大截面H13钢模具淬火开裂分析及冷却制度的拟定
2014-10-23冯建新
冯建新,宛 农
(武汉轻工大学机械工程学院,湖北武汉 430023)
H13钢是使用较为广泛的热作模具钢。某厂使用H13钢制作截面直径为φ780 mm的大截面模具。在进行真空淬火时产生了裂纹。为了解决淬火开裂这一问题,特对该模具进行失效分析并制定相应的冷却制度。
1 H13钢模具淬火开裂分析
零件在热处理过程中产生裂纹是最严重的热处理缺陷之一,这种缺陷导致零件无法补救,直接报废。通过文献[1-2]可知引起淬火开裂的原因很多,但必须同时存在两个条件:一是具有脆性组织;二是拉应力超过此时钢的抗拉强度。针对某厂使用的大截面H13钢模具在淬火过程中极容易发生开裂现象,究其原因主要有两点:一是零件形状导致应力集中;二是淬火过程中零件的冷却制度有问题。
1.1 H13钢模具形状对淬火开裂影响分析
通过文献[3]可知,淬火裂纹与热处理零件的形状有密切关系,那些形状复杂,带孔洞、键槽及厚薄悬殊的零件,淬火冷却时会产生复杂的内应力,非常容易引起淬火裂纹。该厂发生开裂的H13模具的实物图见图1,由实物图可看出,裂纹发生在键槽处,与文献所述相符,说明该H13模具极易在键槽处产生裂纹。有资料介绍,尖角处的应力为平滑面的10倍左右。然而模具的形状与设计者有关,是为了满足其形状功能,不便轻易改动。所以有必要通过控制淬火冷却过程来减小淬火引起的拉应力。

图1 H13模具开裂实物
1.2 H13钢模具冷却制度对淬火开裂影响分析
冷却制度是淬火过程中最重要的工艺,冷却速度影响淬火内应力的大小和分布,并影响组织形态。在淬火冷却过程中,随着温度变化,会产生热应力和组织应力。热应力主要通过热胀冷缩的形式产生,在冷却初期外表面冷速比心部冷速快,导致外表面收缩比心部快,零件表面受压应力,冷却后期则正好相反。组织应力主要通过形成马氏体的形式产生,马氏体的比体积最大,形成马氏体时材料会膨胀,所以组织应力是温度低于Ms点时才开始形成的,零件外表面温度最先低于Ms点形成硬而脆的马氏体,随着温度继续降低,次表层就会形成马氏体膨胀导致外表层先形成的马氏体受拉应力。针对H13模具而言,淬透性较高,容易形成一定厚度的马氏体,如果控制不好热应力和组织应力,那么很容易在危险截面处开裂。而冷却速度影响淬火内应力的大小和分布,并影响组织形态,因此制定合理的冷却制度是很有必要的。
2 H13钢模具的温度场仿真
目前大多数温度场数值模拟是将其简化为一维或二维问题进行求解,但H13钢模具淬冷是一个三维、变物性和瞬态的传热过程。通过Ansys Workbench有限元分析软件对H13钢模具进行有限元模拟,可以得到模具温度随淬冷时间的分布关系。
2.1 淬冷过程热传导方程
对于三维零件,Ansys Workbench求解的热传导平衡方程为:

式中ρ、c、λ和Q分别表示工件材料密度、比热容、热传导系数和相变潜热;T和t分别表示工件温度和淬冷时间。
工件淬火时的初始条件为:

工件淬火时边界条件为对流换热形式:

其中h、s和n分别表示表面换热系数、换热边界和换热边界的法向方向,TW为工件表面温度,TQ为淬火介质温度。
2.2 Ansys Workbench模拟前处理
Ansys Workbench的Geometry组件具有强大的三维建模能力,通过其对H13模具钢零件进行三维实体建模,如图2所示。

图2 H13模具钢三维实体建模
建模成功后,利用Ansys Workbench自动划分网格功能对其进行网格划分,如图3所示。
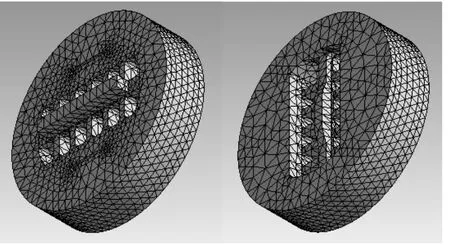
图3 H13模具钢网格划分
将H13模具钢加热到1 020℃让其充分奥氏体化,放入30℃的油中冷却1 h,考察其淬冷过程温度的变化情况。
2.3 求解结果
对设定条件进行求解,可以得到模具淬冷1 h过程中其内部温度分布情况。图4为模具重要截面在淬火4 min时的温度场分布。从图中可以看出,表面局部温度已经很低,但心部温度仍保持高温。
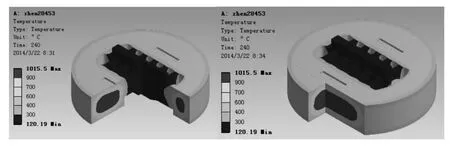
图5 H13模具4 min温度场分布
图6为模具重要截面在淬火13 min时的温度场分布。从图中可以看出,油冷13 min时模具最高温度约411℃,孔壁连桥大部分温度低于100℃,而键槽根部接近200℃,其正在形成淬火马氏体膨胀会受到孔壁连桥的牵制而在键槽根部产生较大拉应力,此时若将模具提出油面缓冷片刻(约2 min)再入油冷却或直接转空冷至模具温度100℃时再入250—300℃回火炉等温回火,这样可以使孔壁连桥和键槽根部局部回温(自回火),提高其淬火组织的塑韧性而极大地缓解其组织应力和应力集中效应。

图6 H13模具13min温度场分布
3 H13钢模具的冷却制度的拟定
根据淬冷过程零件内部发生的组织转变和应力变化,可以将整个淬冷过程划分为两个区域。一个是为了避开珠光体和贝氏体转变区域而必须快冷的临界区;另一个是为了减缓组织应力而必须缓冷的Ms点以下的危险区[4]。所以,在H13模具钢淬冷的过程中,即要保证绝大部分区域淬硬又要保证键槽处危险区的缓冷。查阅热处理手册查看H13连续转变曲线可知,只要在1 200 S内避开珠光体转变区即可淬硬。通过整个温度场过程的综合分析,H13模具钢在油冷14 min时可将模具提出油面直接转空冷至模具表面温度100℃左右时即可入300℃回火炉进行回火处理。
4 结束语
通过Ansys Workbench模拟结果可以揭示淬火冷却时复杂零部件温度变化趋势和应力变化情况,从而预计淬火裂纹可能产生的部位,为新模具第一次热处理工艺制度提供相关参数。
[1]王丽莲.H13钢模具真空淬火致裂原因探讨[J].热处理,2010,5(25):39-44.
[2]祝国华,战祥丽.零件热处理裂纹的分析与对策(一)[J].机械工人(热加工),2004(8).
[3]庞祖高,苏广才,林松,等.H13钢温挤压模具型腔开裂失效分析与控制[J].模具工业,2008,11(34):68-71.
[4]李美林.热处理工件淬火裂纹的探讨[J].株洲工学院学报,1999,2(13):29-31.
