单晶金刚石刀具钎焊过程研究
2014-10-23麻东升
麻东升
(天津冶金职业技术学院,天津300000)
1 引言
金刚石表面金属化问题在20世纪70年代就引起了国内、外金刚石工具制造界高度重视。很多人致力于在烧结过程中实现金刚石表面金属化的研究,在胎体材料中添加或在金刚石表面预粘上强碳化物金属粉末(这种金刚石在未加热前,并未与镀层发生化学反应,只能属于金刚石包衣),以期其在烧结过程中实现对金刚石的化学键结[1]。
2 单晶体金刚石的特点
单晶体金刚石体面结构常为平面状,呈八面的晶棱和顶角,通过化学或物理方法,在金刚石表面形成一层很薄的金属层,提高液态钎料对单晶金刚石和硬质合金基体的润湿性能,改善单晶金刚石刀具的钎焊性能。单晶金刚石晶粒结构和形态见图1、图 2。
3 单晶金刚石基体材料的选择
单晶金刚石基体采用硬质合金材料Y T 15,其化学成分和力学性能见表1。
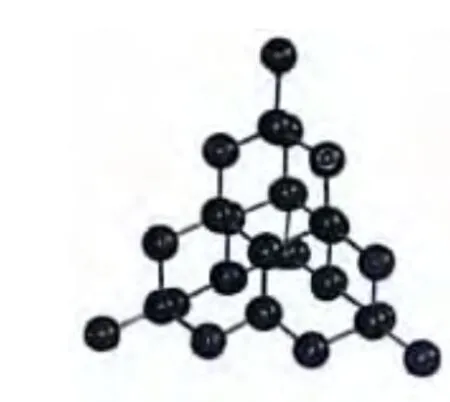
图1 金刚石晶粒结构
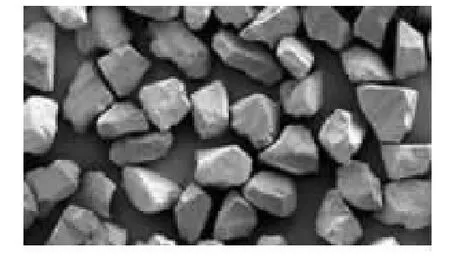
图2 金刚石形态

表1 Y K 15硬质合金基体的化学成分和力学性能
WC、T i C、T a C、N b C和粘结剂C o等元素通过粉末冶金方法而制成了硬质合金体。有关实践得知,T i C、T a C、N b C与 WC更难被 A g、C u等钎料润湿,而T i、T a、N b的氧化物很稳定,更难以被钎焊剂清除,常选用WC含量较高的硬质合金材料作为单晶金刚石的基体。同时,含C o量的多少也影响钎焊接头的强度和钎料的润湿性能,所以优先选用C o含量多的硬质合金作为基体[2]。
4 钎料的选择
表面激活能较高的金刚石基体硬质合金材料,促使钎料的润湿性能变差,导致钎焊接头处承载的最大切削力小于刀具切削过程中的冲击力,经常出现金刚石脱落现象,严重影响刀具的使用寿命。当前解决问题的关键在于,在现有钎料不变的情况下,提高钎料对金刚石基体硬质合金材料的润湿性能,而钎料和钎剂的搭配是影响钎料的润湿性的重要因素,润湿和扩散程度直接影响钎焊接头的质量,决定了单晶金刚石刀具的使用寿命。单晶体金刚石体和硬质合金基体组装结构如图3所示。
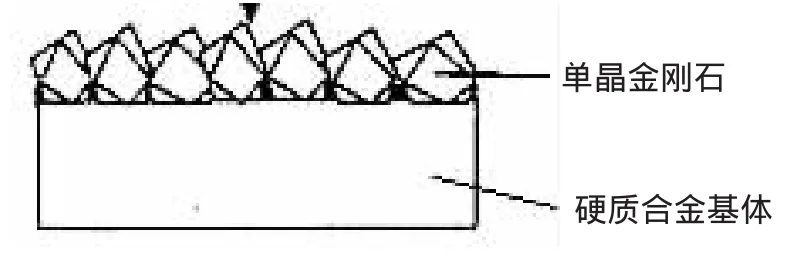
图3 单晶金刚石体和硬质合金基体组装图
刀具钎焊接头处的强度主要由钎料与单晶金刚石和硬质合金基体相互结合的程度决定的,取决于钎料的润湿性能和扩散性能。合理选择钎料对刀具的使用寿命有直接影响。
实践证明,单晶金刚石钎焊应选用硬钎料。银基钎料是目前应用较为广泛的钎料,对金刚石和硬质合金材料具有良好的润湿性,具有一定的结合强度和承受一定冲击载荷的能力。表2为银基钎料,常呈片状,厚度为0.1~0.5m m,可以根据实际需要对形状和大小进行裁剪[3]。
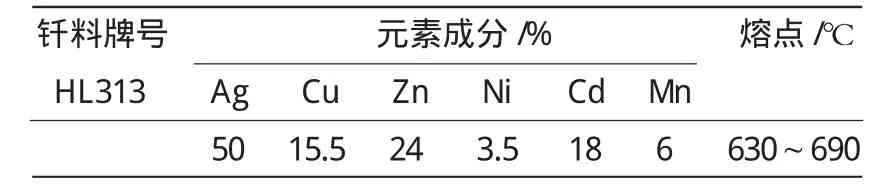
表2 银钎料的主要组成元素和熔点
5 钎焊剂的选择
单晶金刚石与基体硬质合金材料钎焊过程中,随着温度的升高,钎焊处金属氧化速度加快,同时产生氧化膜,严重地影响了钎料的润湿性。目前主要采用钎焊剂去除氧化膜,改善液体钎料的润湿性,并产生相互扩散作用,以保证钎焊处的结合强度。
单晶金刚石、基体硬质合金材料和钎料,常采用以氟硼酸钾、硼酐、硼砂为主,碳酸钾和氟化物为辅配制成的Q J 102钎焊剂,其化学成分和活性温度如表3所示。

表3 钎焊剂化学成分和活性温度
6 钎焊设备
高频感应钎焊加热设备如图4所示。

图4 GPl5A高频感应钎焊加热设备
设备的加热频率选择是根据工件的大小和感应线圈形状决定的,频率过高或过低都会影响电热能的转换,严重时会烧损电器元件。GPl5A型设备工作频率为35~105kHz,当工作频率在60kHz时,设备工作效率很高[4]。加热方法如图5所示。

图5 加热方法
7 焊前处理工作
单晶金刚石经过特殊处理后,在其表面形成一层很薄的金属层,由于长时间与空气和水分接触,金刚石表面金属层被氧化,钎焊前要用粒度细小的砂纸进行研磨,并露出金属光泽,以便液体钎料润湿和相互扩散,形成钎焊接头。
8 钎焊过程
(1)刀具在加热前,将钎焊剂均匀的涂抹在单晶金刚石、硬质合金基体和钎料上,通过专用夹具固定好刀具的各部分,并预留0.5~1m m的装配间隙,以便为液态钎料填充预留间隙,能形成良好的钎焊接头。
(2)钎焊加热温度选择。加热温度过高,会造成钎焊缝氧化,单晶金刚石表面和基层硬质合金材料热烧损;而钎焊温度过低,液态钎料因流动性能不足,使液态钎料润湿和扩散性能下降,造成钎焊缝存留气孔或夹渣等缺陷,都会使接头处脱焊,影响单晶金刚石刀具的使用寿命。通常钎焊的加热温度高于钎料的熔点30~50℃,此时液态钎料的流动性、润湿性、扩散性最好,最容易获得优质的钎焊缝[5]。
9 结束语
合理选择单晶金刚石刀具的钎焊方法,严格执行钎焊工艺内容,并控制好钎焊过程,可以有效预防或避免钎焊接头处缺陷的产生,有利于获得优质的钎焊接头,延长金刚石刀具的使用寿命。
[1]孟金龙.金刚石刀具高频感应钎焊工艺的研究[D].大连:大连理工大学,2009.
[2]王适.金刚石热稳定性及其刀具受热损伤的研究[D].大连:大连理工大学,2003.
[3]李智,马勇.单晶金刚石刀具的加工 [J].煤矿机械,2003(5):50-51.
[4]张竞敏,黄松筠.单晶金刚石刀具的选料与定向[J].工具技术,1999(7):11-13.
[5]王立,李嫚,贾乾忠,等.金刚石刀具钎焊工艺的研究[J].金刚石与磨料磨具工程,2008(3):66-69.
