固体火箭发动机部件的损伤探测
2014-10-25喻湘凤
陈 怡,喻湘凤
(中国航天科技集团第四研究院四十七所,西安 710025)
固体火箭发动机是当今各种导弹武器的主要动力装置,在航空航天领域也具有相当广泛的应用。其结构简单,因而具有机动、可靠和易于维护等一系列优点,非常适合现代战争和航天事业的需要。固体推进剂药柱在制作工艺、固化冷却、长期贮存、长途运输、勤务处理和点火发射期间要承受各种载荷的作用,同时受温湿度等贮存条件的影响,发动机的推进剂、衬层及绝热层等将发生物理和化学性质的变化。它们的共同作用会破坏固体火箭发动机的结构完整性,导致药柱内产生气孔、裂纹、药柱与壳体粘接面脱粘等缺陷。
这些缺陷在火箭发动机燃烧时将产生“超”燃烧表面[1]。因此,对固体发动机缺陷进行分析并采用可靠的检测手段发现这些缺陷,已经成为推进技术研究领域的重要课题。
1 固体火箭发动机缺陷及其对发动机的影响
固体火箭发动机缺陷主要包括燃烧室缺陷和喷管缺陷,其中燃烧室缺陷又可分为药柱缺陷和粘结界面脱粘缺陷两大类。对发动机威胁最大的缺陷是粘结界面脱粘缺陷。
粘结界面脱粘缺陷[2]可分为5种情况,即① 壳体与绝热层之间的界面脱粘。主要是由于绝热层贴片过程中壳体清理不干净引起粘结质量问题而造成的,此外固化加温加压控制不好、粘结剂质量较差或贮存老化也会形成此类缺陷。② 绝热层与衬层之间的界面脱粘。衬层喷涂前绝热层表面清理不彻底、衬层与绝热层材料的化学相容性不好或贮存老化都容易形成界面脱粘。③ 衬层与推进剂药柱之间的界面脱粘。贮存老化或贮存过程中的过度应力都容易形成界面缺陷。④ 层间脱粘。由于绝热层往往是二层或多层结构,绝热材料各层粘结不牢就会产生脱粘。⑤层间粘结界面疏松。其是绝热材料各层粘结不牢产生的疏松或固化压力不足形成的分层和微孔现象。
药柱缺陷[3]大致可以分为7种情况,即① 药柱气孔或孔洞。浇注期间如果排气不好,气体没有彻底排除,待固化后就会形成气孔。浇注过程中药浆流动性较差或芯模温度与药浆温度不平衡就会造成邻近芯模药柱的孔洞。② 药柱裂缝。推进剂力学性能不良容易形成药柱裂缝。③ 药柱表面裂纹。拔模时的拉伤或温度降低到超出环境温度范围,都会产生微裂纹。④ 夹杂。异物落入还没有固化的药柱会造成夹杂。⑤ 药柱内表面缺陷。贮存过程中药柱内表面出现的变形、脱湿或龟裂现象。⑥ 限燃层脱落。贮存老化会造成限燃层的脱落。⑦包覆套脱粘。贮存老化等原因会造成包覆套与衬层脱开。
2 固体火箭发动机损伤的诊断探测方法
2.1 射线计算机断层扫描法(工业CT技术)[4]
计算机断层扫描成像(CT)技术起源于X射线照相技术,应用于复合材料研究已有十几年历史。CT检测能够给出被扫描物体断层面内材料密度的二维空间分布,通过分析断层面内密度分布,就可以获得复合材料内部密度均匀性、微孔隙体积含量与分布等方面的信息。该技术的特点是:① 高空间分辨率和密度分辨率(通常<0.5%)。② 高动态检测范围(从空气到复合材料再到金属材料)。③ 成像尺寸精度高。④ 在穿透能量足够的情况下,不受试件几何结构限制。局限性表现为:检测效率低、检测成本高、双侧透射成像、不适合于平面薄板构件的检测以及大型构件的现场检测。利用CT成像技术可以有效检测先进复合材料中的孔隙、夹杂、裂纹等缺陷,也可以测量材料内部的密度分布情况,如材料均匀性、微孔隙含量等。
早在20世纪80年代初期,美国就率先研制出了用于检测大型固体火箭发动机复合材料壳体的工业CT设备,并逐渐将该技术应用于其它先进复合材料结构的无损检测中。20世纪80年代中期,美国军方将工业CT技术用于中小型固体火箭发动机的绝热层与壳体的粘接质量、药柱内部的裂纹、气孔、夹杂及药柱与绝热层之间的粘结等质量进行检测(100%检测或关键界面检测),发现了许多常规无损检测方法难以检出的质量问题,从而使故障率从40%降到了8%,大大提高了固体火箭发动机的安全性能。1982年,美国建成了世界上首台用于固体火箭发动机检测的工业CT装置AF/ACT-Ⅰ[5],其射线源为420kV的X射线机,用于检测1m以内的发动机。1984年美国又研制成功了第二型机AF/ACT-Ⅱ,其射线源为16MeV的直线加速器,用于检测直径2340mm的MX导弹第二级固体火箭发动机。到1992年,美国空军莱特实验所与先进研究应用公司已经推出功率为60MeV的工业CT机,用于直径3.8m、长13.71m的大型固体火箭发动机的无损检测。该机可以得到发动机内部的三维细化图像,能查明装药气孔、装药与绝热层界面脱粘等缺陷。
随后,英、法、日、印度等国也先后将工业CT检测技术应用于固体火箭发动机的质量检测[6]。目前,工业CT技术已用于直径2 500mm固体火箭发动机的质量检测。R.Oster等将CT检测系统作为无损检测手段,应用于直升机纤维转子叶片的整个寿命周期即开发、生产和运行维护阶段,有助于提高复合材料构件的质量和监控动态载荷作用下的疲劳行为。在开发研制阶段,会产生降低强度的预浸层的偏移和波动的叠层,这些复合材料结构内部的层板变形只能通过CT来检测;为了优化生产过程,每个转轴叶片都要采用CT检测熟化过程后的偏析情况,断层扫描图像上可看到制造缺陷和纤维构件横断面的偏析情况;在转轴叶片的运行阶段,如发生超过极限载荷的应变损伤时,CT用于检测受损叶片的内部结构。
我国也于90年代后期成功地将工业CT技术应用于C/C复合材料、碳/酚醛复合材料等的检测,解决了一些关键性的无损检测技术难题,取得了较好的经济效益与社会效益。倪培君等用CT成像方法对一含钨丝碳/碳复合材料试样进行缺陷检测,从CT扫描图像中清楚地看到钨丝束的排布及断束缺陷;他们还在某种型号炮弹上进行了初步工业CT检测试验,结果发现某炮弹引信下面存在装药缩孔缺陷,这类缺陷用射线照相的方法难以检出。
将工业CT技术应用于固体火箭发动机的质量检测,实际测试证明,工业CT技术对固体火箭发动机的绝热层和药柱中的气孔、夹杂、裂纹及脱粘等常见缺陷具有很高的检测灵敏度,并能准确测定其尺寸和部位。用工业CT技术检测固体火箭发动机质量是可行的,可以满足较高的检测要求,尤其是对固体火箭发动机多界面的质量检测,是其它常规无损检测方法无法比拟的。工业CT检测技术的应用,不但是其它常规无损检测方法在固体火箭发动机质量检测上的补充,而且对固体火箭发动机的研制和生产工艺的制定具有重要作用。
2.2 超声波检测技术
超声检测技术,特别是超声C扫描,由于显示直观、检测速度快,已经成为大型先进复合材料构件普遍采用的检测技术。应用超声纵波多次反射法,对固体火箭发动机喷管金属与非金属复合构件粘接界面进行了无损检测,试验结果证明采用超声纵波多次反射法能比较准确地发现被测件内部的脱粘缺陷;经与喷管解剖结果对照,脱粘位置和脱粘面积也与检测结果吻合。
超声波脉冲发射法最早用于固体火箭发动机的无损检测,对检查固体发动机壳体与绝热层之间的脱粘情况十分有效。为解决阵地综合测试的技术问题,美国曾在1976年采用声全息法检测民兵导弹多层脱粘及药柱内部老化裂纹[7],但对发动机前、后端的脱粘及药柱内部的裂纹不适用。通过查阅文献发现,日本航空宇宙技术研究所“固体火箭发动机超声波探伤”中报导,他们曾采用超声波多次反射法成功地对非金属包覆层和钢壳体粘接面进行了检测;经过多年的研究,采用超声纵波多次反射法对喷管金属壳体与非金属粘接界面的粘接质量进行检测,现已成功地用于产品的批量探伤。
2.3 低频超声波检测方法
推进剂组分与橡胶材料类似,都是一种声阻尼高的材料。因此,以前研究人员普遍认为超声波通过推进剂传播[8]是不太可能的,但是如果利用低频探头,这种方法就是可行的。研究人员目前研究了两种超声检测方法:第一种是接触法,第二种是非接触法,示意图如图1所示。因为超声波在通过裂纹时会发生反射并衰减,所以通过测量所接收到的经过推进剂的超声波强度,就可以检测出存在的缺陷。
2.3.1 接触法
传播探头放置在推进剂表面上,接收探头放置在推进剂表面的另一边,图1(a)为接触法的示意图。

图1 接触法与非接触法示意图
研究人员利用试件对这种方法进行了评估。试件模拟了真实尺寸(厚约1 000mm)的固体推进剂,在试件中人工制造了一些缺陷,图2为试件中人造缺陷设置的示意图。在所有的人造缺陷中,超声波衰减了5~10dB。尽管发射波的强度随着传送距离的不同而不同,但研究人员还是能够检测出所存在的缺陷。这种方法的检测能力大约为φ10mm,因此其检测能力与X射线法相当。
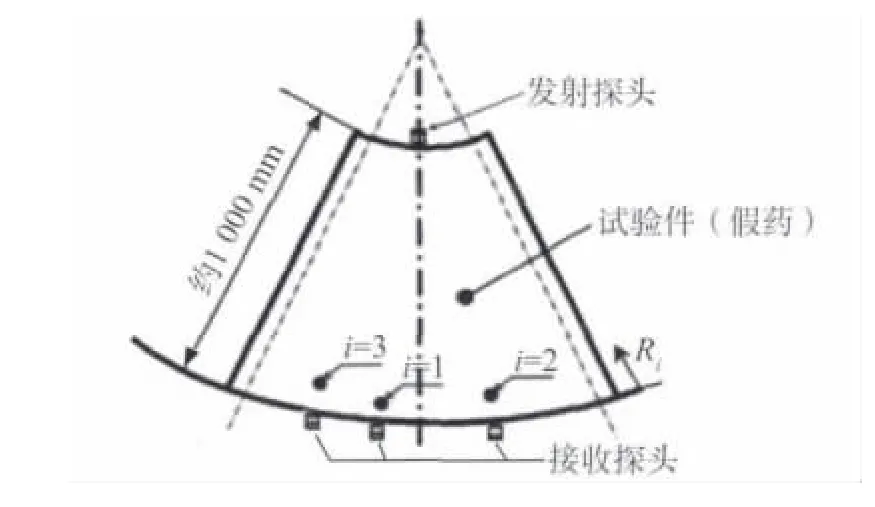
图2 人造缺陷的设置
该方法已经应用于固体火箭发动机的产品中,试件与产品的差别在于固体推进剂的外部有绝热层和发动机壳体。图3为接触法用于发动机产品的示意图。

图3 接触法用于发动机产品检测的示意图
然而,这种方法操作时需要耦合材料。如果检测是手动进行的,接收的强度将会不断变化。为了解决这个问题,研究人员又开发了非接触检测法,其不需要耦合材料,还可以提高工作效率。
2.3.2 非接触法
非接触法使用一种装置发射线性调频脉冲,可以有效地改善信噪比。在非接触法中,发射探头和接收探头不用放置在推进剂上,超声波通过周围空气和推进剂进行传播。
研究人员利用试件对这种方法进行了评估:首先测量超声波通过周围空气后被接受到的强度以了解存在多大的声阻尼;然后测量超声波通过周围空气和推进剂样品后被接收到的强度;最后,研究了利用此方法检测推进剂中所存在缺陷的能力。
图4为非接触法对某试件的测量结果,由图4可见,经过人造缺陷后,超声波衰减了15~20dB。因此,利用非接触法可以分辨出推进剂上是否存在缺陷。
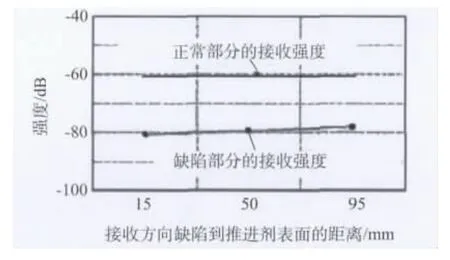
图4 非接触法对某试件的测量结果
研究人员已经确定非接触超声波法可以应用于固体火箭发动机上,推进剂厚约300mm;利用非接触超声波法可以检测推进剂中20mm×20mm的缺陷。图5为非接触法测量某发动机的示意图。其测量设备型号为SecondWave NCA1000;发射器脉冲为线性调频脉冲;发射和接收探头中心频率均为100kHz,在空气中的传播距离均为20mm。

图5 非接触法测量某发动机的示意图
在非接触超声波检测方法中,探头不直接与发动机接触,便于实现机械化,从而提高工作效率。未来的研究重点在于将非接触超声波法用于推进剂厚度约1 000mm的大型固体火箭发动机的检测上。
2.4 声-超声检测技术
声-超声(AU)技术又称应力波因子(SWF)技术。与通常的无损检测技术不同,AU技术主要用于检测和研究材料中分布的细微缺陷群及其对结构力学性能(强度或刚度等)的整体影响,属于材料的完整性评估技术。采用声-超声振幅C扫描技术也能够对复合材料与金属材料间的粘接界面进行有效检测,而且克服了超声反射技术信号清晰度不高、超声透射技术传感器可达(及)性差的缺点。目前声-超声技术的研究主要集中在物理传播模型的建立上,以期在理论指导下合理解释接收信号,进一步改进评估方法。
固体火箭发动机壳体结构多为层状粘接结构,各层界面的粘接失效是发动机结构完整性破坏的关键形式之一。此外,固体火箭发动机在应用复合材料以减轻各部件整体重量和提高结构强度的同时,其各向异性和较强的声衰减性给检测工作的可靠性提出了新的要求。
针对固体火箭发动机的结构特点,研究人员设计了复合材料壳体/绝热层粘接结构的检测试件,并在试件上制作了一系列大小不等的圆形孔洞,以模拟发动机实际检测中的常见孔洞缺陷,考察AU检测技术对粘接结构中此类缺陷的检出能力。
试验使用的HSD4超声波发射/接收卡选定采样频率为25MHz。发射和接收探头都选用宽带窄脉冲纵波直探头。耦合剂为机油,利用探头和夹持支架的自重作为耦合压力,减小了耦合压力的变化对试验结果的影响。检测时,将孔洞缺陷置于两探头中间,发射探头和接收探头分别接入超声波发射/接收卡的信号输入和输出端。发射探头和接收探头的信号都被超声波发射/接收卡采集,然后通过PCI接口传到计算机中进行信号处理工作。声-超声检测系统框图如图6所示。检测试件由复合材料壳体和绝热材料粘接而成。复合材料为高硅氧玻璃纤维/环氧树脂基复合材料,绝热层为三元乙丙橡胶。试件长、宽均为280mm,复合材料厚度为5mm,绝热层厚度为3mm,孔洞缺陷直径由小到大分别为10,20,30mm。

图6 声-超声检测试验系统示意图
采用自适应滤波法实现了对检测信号的噪声降解,采用小波变换实现了对信号的多分辨率分析。通过计算不同频带上信号的能量占总能量的比重可得,第三级频带上信号的能量占比最大,代表了信号的主要特征信息,故定义这一级频带为信号的特征频带。构建能量积分SWF,对信号的特征频带进行计算。通过SWF的数值可以判断试件有无孔洞缺陷,并可对孔洞缺陷大小作定性判断。试验表明,AU技术可以实现对固体火箭发动机结构粘接质量的有效检测。
2.5 激光全息(散斑)无损检测法
激光全息无损检测法的基本原理是:对被检测构件施加一定载荷后(加力载荷或热载荷),构件表面的位移变化与材料内部是否存在分层性缺陷及构件的应力分布有关,内部存在分层性缺陷及应力集中区的位移量大于其它区域的位移量。虽然该方法对复合材料内部宏观缺陷的检测能力与可靠性均低于超声波检测法,但它可全面检测复合材料构件承载状况下的应力分布情况,所获得的检测数据量远高于目前普遍采用的在构件部分点用电测方法获得的数据。
与其它检测方法相比,激光全息检测是一种干涉计量术,其干涉计量精度与激光波长数量级相同,因此极微小(微米数量级)的变形也能被检测出来;由于激光作为光源,而激光的相加长度很大,可以检验大尺寸产品;对被检对象没有特殊要求,可对任何材料和粗糙表面进行检测;可借助干涉条纹的数量和分布来确定缺陷的大小、部位和深度;直观感强、非接触检测,检测结果便于保存。激光全息无损检测应用领域涉及航空航天产品中常见的蜂窝夹层结构脱胶缺陷、复合材料层压板分层缺陷、火箭推进剂药柱中的裂纹和分层及飞机轮胎中的胎面脱粘缺陷的检测等[10]。
英国Loughborough大学1978年开发了电子散斑干涉技术[11],现已应用于许多复合材料,特别是剥离夹层组件的检测。目前Loughborough大学研发的电子散斑图案干涉仪可以进行特定的无损检测。
对于固体发动机来说,激光全息技术是利用光学干涉原理波前记录和再现的一门科学。当固体推进剂药柱受力时(机械力、抽真空和热应力等),药柱内部缺陷的外表面将发生异常变形,产生不同程度的位移。这在全息图相应部位会出现不连续的突变或一些封闭的不规则环形,观察变形前后的全息图,便可确定缺陷的有无。激光全息技术将激光全息照相和干涉测量结合起来,在量值(变形量)测量精确度上超过其它方法。该技术主要用于固体推进剂药柱的缺陷及包覆套脱落的检测,灵敏度较高。
3 结论与建议
(1)针对不同型号的发动机,确定各自理想的检测设备和探伤工艺。综合应用超声、内窥镜、激光全息和X射线检测等多种方法对固体火箭发动机进行无损检测。为提高检测效率、降低检测成本,可由抽检得到的先验知识确定发动机需要检查的关键部位,然后以各关键部位为中心检查相邻部位的缺陷情况;如果发现缺陷则继续以此位置为中心开始检查,如果没有缺陷则进行下一个关键部位的检查,从而制定出科学合理的探伤工艺。
(2)检测设备的小型化、机动化。采用固体火箭发动机为推进装置的导弹和其它武器大多都是在作战阵地进行发射的。因此,发展小型化的机动无损检测设备是保证安全发射的需要。
(3)检测设备的计算机化。要求设备抗干扰能力强,检测精度高,速度快,可全面采集、存储和分析各种数据,并进行实时处理和再现,使无损检测技术逐步走上自动化、数字化的轨道。
(4)检测设备的配套系统建设。通过提高检测设备的自动化管理水平,如采用发动机自动滚转与定位支架、射线照相检测的胶片自动装卸传送系统等配套设备,将大大提高检测效率。
(5)检测结果的定量判断。除工业CT方法外,其它探伤手段得到的检测结果(如数字图像、底片和检测数据等)很难给出缺陷的定量判断。依据检测结果给出缺陷的位置、大小及其性质,对于固体发动机的无损检测显得尤为重要。
[1] 邢耀国.固体火箭发动机无损检测技术和结构缺陷判废标准研究的发展和展望[J].推进技术,1996,17(4):86-90.
[2] 赵慧蓉.固体火箭发动机喷管粘接界面的超声检测[J].固体火箭技术,2000(2):23-74.
[3] 隋玉堂,杨兴根.火箭发动机界面脱粘分析及检测新方法[J].飞航导弹,2001(1):43-48.
[4] 王增勇,汤光平,李建文,等.工业CT技术进展及应用[J].无损检测,2010,32(7):29-33.
[5] 冯振光.用于大型固体发动机无损检测的X射线层析仪[J].固体火箭技术,1993(1):105.
[6] 郭长运.固体发动机工业CT探测系统[J].推进技术,1987(6):92-96.
[7] 陆铭慧,陈以方.固体药柱的超声特征扫描成像检测[J].固体火箭技术,2007,30(5):459-462.
[8] 党长久,李明轩.超声在固体火箭发动机无损检测中的应用[J].应用声学,1994,14(5):32-35.
[9] 杨青,刘颖韬.航空航天领域中超声波C扫描检测系统的发展与应用[J].无损检测,2012,34(7):56-59.
[10] 刘怀喜,张恒,马润香.复合材料无损检测方法[J].无损检测,2003,25(12):31-34.
[11] 张毅,蔡灵仓,毕延.固体超声声速的脉冲反射法测量[J].无损检测,2010,32(6):17-20.
