酸性条件下煤电化学脱硫实验研究
2014-11-08张鸿波李永盛宁婷婷朱莹莹
张鸿波,李永盛,宁婷婷,朱莹莹
(黑龙江科技大学矿业工程学院,哈尔滨150022)
酸性条件下煤电化学脱硫实验研究
张鸿波,李永盛,宁婷婷,朱莹莹
(黑龙江科技大学矿业工程学院,哈尔滨150022)
为了降低煤的脱硫成本,提高脱硫效率,以某矿高硫煤为实验样品,考察煤浆质量浓度、电解质浓度、电解时间、电流密度等因素对煤电化学脱硫效率的影响。通过单因素实验和正交实验,确定了煤在以HCl为电解质条件下电化学脱硫最佳条件。为了优化电化学脱硫工艺,探索使用有机添加剂,以最大限度提高脱硫率。结果表明:电化学脱硫最佳条件为电流密度0.044 A/cm2,煤浆质量浓度0.02 kg/L,电解时间4 h,电解质浓度0.75 mol/L,在最佳脱硫条件下煤的全硫脱除率达到76. 20%,灰分降低20.00%。
煤脱硫;电化学;脱硫率
收稿日期: 2013-12-02
基金项目:教育部科学技术研究重点项目( 211049) ;黑龙江自然科学基金项目( E201058) ;黑龙江省普通高等学校青年学术骨干支持计划项目( 1155G48) ;哈尔滨市科技创新人才研究专项资金项目( RFQXJ085)
第一作者简介:张鸿波( 1970-),男,黑龙江省巴彦人,教授,博士,研究方向:洁净煤技术、资源综合利用,E-mail: hongbz77@163.com。
0引言
煤的电化学脱硫是由Coughlin和Farooque等发展起来。它是一种温和的化学脱硫技术,是借助于电解氧化或还原反应将煤中黄铁矿硫和有机硫转化为水溶性含硫化合物而达到脱硫目的。由于煤的电化学脱硫技术在温和的条件下实现脱硫、降灰,所以受到国内外学者的广泛关注[1-2]。电化学脱硫一般利用有隔膜和无隔膜两种电解装置进行脱硫,在有隔膜电化学脱硫中阳极氧化脱硫是关键,在这个过程中煤的结构通常会遭到破坏[3-4],尽管电解还原对煤的结构破坏很小,但脱硫效果并不是很理想。无隔膜电化学脱硫克服了有隔膜情况下对煤结构破坏的影响,而且得到较高的脱硫率,可以高效脱除煤中的硫分。为此,笔者在氧化还原并存的无隔膜条件下,进行电化学脱硫实验研究。
1实验煤样与方法
实验所用仪器包括自制无隔膜电解槽、直流稳压电源、电动搅拌器、微机智能定硫仪、真空烘干箱、盘式真空过滤机和恒温水浴箱。煤样选自山西石坷节高硫煤矿,煤样粒径小于0. 5 mm,以HCl作为电化学反应的电解质。HCl电解质体系中,N,N—二甲基甲酰胺( DMF)、二甲基亚砜( DMSO)和甲醇( CH3OH)用于强化传质的有机溶剂。煤的工业分析和元素分析见表1。
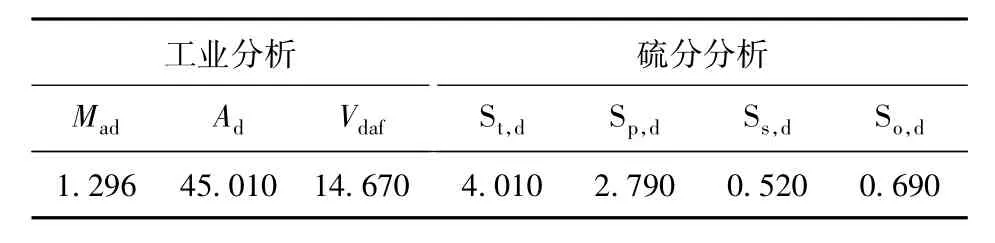
表1原煤工业分析和元素分析Table 1 Coal industrial and elemental analysis %
实验用自制无隔膜H型电解槽进行电化学脱硫反应,电解槽的阴、阳极均为Pt金属电极。准确称取一定量的煤样置于电解槽中,加入水和一定量的电解质溶液,搅拌成均匀水煤浆。利用恒温水浴箱调节温度,接通电源调节到所设定的电流,电解完毕后以去离子水反复冲洗电极至中性,并将煤浆过滤、洗涤,所得电解脱硫后的样品于105℃真空干燥1 h,冷却至室温后用天平称量,进行硫化铁硫、硫酸盐硫、全硫、灰分等测定。全硫脱硫率

式中: S——脱硫率;
S1、S2——脱硫前和脱硫后的硫含量;
m1、m2——脱硫前和脱硫后煤样的质量。
硫化铁硫和硫酸盐硫的测定按照煤中各形态硫测定方法GB 215—82执行,有机硫通过差减法计算求得。
2结果与讨论
2. 1电解条件对脱硫率的影响
2. 1. 1 煤浆质量浓度
电化学脱硫过程中,全硫脱除率、硫酸盐硫脱除率、硫化铁硫脱除率和有机硫脱除率随煤浆质量浓度ρ变化曲线如图1所示。
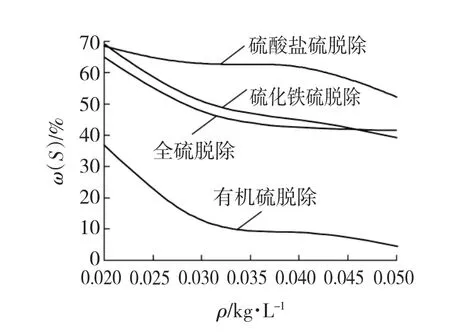
图1 煤浆质量浓度对脱硫率的影响Fig.1 Effect of coal slurry concentration on desulfurization rate
由图1可知,全硫脱除率随着煤浆质量浓度的增大而减小,煤浆质量浓度为0. 02 kg/L时,全硫和有机硫脱除率分别高达64. 80%和36. 95%,这是由于煤浆质量浓度低时,单位时间内只有少数黄铁矿和煤颗粒附着在电极表面,加速了电极反应,但煤浆质量浓度过低不利于工业生产[5]。煤浆质量浓度在0. 03~0. 05 kg/L时,全硫脱除率趋于平缓,分析原因是煤浆质量浓度增加时传质过程受阻,煤浆的电阻增大,导致在低电流短时间内脱硫率逐渐减小。当煤浆质量浓度为0. 05 kg/L时,煤浆质量浓度过大,黏度增加,不利于后续实验研究。综合考虑选取煤浆质量浓度为0. 04 kg/L比较适宜。
2. 1. 2 电解质浓度
固定其他电化学脱硫条件,考察不同电解质浓度下的脱硫效果,如图2所示。由图2可知,全硫脱除率随着电解质浓度c的增加而升高。这是由于电解过程中HCl参与了电极反应,Cl-在电解过程中生成了Cl2、ClO-等氧化物质氧化了煤中的硫[6],从而促进煤的电解脱硫过程。当电解质浓度小于0. 75 mol/L时,随电解质浓度的增加全硫脱除率较大幅度升高。电解质浓度在0. 75~1. 00 mol/L时,全硫脱除率升高缓慢仅提高3%。当电解质浓度大于1 mol/L时,全硫脱除率升高,但此时电解体系腐蚀性很大,Pt电极被严重腐蚀。分析原因是HCl浓度增加时,Cl2、ClO-的浓度随之升高,同时也提高了腐蚀性,在电解的过程中Pt电极由于能生成而被腐蚀溶解。在电解质浓度升高的同时,电解过程中煤的氧化越来越严重,因此,综合考虑电解质浓度采用0. 75 mol/L。
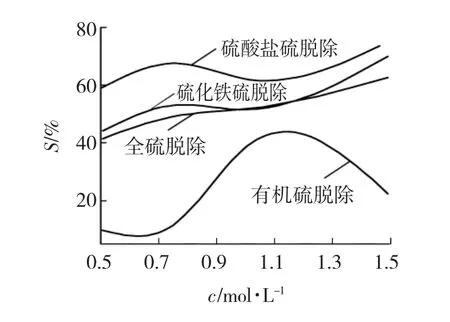
图2 电解质浓度对脱硫率的影响Fig.2 Effect of electrolyte concentration on desulfurization rate
2. 1. 3 电解时间
电化学脱硫过程中,脱硫率随脱硫时间的变化如图3所示。由图3可见,随着时间的增加全硫脱除率逐渐升高,并随电解时间的增加全硫脱除速率逐渐降低。电解时间小于4 h时,全硫脱除率有较大提高,硫酸盐硫和硫化铁硫的脱除过程主要发生在4 h之内,且主要是溶解脱除,延长时间脱硫率基本不变。当电解时间大于4 h时,全硫脱除曲线趋于平缓,有机硫脱除率明显升高。这里由于煤中的有机硫和无机硫主要是通过化学和电化学氧化作用脱除,在电化学脱硫过程中无机硫脱除速度较有机硫脱除速度快,反应初期首先脱除了煤表面的无机硫分,当电解时间大于4 h无机硫脱除率基本不变,反应后期主要深度脱除煤中不易脱除的有机硫部分,全硫脱除速度也随之缓慢。文中选择电解时间为4 h。
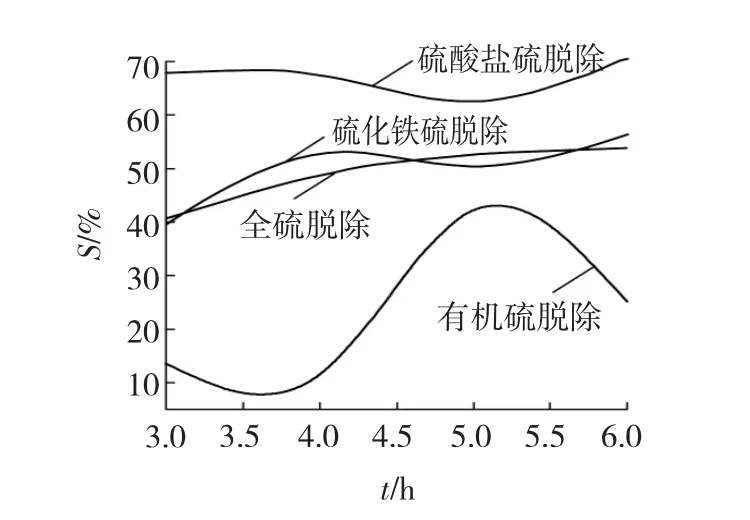
图3 时间对脱硫率的影响Fig.3 Effect of time on desulfurization rate
2. 1. 4 电流密度
为了研究电流密度J对脱硫率的影响,考察了一系列不同电流密度下全硫、硫酸盐硫、硫化铁硫、有机硫的脱硫效果,如图4所示。

图4 电流密度对脱硫率的影响Fig.4 Effect of current density on desulfurization rate
由图4可见,全硫脱除率随着电流密度的增加而升高。电流密度在0. 033~0. 056 A/cm2时,全硫脱除曲线平缓上升;当电流密度为0. 067 A/cm2时,全硫脱除率较0. 056 A/cm2有较大提升。原因是随着电流的增大,电解表面的电化学反应加剧,在电极表面发生的电化学反应速度增加使得在一定时间内脱硫率逐步增大。当电流密度大于0. 044 A/cm2时,有机硫脱除率随着电流密度的增加而大幅度提升,说明电流密度大时,有助于脱除煤中有机硫。当电流密度达到0. 067 A/cm2时,全硫脱除率达到67.00%,有机硫脱除率达到44. 21%,而且煤质并没有被氧化破坏,质量回收率高达98.00%。综合考虑,选取电流密度0. 067 A/cm2。
2. 2 最佳脱硫条件的选择
为了确定最优脱硫条件,选择电解质浓度、电解时间、电流密度和煤浆质量浓度作为四个考察因素,根据相应单因素实验中较优脱硫率中选取三水平,建立四因素三水平正交实验。表2为正交实验及实验结果。
根据表2极差的大小可知,各影响因素对脱硫率影响程度为:电流密度>煤浆质量浓度>电解时间>电解质浓度。

表2正交实验及实验结果Table 2 Orthogonal test and desulfurization result
最佳电解条件是:电流密度0. 044 A/cm2,煤浆质量浓度0. 02 kg/L,电解时间4 h,电解质浓度0. 75 mol/L。为了验证上述电解条件是否最佳,补做了该条件下脱硫实验,结果表明,最佳电解条件下脱硫率最高,全硫脱除率高达76. 20%。可以验证最佳脱硫方案合理。
2. 3 脱硫条件的优化
水煤浆电化学氧化主要发生在煤粒和电极的界面上,因此,煤粒内部的部分硫分没有通过电解脱除,降低煤颗粒的大小可以提高电解脱硫效果。但是,煤粒仍然存有一部分有机硫如硫醚、苯硫酚、噻吩等未被脱除,从而导致煤中有机硫的脱除率降低。一些学者发现,在水煤浆电解过程中添加有机溶剂如甲醇、乙醇和丙酮等可以增加脱硫效果。添加有机溶剂有助于提高水煤浆电解脱硫率,这是由于使用有机溶剂萃取煤中有机硫,并且降低化学键能从而优化脱硫效果。
不同系列有机溶剂对未经过浸泡处理而进行电解脱硫、未被电解只经过浸泡处理脱除硫分和经过浸泡处理之后进行电解脱硫的影响见图5。实验所用到的有机溶剂有: N,N—二甲基甲酰胺( DMF)、甲醇( CH3OH)和二甲基亚砜( DMSO)。
分析图5可知,有机溶剂HCl + DMF + CH3OH 和HCl + DMF体系中,未浸泡电解脱硫率和浸泡后电解脱硫率明显高于不加有机溶剂的HCl体系。这是由于在氧化还原并存的无隔膜条件下进行电化学反应时,阳极的氧化作用起到了主要的脱硫作用,当使用HCl作为电解质时,在阳极电解产生具有较强氧化能力的氯气和次氯酸,从而将煤中无机硫和有机硫氧化成硫酸根离子。当添加有机溶剂时,有机溶剂从固态煤表面和溶解到溶液中的液态硫分萃取到部分硫分,从而萃取到的硫分更容易在电极表面脱除,达到高脱硫率的目的。在阴极电解产生具有还原性气体氢气与煤的有机结构很容易发生反应,水在阴极电解时起到了供氢作用实现了有机硫加氢反应,除去煤中的有机硫,电解过程中有机和无机含硫官能团被氢还原成电解液从而脱除煤中硫分。而各有机溶剂体系浸泡脱硫率变化不明显,分析原因是浸泡过程主要脱除煤中无机硫,酸性电解质可以通过浸泡脱除大部分硫酸盐硫和黄铁矿,虽然有机溶剂能够萃取到不溶于水的含硫官能团,但是这些含硫官能团不容易被过滤而残留在煤的表面。实验中,加入DMF + CH3OH和DMF时优化了电解脱硫过程,实现最大限度的提高脱硫率。加入有机溶剂CH3OH和DMSO时效果一般。

图5 有机溶剂对脱硫率的影响Fig.5 Effect of organic solvent on desulfurization rate
2. 4 灰分分析
经过实验,测得原煤灰分为45.00%,在最佳脱硫条件下脱硫后测得灰分为35. 72%,表明经过电化学反应,煤样的灰分降低20.00%。
3结论
( 1)脱硫率随着煤浆质量浓度的增加而下降,随着电解质浓度、电解时间、电流密度的升高而上升。
( 2)通过正交实验,得到以HCl为电解质,煤样粒径小于0. 5 mm时的最佳工艺条件为电流密度0. 044 A/cm2,煤浆质量浓度0. 02 kg/L,电解时间4 h,电解质浓度0. 75 mol/L,未添加有机溶剂时全硫最高脱除率达到76. 20%。
( 3)无隔膜电化学脱硫时,阳极氧化作用和阴极还原作用并存,是脱除煤中硫分的优化方式。
[1] 张鸿波,李 丽,李 悦,等.高硫煤电化学催化氧化脱硫实验研究[J].矿产综合利用,2012( 1) : 32-35.
[2] 郎中敏,张永强,吴刚强,等.酸性条件下褐煤电化学脱硫实验研究[J].化学工程与装备,2012( 5) : 39-41.
[3] AITANI A M,ALI M F,Al ALI H H.A review of non-conventional methods for the desulfurization of residual fuel oil[J].Petroleum Science and Technology,2000,18( 5) : 537-553.
[4]BOROVER G Y,BARTLE K D,TAYLOR N,et al.New technique for the electrochemical analysis of coal-derived materials [J].Fuel,1997,76( 10) : 965-974.
[5]ZHAO WEI,XU WENJUAN,ZHONG SHITENG,et al.Desulfurization of coal by an electrochemical-reduction flotation technique [J].Journal of China University of Mining&Technology,2008,18( 4) : 571-574.
[6] 王知彩,姚文锐,崔 平,等.煤中有机硫的电化学脱除研究[J].燃料化学学报,2003,31( 5) : 509-511.
(编辑 徐 岩)
Experiment of electrochemical desulfurization of coal under acidic conditions
ZHANG Hongbo,LI Yongsheng,NING Tingting,ZHU Yingying
( School of Mining Engineering,Heilongjiang University of Science&Technology,Harbin 150022,China)
This paper is meant to achieve the lower cost and the higher rate of desulfurization.The attempt involves using the high sulfur coal from a coal mine as test samples to examine the effect of coal slurry concentration,electrolyte concentration,electrolytic time,current density and other factors on electrochemical desulfurization efficiency and determining the optimum condition of electrochemical desulfurization by single factor experiment and orthogonal experiments under HCl electrolyte conditions.Optimizing the electrochemical desulfurization process leads to the necessity for exploring the use of organic additives for the maximum desulfurization rate.The results suggest that the total sulfur removal rate of up to 76.20% and the ash content reduction of 20.00% are possible with the optimal conditions of electrochemical desulfurization consisting of the current density of 0.044 A/cm2,the slurry concentration of 0.02 kg/L,the electrolytic time of 4 h,and the electrolyte concentration of 0.75 mol/L.
coal desulfurization; electrochemistry;desulfurization rate
10. 3969/j.issn.2095-7262. 2014. 01. 013
TD94; TQ536
2095-7262( 2014) 01-0058-05
A
