方形端面零件深孔加工车床夹具设计
2014-11-18于晓文吴敬
于晓文,吴敬
(沈阳工学院,辽宁沈阳 110005)
1 零件分析
图1 为方形端面零件结构图,材质45 钢,毛坯为实心锻件,端面为方形,长方体,批量生产。该零件方形端面180 mm×180 mm,长600 mm,要在实体中心加工通孔φ100 mm。
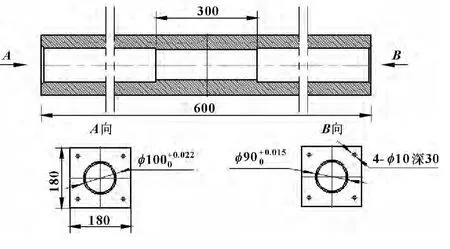
图1 零件结构图
该零件在卧式车床CW61100C 上加工,加工中存在难点:(1)零件端面为方形,不适合三爪卡盘装夹;(2)零件长600 mm,加工深孔存在悬臂弯曲,必须要设置中心架支撑,而零件外形为方形,不能实现支撑。
为此要制作简易工装夹具,将工件的方形端面变为可回转的圆形端面。
2 夹具结构设计
工装夹具为图2 所示。该夹具为焊接结构件,机加工完成,由一端3 个定位板,3 个夹紧方形螺母、中间联接板和另一端支撑圆套组成。
将夹具安装在零件的一端,零件的方形端面为定位面,与夹具联接板接触定位,限制三个自由度。方形端面的两个侧边分别与3 个定位板接触定位,限制3 个自由度,实现6 点完全定位。3 个方形螺母分别安装3 个螺栓,夹紧零件方形端面的另两个侧边,构成夹紧,将夹具与零件固定好。
夹具体的3 个定位板的里平面与夹具中心的尺寸精度要严格控制,支撑圆套的外圆与夹具中心的尺寸精度要严格控制,由夹具的精度来保证零件的深孔加工精度。
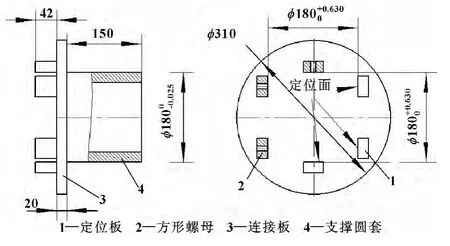
图2 夹具结构图
3 夹具的安装使用
该夹具对称制作两件,分别安装在零件的两端,两个夹具的支撑圆套,一端与车床三爪卡盘相连,另一端与车床中心架相连,如图3 所示。一端加工完成,调头加工另一端,夹具不用拆卸,以圆套的外圆面为基准,用千分表找正,保证圆跳动在0.02 mm。

图3 夹具使用安装图
4 结束语
制作简易工装夹具,将零件的方形外形变为圆形,解决了三爪卡盘装夹问题和中心架支撑问题。夹具采用六点定位,螺纹夹紧,定位可靠稳定,零件连接紧固。夹具尺寸精度高,保证了加工零件的尺寸精度。
