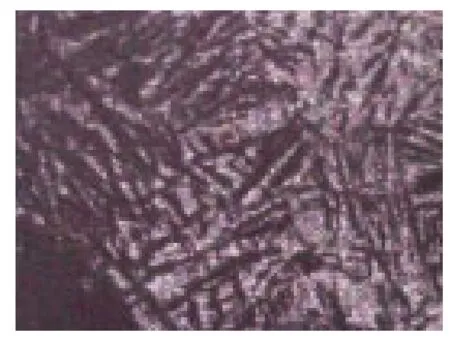
图3 Ⅰ-2型曲轴QTD800-10

图4 Ⅱ-1型曲轴QTD1050-6

图5 Ⅱ-2型曲轴QTD1050-6
四、ADI曲轴基体硬度及机加工工艺特点
1.ADI曲轴基体硬度特点
ADI曲轴基体硬度可达30~35HRC,因此曲轴轴颈不需再进行任何表面强化处理,其轴颈表面耐磨性较珠光体基体球墨铸铁曲轴的耐磨性有显著提高,尤其是曲轴经圆角滚压后,轴颈表面与滚压支撑轮在高接触应力作用下使其表面粗糙度及表层硬度得到进一步改善,这对于经过精加工以后再进行圆角滚压的曲轴效果特别好。资料表明,基体硬度30~35HRC的ADI曲轴轴颈表面耐磨性与经轴颈表面中频感应淬火的珠光体球墨铸铁曲轴45~50HRC的轴颈表面耐磨性相当,该工艺已在美国联合收割机增压机型上得到应用和推广。
2.ADI曲轴机加工工艺特点
ADI曲轴基体硬度一般控制在30~35HRC,较普通珠光体球墨铸铁曲轴基体硬度高。开发中经等温淬火后曲轴基体硬度多集中在305~332HBW,较普通珠光体球墨铸铁曲轴基体硬度250~300HBW高出50HBW,加工中曲轴磨削过程与普通珠光体球墨铸铁曲轴区别不大,但是其车削、钻削及攻螺纹等加工难度增大,尤其是曲轴油孔及法兰盘攻螺纹工序表现更突出,当使用普通高速钢钻头、丝锥加工ADI曲轴油孔及螺纹孔时,就会出现较频繁的断钻头、断丝锥现象,且加工效率较低。
经对比分析,ADI曲轴屈服强度较普通珠光体球墨铸铁曲轴要高,热导率要低,且加工硬化现象明显,这样对加工ADI曲轴所使用钻头和丝锥的强度及耐热性提出更高要求。经试用,采用硬质合金钻头、丝锥加工ADI曲轴油孔、螺纹孔底孔和攻螺纹时,加工效率及加工质量得到改善。据资料介绍,使用硬质合金涂层刀具加工超过305HBW的ADI曲轴效果较好。据国外最新研究,由氧化铝和碳化硅组成的合金材料刀具能够满足高硬度ADI曲轴的粗、精加工。总之,ADI曲轴还没有实现大批量生产,对其加工特性及刀具的研究、选用还需进一步探索。
五、ADI曲轴的圆角滚压及系列试验
对加工后的两种型号ADI曲轴进行圆角滚压,滚压前根据曲轴的结构尺寸、名义工作弯矩及所要求的安全系数等参数进行具体分析与计算,分别采用相应的滚压力,圆角滚压后对两种曲轴进行疲劳试验,其中ADI-1曲轴名义工作弯矩为504N m,曲轴疲劳试验数据见表5、表6。

表5 本公司对ADI-1曲轴疲劳试验数据
该试验结果表明,曲轴疲劳弯矩在1200N m左右,曲轴安全系数≥2.0。

表6 发动机厂对同批次ADI-1曲轴疲劳试验数据
该曲轴弯曲中值疲劳极限为1120N m,曲轴名义工作弯矩为504N m,安全系数≥2.0,高于一般标准1.6~1.8的安全系数要求。对经过疲劳试验验证满足要求的两种ADI曲轴均进行了台架试验,并将其中一种曲轴进行了装机试验,试验过程正常。
六、ADI曲轴应用前景分析
目前,发动机曲轴所用材质分为锻钢曲轴和球墨铸铁曲轴,锻钢曲轴主要用于中高爆发压力的增压发动机,球墨铸铁曲轴主要用于较低爆发压力的自然吸气发动机。从现阶段产品价格看,相同规格型号的锻钢曲轴是球墨铸铁曲轴的两倍甚至更高。
ADI具有良好的强韧性,特别是具有很高的疲劳强度,与锻钢曲轴相比具有成本优势,是制造发动机曲轴的理想材料,汽车曲轴是最能发挥ADI性能潜力并最能体现ADI应用价值的典型结构件。福特公司及克莱斯勒公司前期开发认为:ADI是一种新型工程材料,能够替代锻钢用于发动机曲轴。
随着我国汽车工业的供求关系日渐平衡,市场竞争逐步加剧,汽车价格日趋下降;另外,原材料价格持续上涨,生产成本增加,利润空间缩小,因此,零部件、发动机、整车降成本已成为现阶段一个不容回避的问题,其中,科技降成本首当其冲,这就为ADI在汽车特别是在发动机曲轴中的应用带来了一个难得的历史机遇期;同时,壳型铸造、铁模覆砂造型等铸造工艺在曲轴铸造毛坯生产中的成熟应用也为此创造了前提条件,等温淬火工艺及成套设备也已在全国有多家分布,从零部件厂、发动机厂到汽车厂技术开发人员对ADI都开始关注。ADI曲轴在一定范围内替代40Cr、42CrMo等合金钢锻造曲轴的可行性研究论证、开发、试验、推广应用等一系列工作将逐步展开。
