钳工实训教改的探索与实践——以手锤加工为例
2014-11-22陈金灵刘飞飞谢玲霞曹龙显
陈金灵,刘飞飞,谢玲霞,曹龙显
(1.呼伦贝尔市高级技工学校,内蒙古 牙克石 022150;2.天津职业技术师范大学,天津 300222)
一、引言
按照呼伦贝尔市高级技工学校数控专业的教学计划,数控专业学生要参与普车、钳工、钣金和数控四个工种的实训。一年级第一学期要进行8周的普车实训,第二学期要进行2周的钳工实训。因此学生进行钳工实训时,已经掌握了普车的相关技能,在普车技能的基础上进行钳工技能的练习。以往的钳工实训教学计划,都是按照教材内容按部就班地进行实训项目,部分学生怕苦怕累,对训练强度大、单调枯燥、训练环境较脏的钳工实训有抵触情绪,严重影响了学生学习钳工的积极性和主动性。以手锤加工为例存在如下问题。
1.实训项目单一。以往手锤加工涉及钳工基本技能操作中的划线、锯割、锉削、钻孔四个模块,实训项目单一,学生掌握的基本技能较少。
2.实训消耗体力大。手锤加工坯料选用φ30mm、长100mm的圆钢,采用四面锯割后再锉削的方法加工成正四棱柱,学生体力消耗较大,导致部分学生因怕苦怕累而中途放弃。
3.加工方法不正确。学生在锯割工件时经常将工件锯斜,在锉削加工中容易锉削成弧面,导致尺寸超差而失去信心。
4.实训时间长。按照《钳工工艺与技能训练习题册》上的手锤图样,加工工时需要24学时,其中锯割和锉削占据的时间最多。由于时间过长,导致学生没有新鲜感,产生厌倦心理,加上实习条件艰苦,甚至出现抵触情绪,在实习中处于被动状态。
二、手锤加工实训教改的基本思路
改革现有的手锤加工教学方法,探索一种科学、有效的教学模式已刻不容缓。根据当前数控专业发展的需要和培养目标的要求,并结合我校的实际状况,确定了课改的基本思路。
1.材料来源——废刀杆再利用。我校数控专业开设普车、数车、钳工、钣金和焊工实训。普车实训中使用的是焊接式车刀,学生在普车实训中由于车刀刀头废掉而导致刀杆成为废料,最后被学校总务科以低廉的价格统一处理给收购站。在多年的教学过程中,教师发觉车工实习中废刀杆可以再利用,刀杆材料为45号钢,刀方为20mm×25mm,90°和45°外圆车刀刀体长为125mm左右,切断刀刀体长度为130mm左右。将车刀刀头锯掉,刀身尺寸略加改动就可作为手锤加工的原材料。
2.选择实训课题——注重实用性。在选择实训课题时,尽可能选择一些日常的生活用品、机械产品及手工工具作为课题制作对象。如:开瓶器的制作、刀口直尺的制作、呆扳手制作、手锤的制作等。同时,在钣金实训课中,铁皮折边、咬缝、型材矫正和打样冲眼都要用手锤来进行操作,手锤是学生在钣金实训中离不开的手工工具之一。钳工实训中,手锤也是经常用到的手工工具,如在钻孔之前要通过划线打样冲眼。本文选取手锤为学习任务实例。学生制作的手锤可作为今后在钳工和钣金实训中所使用的手工工具。学生自己制作产品,自己使用,从而能提高学生学习的积极性,使学生从内心更亲近于钳工实训。
3.改动图纸——增加实训模块。《钳工工艺与技能训练习题册》中的手锤图样虽外形美观,但实用性差,按照钳工和钣金实训中所使用手锤的要求,手锤左侧的R2.5mm圆弧,在敲击工件时是线接触,不如面接触力量大。同样,手锤右侧的倒角为R3.5mm,倒角尺寸过大,在钣金敲击工作时不实用。手锤中的腰形孔在锉削中需要的时间长,而且在钻孔时稍不留意就会出现孔不正的问题,强行矫正时又会出现孔口扩大的现象,影响美观。改成螺纹孔后,可以练习内螺纹的加工。学生在手锤柄的加工中,自己可以设计手锤柄的样式,同时又进一步熟练了车削加工。学生在实训教师的指导下尝试对手锤进行火焰加热表面淬火,和以往比较增加了3个实训模块,如表1所示。
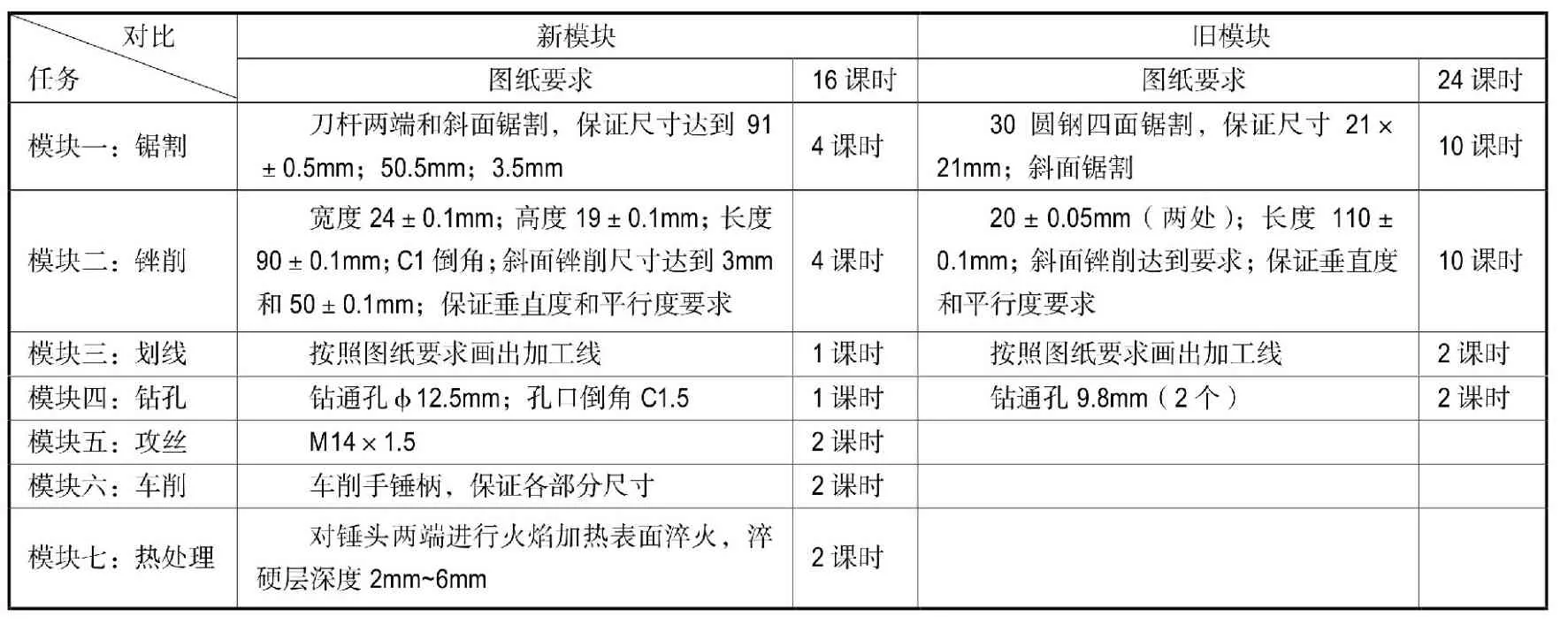
表1 新旧模块组成及任务分配对照表
三、手锤加工教改的具体实施步骤
第一步:备料(按照学生人数准备900或450刀杆),锯掉刀头和刀尾部分,长度达到91±0.5mm。
第二步:高度和宽度方向上锉削出垂直基准面,以垂直基准面为基准划出24mm和19mm的加工线。锉削尺寸达到图1要求,长度方向达到图纸要求。同时,保证垂直度和平行度。
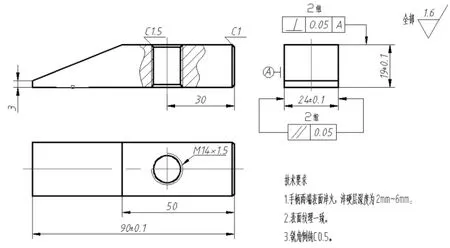
图1 手锤图纸
第三步:划出斜面加工线。考虑到以往锯割中出现的问题,划线时,高度上划出尺寸线3mm和尺寸控制线3.5mm两条线,长度上划出尺寸线50mm和尺寸控制线50.5mm两条线,分别连斜线。其中,在锯割线上打上样冲眼,以防锯错位置,然后进行锯割、锉削,斜面达到尺寸要求。
第四步:加工C1倒角。
第五步:划出孔加工线、打样冲眼、钻孔、攻丝加工。
第六步:按照图2完成手柄的车削加工。
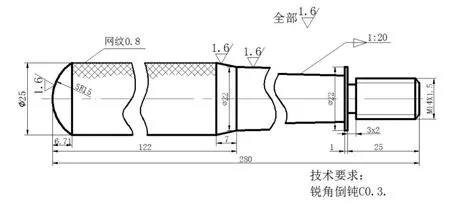
图2 手锤柄图纸
第七步:对锤头两端进行火焰加热表面淬火,然后进行装配,完工手锤,见图3。
四、课改成果(取得的效果)
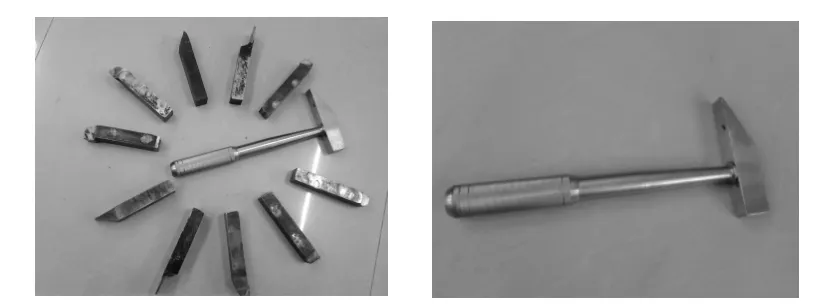
图3 产品效果图
1.节约原材料。以往钳工制作手锤均使用φ30的圆钢作为原材料,而废刀杆是我校作为废料处理的原料,用废刀杆作为手锤加工的原材料节约了成本。学生在实训中使用自己制作的手锤进行实训,在实训结束后手锤归学生本人所有,可以带走留作纪念,这样个人成就感得到了提升,大大提高了学生参与钳工实训的积极性。
2.增加实训项目。从新旧模块对比中可以看出,新模块中增加三个模块,即攻丝、车削加工和热处理三项。在这个环节中,学生能增加对钳工基本技能的掌握,为今后走向职场奠定基础。
3.缩短工时。课改前手锤加工需要24课时,课改后只需16课时,由于缩短了实训时间,学生的兴趣相比以往有了很大程度的提高。
4.提高积极性。经过几年的探索与实践,我校数控专业的学生从过去的对钳工实训普遍带有抵触情绪到现在带着兴趣学习,学生参与钳工实训课堂的主动性和积极性都有了大幅提高,教学效果良好。
五、结语
钳工实训对于数控专业学生是一门重要的专业课。课程的教学效果直接影响到后续课程的学习以及毕业生的就业质量,因此课改难度比较大。在今后的教学中,我们将更加深入地探讨钳工实训课改的新思路、新方法,努力争取为社会培养出更多、更好的技能型人才。
[1]蒋增福.钳工工艺与技能训练[M].北京:中国劳动出版社,2001.
[2]陈建岭.关于钳工实训教学的探索与实践[J].职业杂志,2011.
[3]徐科元.钳工工艺与技能训练[M].北京:高等教育出版社,2005.
[4]袁赛军.项目式教学在钳工实训中的探索[J].中国科教创新导刊,2009.
[5]宋毅.提升钳工实训教学质量的若干思考[J].中国科教创新导刊,2012.
