连续处理机组出口带尾自动准确停车计算
2014-11-06张春煜
王 菊 张春煜
(中冶陕压重工设备有限公司 陕西西安 710119)
1 前言
为了提高生产效率,保证机组工艺段的正常运行,连续处理机组的出口段一般设有两台卷取机交替卷取,且卷取机一般都具备上下卷取的功能。如连续退火机组、连续镀锌机组、连续酸洗机组等多采用此种形式。机组具有自动卸卷、出口自动穿带、自动加速、自动减速和带尾自动准确停车等功能。带尾准确停车对卸卷时间、钢卷外圈的质量、后续步进梁运输、钢卷打包都有较大影响。下面就从机械设计的角度对某碳钢连续镀锌机组的出口段带尾自动准确停车进行介绍和计算。
2 初始条件
某碳钢连续镀锌机组的出口段布置见图1,带钢从出口张力辊进入1#卷取机或2#卷取机,为适应生产的需要,卷取机具有上下卷取的功能。在此对上卷取和下卷取的带尾自动停车分别进行分析和计算。设计时,带尾自动准确停车需要的条件如下:
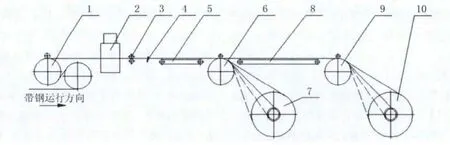
图1 带钢连续机组出口段布置形式
1)上卷取,分析见图2。
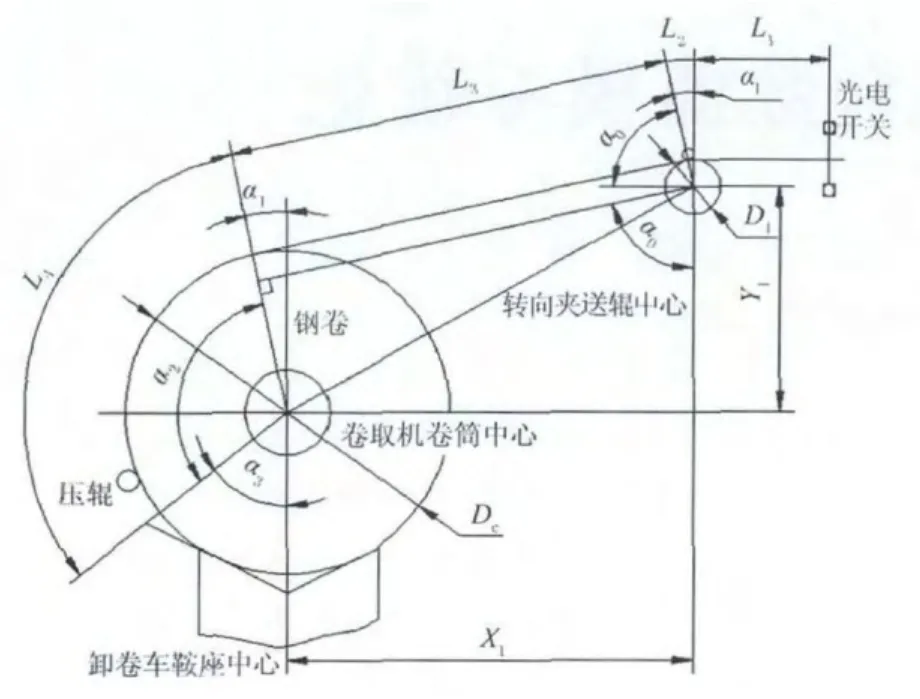
图2 上卷取布置分析
已知条件:
钢卷外径Dc可由卷取机电机角速度编码器测得;
转向辊直径D1已知;
光电开关与转向夹送辊转向辊中心距离L1已知;
转向夹送辊中心与卷取机卷筒中心水平和竖直距离X1、Y1已知;
带尾最终停止位置与卷筒竖直中心线的夹角α3可根据钢卷大小设定,已知。
2)下卷取,分析见图3。
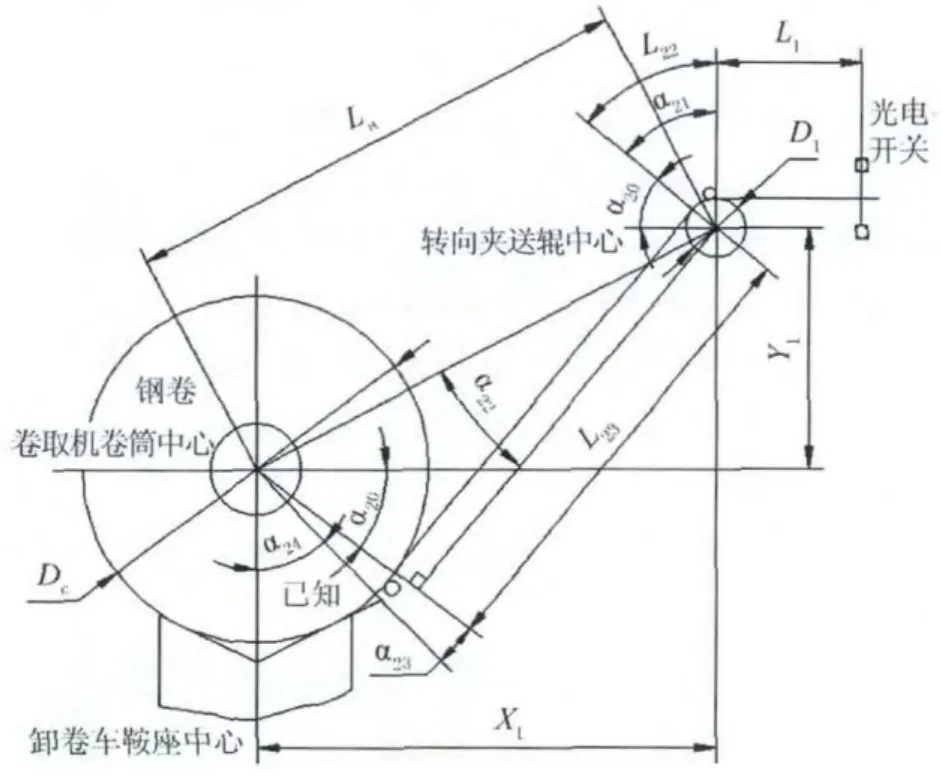
图3 下卷取布置分析
已知条件:
钢卷外径Dc可由卷取机电机角速度编码器测得;
转向辊直径D1已知;
光电开关与转向夹送辊转向辊中心距离L1已知;转向夹送辊中心与卷取机卷筒中心水平和竖直距离X1、Y1已知;
带尾最终停止位置与卷筒竖直中心线的夹角α24可根据钢卷大小设定,已知。
3 设计计算
出口段带钢减速被飞剪剪切后,带尾通过转向夹送辊前的光电开关,此时可检测和计算出带尾的长度,计算出带尾到切点位置卷筒旋转的圈数,加上带尾切点位置旋转到设定位置卷筒旋转的圈数,卷筒旋转的总圈数与减速机减速比的乘积为电机所转的圈数,知道电机测速编码器的每圈脉冲数,就可以知道带尾准确停车所需要的编码器的脉冲数,自动进行出口带尾停车。具体计算如下:
3.1 上卷取
由图2可知:
带长L2为

带长L3为

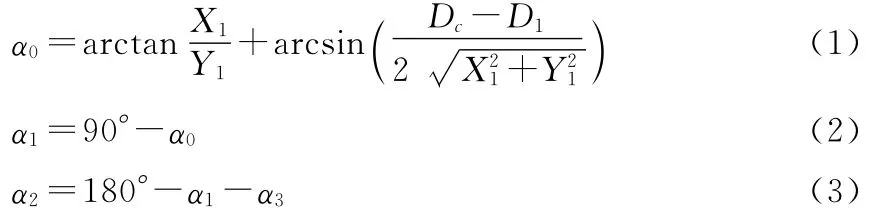
带尾由光电开关运行到钢卷切点位置卷筒旋转的角度θ1

带尾由钢卷切点位置到设定位置卷筒旋转的角度θ2

带尾由光电开关运行到设定位置卷筒旋转的总角度θ

卷筒的旋转圈数n

电机编码器从带尾经光电开关到停车需要的脉冲数m

i——减速机减速比
m1——编码器每圈脉冲数,如10 24,20 48等
3.2 下卷取
由图3可知:
带长L22为

带长L23为

带尾由光电开关运行到钢卷切点位置卷筒旋转的角度θ21

带尾由钢卷切点位置到设定位置卷筒旋转的角度θ22

带尾由光电开关运行到设定位置卷筒旋转的总角度θ20

卷筒的旋转圈数n2

电机编码器从带尾经光电开关到停车需要的脉冲数m2

i为减速机减速比
m1为编码器每圈脉冲数,如10 24,20 48等
4 结语
通过以上计算和分析,对出口段带钢自动准确停车的电气控制提供了数学模型和公式,使电气控制更加准确,自动卸卷和自动带尾停车更加匹配,保证机组更加顺利运行,另外,对防止带尾带钢损坏,影响钢卷质量,保护设备具有现实意义。
此出口带尾自动准确停车的计算,在国内多个连续退火机组和镀锌机组都进行应用,控制精确,达到机组控制要求。
[1]陈光,汪峰著.梅钢冷轧轧机卷取张力控制及带尾定位 .[J]梅山科技,2010(6).
[2]刘惠茹等.冷轧镀锌线卷取机甩尾时带尾的定位控制.[C]河北省轧钢技术与学术年会,2006.
