发动机用AlSi/BN、CuAl/NiCg封严涂层可磨耗性研究
2014-10-29王刚滕佰秋王志宏李晓欣刘建明刘通
王刚,滕佰秋,王志宏,李晓欣,刘建明,刘通
(1.沈阳航空发动机设计研究所,沈阳 110015;2.北京矿冶研究总院,北京 100160)
航空发动机是在高温、高压、高速旋转的恶劣环境条件下长期可靠工作的复杂热力机械,是典型的知识和技术高度密集的军民两用高科技产品,其研制技术难度大、周期长、耗资多,被称为“机械行业的皇冠”。资料表明,航空发动机叶尖漏气损失约占发动机整机效率损失的10%~40%[1]。可磨耗封严涂层作为牺牲型涂层应用于静子部件与转子部件之间,涂覆在静子部件上,发动机工作的最初的几个循环中,转子部件将与其对应的可磨耗涂层切出密封运行轨迹,以补偿发动机工作环境下的载荷和温度等造成的转静子几何形状变化,达到气路密封、防止气体泄漏、提高发动机效率。因为可磨耗封严涂层由于生产工艺简便、维护和性能调整简易、封严效果好等优点而在航空发动机及地面燃气轮机上得到了广泛应用,在提高发动机效率和降低油耗方面发挥了显著的作用[2-5]。
AlSi/BN、CuAl/NiCg封严涂层是中低温应用环境中的典型封严材料,主要用于航空涡轮发动机压气机的气路封严。本文利用高温高速可磨耗试验机,在模拟航空发动机典型工况环境下,进行了两种涂层与TC4合金模拟叶片配副的可磨耗性试验研究。
1. 实验材料和设备
实验选用北京矿冶研究总院研制的AlSi/BN复合粉末(KF-121),在TC4合金基体上采用等离子喷涂AlSi/BN封严涂层试样,选用北京矿冶研究总院研制的CuAl/NiCg复合粉末(KF-122),在GH4169合金基体上火焰喷涂CuAl/NiCg封严涂层试样,涂层厚度约为2.0mm。实验采用TC4合金模拟叶片,叶尖高度3mm,厚度为0.7mm,宽度为10mm。
本实验采用北京矿冶研究总院的BKYHVT300/800 型高温高速可磨耗试验机,该设备的最高转速为15000RPM,最大线速度可达到350m/s,进给速率为5~500μm/s,最高试验温度可达800℃。根据AlSi/BN涂层和CuAl/NiCg涂层特点及其发动机上应用的典型工况,结合试验设备能力,选择试验参数如表1所示。
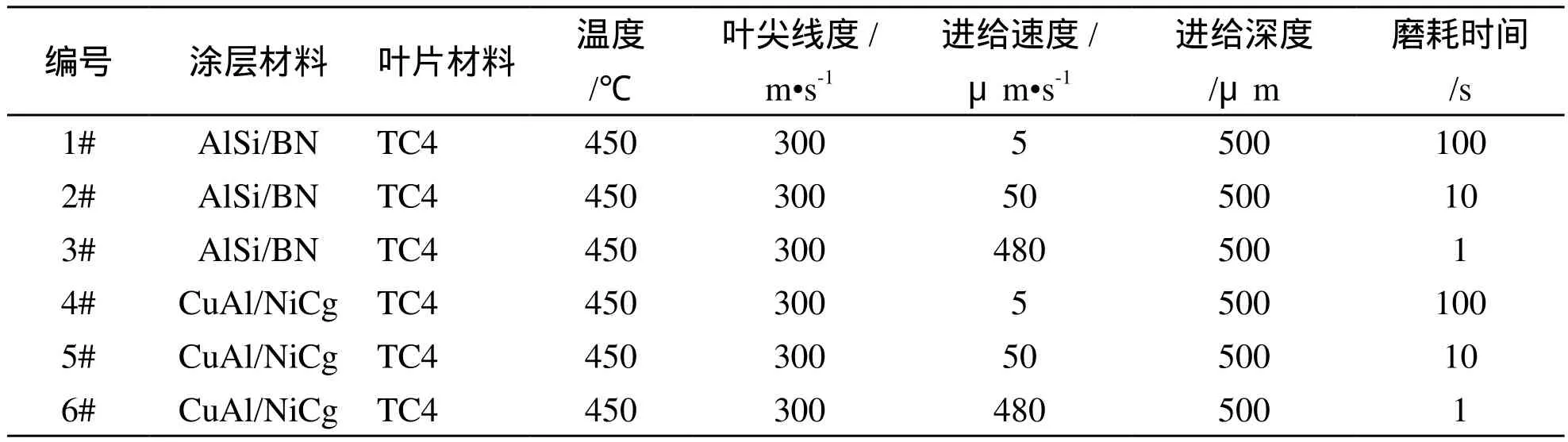
表1 WC-17Co涂层的摩擦磨损试验参数、磨损体积和摩擦系数Table 1 Parameters,wear volume and frictional coefficient of tribotests on WC-17Co coating
采用体视显微镜观察了刮削磨耗试验后涂层和叶片的宏观形貌,定量分析了试验后两种涂层的刮削深度、叶片磨损高度和总磨耗深度。
2 结果分析
2.1 涂层和叶片磨耗的宏观形貌
对可磨耗试验后的涂层和模拟叶片进行宏观形貌观察,如图1所示。
由图1可知:在5μm/s进给速率时,AlSi/BN涂层磨耗表面有较明显凹槽,局部有过热“烧黑”现象,叶片叶尖磨损较严重,且叶尖表面在高度方向参差不齐;而CuAl/NiCg涂层磨耗表面磨痕较浅,但有剥落痕迹,叶片叶尖磨损较严重,但叶尖表面在高度方向上较平整。在50μm/s进给速率时,AlSi/BN涂层磨耗表面有凹槽磨痕,叶片叶尖有轻微磨损,叶尖表面在高度方向整体平整,但局部有明显凸起和凹槽;CuAl/NiCg涂层磨耗表面平整,局部有轻微剥落痕迹,叶尖表面在高度方向上较平整。在480μm/s进给速率时,AlSi/BN涂层磨耗表面有轻微凹槽磨痕,叶片叶尖磨损轻微,高度方向较平整;CuAl/NiCg涂层磨耗表面平整,叶尖表面在高度方向上较平整。

图1 不同试验参数条件下涂层与模拟叶片宏观形貌图Fig.1 The macro morphology of the coating and the blade simulation diagram under different test conditions
2.2 涂层刮削深度、叶片磨损高度和总磨耗深度
对可磨耗试验后的涂层试样和模拟叶片进行宏观测试。涂层刮削深度、叶片磨损高度及总磨耗深度等测量和计算结果,如表2所示。
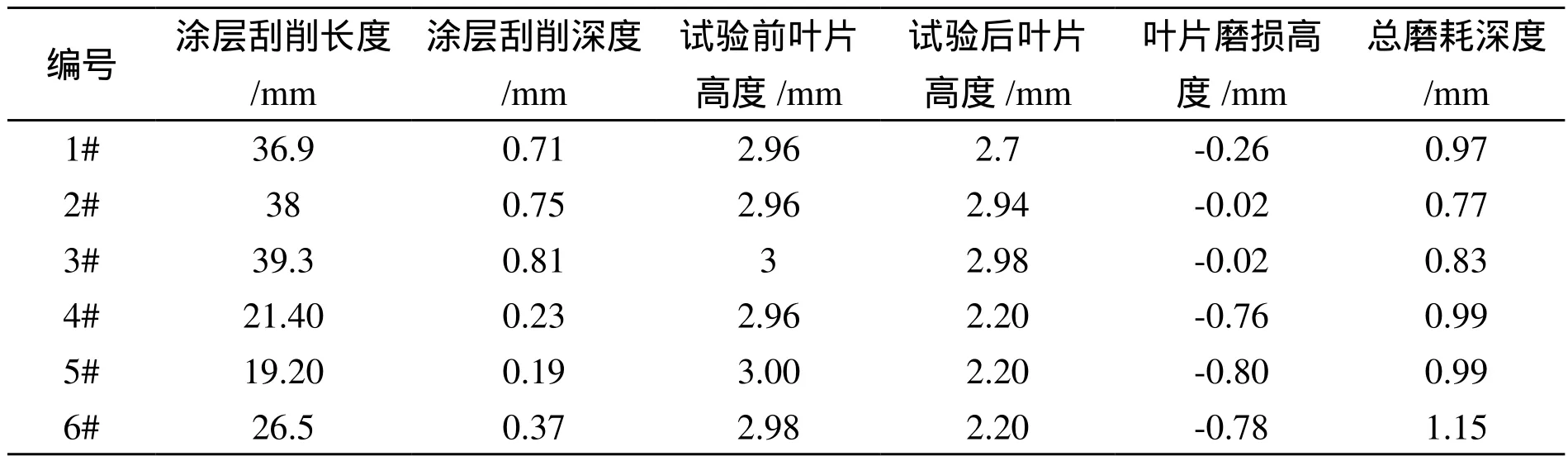
表2 涂层刮削深度、叶片磨损高度和总磨耗深度Table 2 Scraping depth of the coating, wear height of the blade and the total wear depth
由表2可知,在温度为450℃,线速度为300m/s,进给速度5~480μm/s,进给深度500μm条件下:在不同进给速率下AlSi/BN涂层的刮削深度均大于进给深度,而对磨叶片的高度减少均低于进给深度;不同进给速率下CuAl/NiCg涂层的刮削深度均小于进给深度,而对磨叶片的高度减少均大于进给深度;在相同进给速率下AlSi/BN涂层与相比CuAl/NiCg涂层刮削深度更大、叶片磨损高度更小。
2.3 试验结果分析与讨论
根据AlSi/BN涂层的特性和在发动机上试验试车的使用经验分析,工况条件下AlSi/BN涂层相对较软、较粘,工况磨耗时容易在叶尖形成“积屑瘤”,图1中AlSi/BN涂层和叶尖磨耗表面凹槽形貌就是“积屑瘤”导致的。“积屑瘤”磨耗时对涂层产生挤压作用,导致涂层硬化、可磨耗性降低;此外“积屑瘤”还可能粘附在叶尖,粘附在叶尖的“积屑瘤”的微裂纹有可能扩展到叶片基体中,引起叶片损伤。在本试验中,相同的进给深度,进给速率最低时,磨耗时间最长,由于磨耗时“积屑瘤”的存在,叶片磨损最严重;另外大进给速率时,叶尖对涂层产生更大的切向撕扯作用,导致涂层刮削深度随进给速率增加而增加。
根据CuAl/NiCg涂层的特性和在发动机上试验试车的使用经验分析,工况条件下CuAl/NiCg涂层相对较硬、较脆,工况磨耗时不易在叶尖形成“积屑瘤”,图1中CuAl/NiCg涂层和叶尖磨耗表面整体平整,涂层局部有轻微剥落未见凹槽痕迹,也说了本试验中未形成“积屑瘤”。在本试验中,叶片磨损高度变化不大,说明由于没有“积屑瘤”形成,且CuAl/NiCg涂层相对较硬、较脆,叶片磨损主要受进给深度影响;进给速率最大时的涂层刮削深度最深,主要是大进给速率时,叶尖对涂层产生更大的切向撕扯作用导致的。
在本试验中,在不同进给速率下,AlSi/BN涂层的刮削深度均大于对磨叶片的磨损高度,CuAl/NiCg涂层的刮削深度均小于对磨叶片的磨损高度;在相同进给速率下AlSi/BN涂层与相比CuAl/NiCg涂层刮削深度更大、叶片磨损高度更小;这也说明了AlSi/BN涂层比CuAl/NiCg涂层硬度更低。根据试验结果分析,目前两种涂层各有优点,AlSi/BN涂层较软、对叶片磨损较小,但磨耗时容易在叶尖形成“积屑瘤”,该涂层在发动机设计选用和应用中需对涂层工况环境和结构等给予考虑;而CuAl/NiCg涂层硬度略高,叶片的磨损高度大于涂层的刮削深度,但涂层较脆,磨耗时不易在叶尖形成“积屑瘤”。因此,建议涂层研制单位进一步针对两种涂层进行优化研究,若能降低CuAl/NiCg涂层硬度,其将会是一种与钛合金叶片配副的更好的可磨耗性封严涂层。
3 结论
本文对AlSi/BN、CuAl/NiCg封严涂层和TC4叶片配副在450℃,进给深度500μm,线速度为300m/s,进行刮削可磨耗试验,研究了进给速率分别为5μm/s、50μm/s、480μm/s时涂层的磨耗表面形貌、刮削深度和叶片磨损高度,结果如下:
(1)AlSi/BN涂层在不同进给速率下的刮削深度均大于TC4叶片的磨损高度,涂层磨耗表面有凹槽,磨耗时有“积屑瘤”产生。
(2)CuAl/NiCg涂层在不同进给速率下的TC4叶片磨损高度为涂层刮削深度的2~4倍,涂层磨耗表面整体平整,局部有轻微剥落,磨耗时未产生“积屑瘤”。
(3)目前两种涂层各有优缺点,AlSi/BN涂层较软、对TC4叶片磨损较小,但磨耗时有“积屑瘤”形成;CuAl/NiCg涂层对于TC4叶片偏硬,叶片的磨损高度大于涂层的刮削深度,可磨耗性不足,但磨耗时不易产生“积屑瘤”。