一款通用汽油机的排放优化
2014-10-31陈庆全高振锐
陈庆全 高振锐
(山东华盛中天机械集团股份有限公司 山东临沂 276017)
引言
当前全球环保意识的显著提高,与此同时内燃机的保有量也在持续增加。内燃机除对人们的生活提供了很好的便利外,同时在使用过程中产生的排放污染对环境也造成了很大的影响,越来越多的国家针对内燃机的排放通过立法对其进行了限定。美国环境保护署早在1995年就针对19kW以下的通用小型火花点燃式汽油机颁布了第一阶段限值,在1997年9月1日后必须持有美国EPA证书才能在美国市场进行销售;对于第二阶段及第三阶段的限值也紧跟出台,特别是第三阶段的限值在2011年及2012年相继实施。对于通机行业的影响很大,主要表现在制造成本上。在EPA第一阶段,对于非手持类汽油机只要进行简单的控制就能达到限值要求;在EPA第二阶段需要对汽油机进行优化及相应的控制才能达到限值要求;在EPA第三阶段需要对汽油机进行优化及增加催化器才能达到要求。虽然通过这样的技术手段达到了法规的要求,但是成本增加很多,降低了产品的竞争力。针对这个问题,国内迫切需要能够在不增加或很少增加成本的条件下,达到美国EPA第三阶段排放要求的技术解决方案。
1 技术方案制定
EPA通用小型汽油机第三阶段排放限值如表1所示。

表1 EPA通用小型汽油机第三阶段排放限值[1]
通过对公司现有产品进行分析,本公司制定的技术方案还是要立足于尽可能在不增加成本的情况下,还是从最简单及最有效的方案入手,来实现这一目标。首先从非手持式的Ⅰ类入手,目标是在不增加催化器的前提下制定方案进行实施。在技术方案通过后再在非手持式的Ⅱ类及其他机型进行推广实施,使汽油机达到美国EPA第三阶段的要求。
根据本公司与日本富士合作的成熟经验,在Ⅰ类汽油机中,排量大的机型要比排量小的机型更容易达到EPA第三阶段的要求,在Ⅰ类非手持式汽油机规格中首先要开发出排量较大的汽油机。根据目前的机型,本公司决定对现有的一款汽油机进行改造,如表2所示。

表2 改造参数对比
通过扩缸及增加行程将汽油机的排量由目前的196mL提高到212mL,这样就可以将排量做得尽可能大。由于排放数值的计算是要将功率计入的,所以在改造后要尽可能地提高汽油机的功率。增大排量是提高汽油机功率的最有效手段,这样也就相应地降低了排放的数值。剩下的就是要根据改造后的状态对其他如燃料供给系统、曲柄连杆机构、点火系统、配气机构、润滑系统、冷却系统、起动系统进行必要的匹配。这样总体的方案就是要通过增加排量来提高汽油机的功率和采取一些有效的控制措施这两方面来降低汽油机的排放。在这里仅将筛选出的最有效的改进措施描述如下。
测试设备采用的是杭州中成CWF-11电涡流测功机,AVL五组份排放分析仪DiGas4000Light,HORIBA MEXA-7200排放分析仪,频闪灯等。
2 具体实施方案
2.1 气缸盖进排气道的改造
由于汽油机排量增加,相应地进排气道要进行改造,要尽可能提高发动机的充气效率及加大其流通系数,减小其进排气的阻力。通过已有的成熟经验,对现有的气缸盖进行改造。将原进排气道最小截面处突然收缩,导致截流系数变大的位置进行处置。将截面变小的部位进行改造加大,将棱角部分进行修圆,使之过渡尽量平滑,并且相应地加大了进排气道的截面积,见下图1、图2。通过这样的改进,减少了进排气阻力,增加了充气效率,能够有效提升汽油机的功率,通过对比测试改造前汽油机的功率为4.27kW(3600r/min),改造后功率达到4.39 kW(3600r/min),功率提升了0.12 kW,具有一定的成效,功率对比情况见图3。但是对于排放改进较少,见表3。
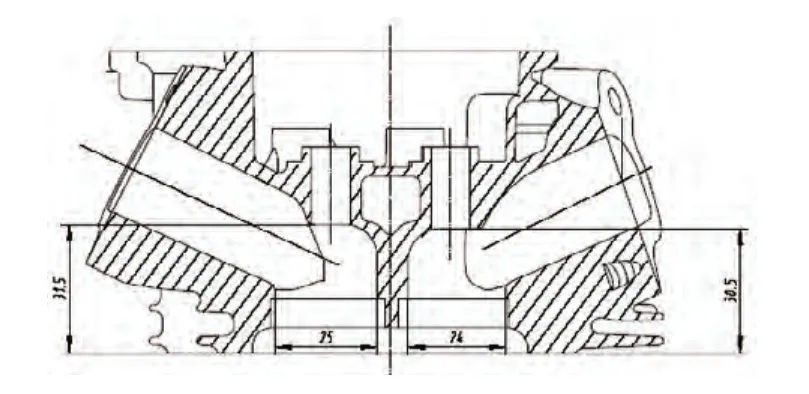
图1 优化前进排气道截面图

图2 优化后进排气道截面图

表3 改造进排气道前后排放对比
2.2 曲柄连杆机构的改造
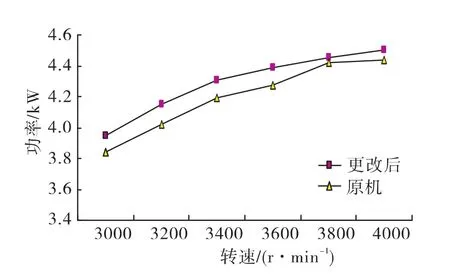
图3 改造进排气道前后功率对比
重点是对活塞组的改造,在活塞组改造完成后对曲轴的平衡进行改造。这里介绍的是活塞组的改造。活塞、活塞环与气缸壁形成的间隙对汽油机HC的排放有很大影响。因此要在工作可靠的情况下尽量减小火力岸与气缸壁的间隙,尽量减小顶环到活塞顶的距离,即减小火力岸的高度[2]。这样就将活塞压缩高度由原来的23.5mm减小到23mm见下图4、图5。降低活塞环的摩擦,可以提高汽油机的功率。据介绍活塞系统产生的摩擦力约占发动机总摩擦力的40%,并且活塞系统70%的摩擦力是由活塞环产生的,所以如何降低活塞环的摩擦也是需要解决的问题。在降低活塞环摩擦力的同时也要考虑机油消耗的问题。通过试验验证,将活塞环的厚度由现在的1.5mm更改为1mm,同时将活塞环的切向弹力由现在的10±2N更改为4.3~6.5 N。通过减小活塞环的厚度,虽然减小了环的切向弹力,但是环的比压并没有降低,对于机油消耗量没有大的影响。但是汽油机的摩擦力降低,相应地有助于提高汽油机的功率。通过这样的改造匹配,活塞的重量也由原来的172 g减少到142 g,整个活塞组的重量都得到了降低,也有效地减小了往复惯性力。通过试验前后对比,功率由4.39 kW(3600r/min)提高到4.48kW(3600r/min),增加了0.09 kW见下图6。通过测试20h机油消耗量在2.3g/(kW·h),与更改前基本一致。相应地排放也得到了降低见下表4。

图4 改造前活塞
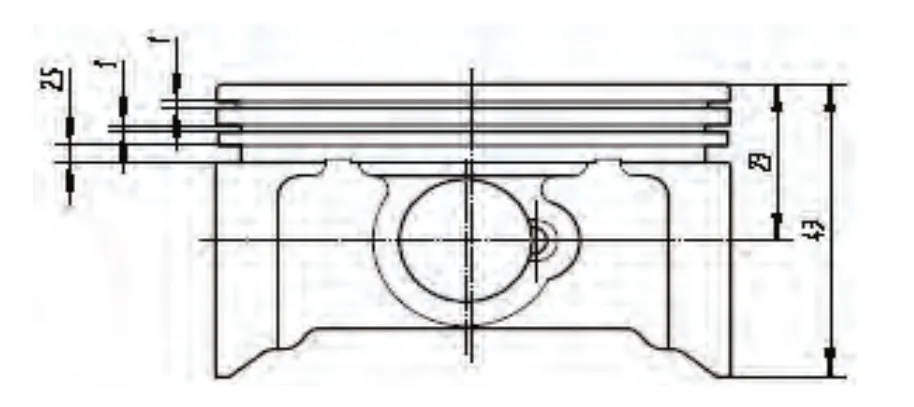
图5 改造后活塞
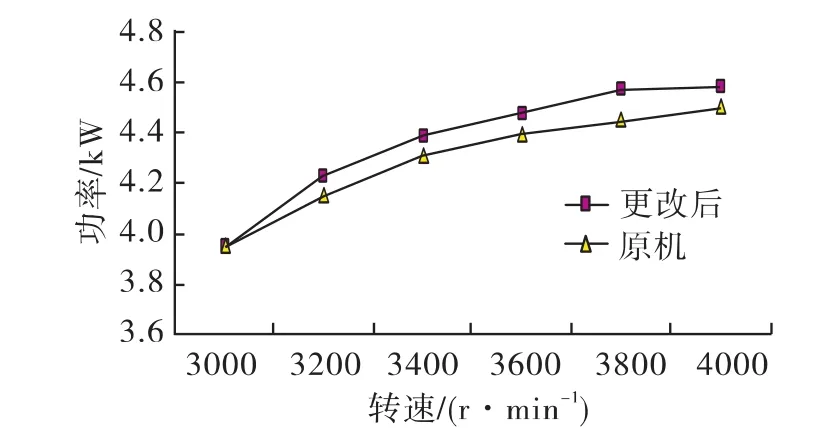
图6 活塞组更改功率对比
2.3 点火系统的改造
点火定时对点燃式内燃机的性能和排放影响很大,减小点火提前角将降低最高燃烧温度和循环效率,提高排气温度使NOx的排放减少,同时还使未燃HC排放下降。这是因为这时排气温度提高使未燃HC在排气行程和排气系统中后期氧化作用加强所致。点火提前角增大使最高燃烧温度提高,使NOx的排放增加[3]。根据这一指导思想,对该汽油机进行不同点火提前角测试,分别在现在的基础上对点火提前角减少2°CA,减少4°CA,减少6°CA 进行测试。点火提前角减小,也相应地减小了汽油机的功率,但是对于排放的降低是很有效的,这里需要作出一个平衡就是在牺牲一定功率的前提下,来达到降低排放的要求,结果见表5。

表4 活塞组更改排放对比
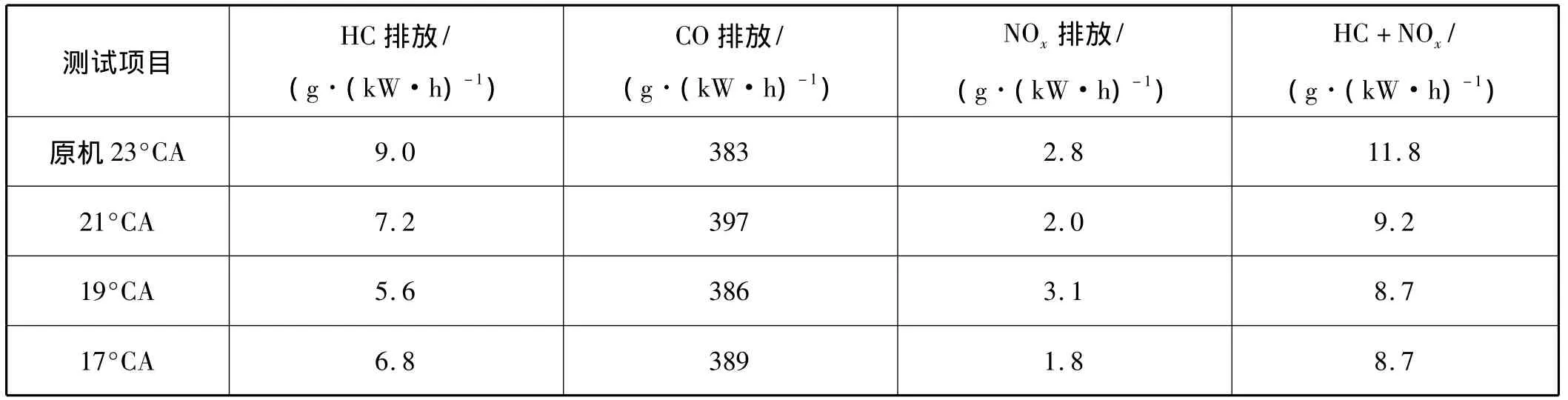
表5 点火提前角改进排放对比
通过这样的测试最终把点火提前角定在19°CA,同时对化油器进行了精细匹配,重点控制CO的含量在各工况6~9%,然后装机进行了125h耐久性测试见表6。
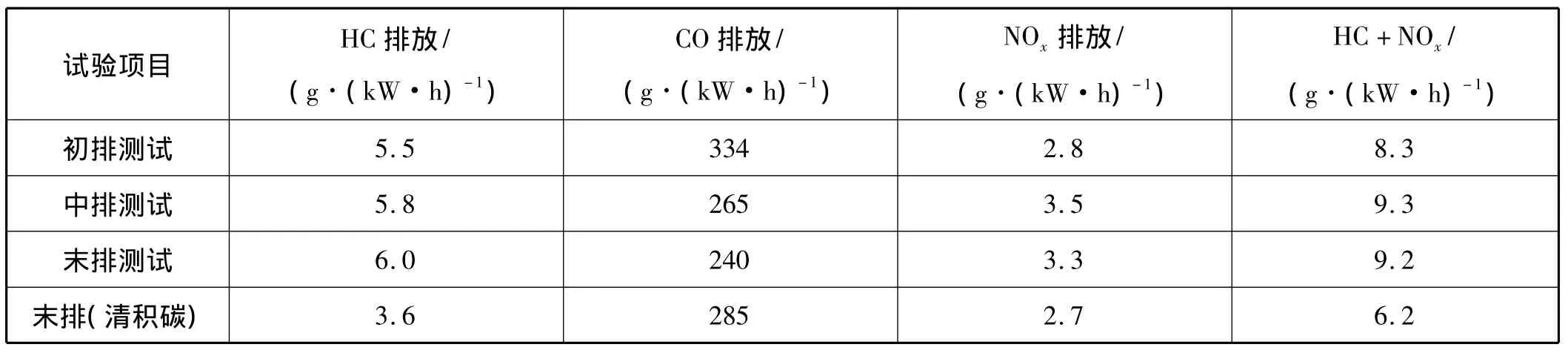
表6 125h耐久性测试数据
经过耐久性测试,改造后的汽油机能够达到EPA第三阶段的要求。随后进行了小批装配并进行了抽检,发动机的排放性能稳定性较好,能够达到样机水平。现该机型已经生产并销售一年多的时间,通过在生产过程中的PLT抽检检测,产品的排放性能稳定,没有超出EPA规定限值。
3 结论
通过对该款汽油机进行改造匹配,最终实现了在不使用催化器的情况下,仅对汽油机进行优化改造也是能够达到美国EPA第三阶段要求的。改造只是在前期需要一定的试验及模具投入,在后续的零部件制造成本上基本没有增加。采用同样的方法对非手持式Ⅱ类的一款汽油机进行改造,也同样获得了成功。说明该技术方案是有效的,可进行复制的。
1 田冬.EPA第三阶段排放法规要求介绍[EB/OL].http://wenku.baidu.com/view/a5a4d009f78a6529647d5367.html,2011-03-24
2 蒋德明.内燃机原理[M].北京:机械工业出版社,1988
3 刘巽俊.中国内燃机学会.内燃机的排放与控制[M].北京:机械工业出版社,2003
