对水泥熟料生产线电气自动化调试中出现的问题及解决方案
2014-10-21倪国宪
倪国宪
摘要:本文主要讲述了对水泥熟料生产线电气自动化调试中出现的问题以及解决方案,希望对同行有帮助。对这一行业尽一点绵薄之力。
关键词:水泥熟料生产线;生产调试;故障;设备安装
1 生产线概况
该生产线为一条新建4000t/d水泥熟料生产线,配套余热发电工程 。设计范围从石灰石破碎到熟料输送至老厂熟料库顶,电气主要由原料磨电气室、窑尾电气室、 窑头电气室 、煤磨MCC室、熟料MCC室等组成。总降压站及电力架空线路由地供电部门设计建造 。该生产线试生产不到半个月就实现达产达标。
2 调试过程中遇到的问题及处理方法
在整个电气自动化调试过程中,大大小小的问题遇到不少,其中比较典型的主要有接地故障、变频器调试、仪表安装等几个方面。
2.1 接地故障
根据接地的不同作用,一般分功能性接地 (如工作接地 、信号电路接地 )、保护性接地 (如保护接地、雷电防护接地、防静电接地、阴极保护接地 )和电磁兼容性接地等。该生产线调试过程中遇到的接地问题主要是功能性接地和电磁兼容性接地。
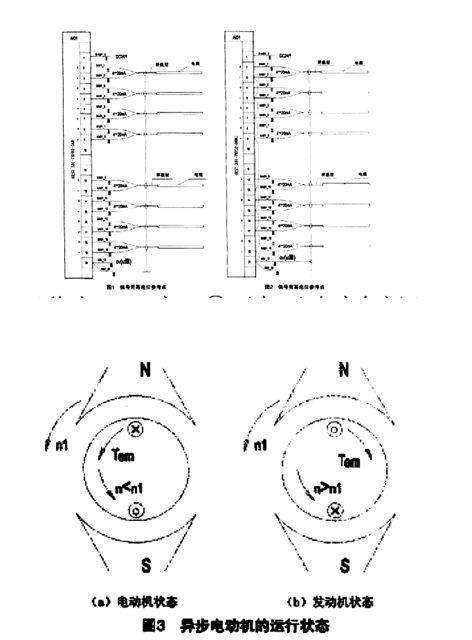
正确规范的接地对于整个电气自动化调试是非常重要。调试初期,很多电机的电流信号 DCS系统不能正常显示,为此,对信号和接线进行认真细致的查找和分析 :① 电流信号 (4~20mA)电缆均为屏蔽电缆,电缆长度<50m,电缆选型正确;②屏蔽层接地良好,且该接地与其他接地分开,为独立的接地系统,阻值 <1 Q ,电缆屏蔽层接地正确;~Cs柜布置在独立的房间里 (DCS室 ),设有抗静电地板,远离变频器、变压器等,不会受到电磁干扰;④信号电缆在DCS室外沿电缆沟敷设,电缆支架为金属制作,支架之间用40 X 5的 镀锌扁钢焊接成电气通路,且与厂区接地网可靠焊接; ⑤信号电缆在电缆沟内单独敷设在最底层,与其他电缆分开;@DCS接地和电源模块接地良好;⑦测量电流信号,正常,信号正、负线接线正确;@DCS模块的软件配置正确,与现场信号匹配。通过以上的查找,施工没有违反相关的规范,应该具备很好的抗干扰能力,DCS系统应该能检测到4~20mA电流信号,但实际情况并非如此。经过上述的故障排查,对DCS系统控制柜模块的接线方法做了进一步的分析,发现所有4~20mA输人信号都没有等电位参考点的设计见图1,这种接线方式无法抑制噪声干扰。把电流信号的负端与电源的0V端连在一起见图2,按照这种方法处理之后干扰消除,DCS系统能正常正确显示电机电流。上述接地为功能性接地中的信号电路接地。在负荷联动试车期间,石灰石破碎机及其高压电机的温度巡检仪受到严重的干扰,温度波动比较大,影响了破碎机的正常生产。经现场查看分析后,干扰由三方面的原因造成:①板喂机变频柜与DCS控制柜紧靠在一起,板喂机变频器运行时产生电磁辐射影响到DCS系统信号的采集 ;②石破车间周围没有做接地;③仪表电缆屏蔽层接地不好 。针对上述原因采取有针对性的措施:
①把变频柜移出DCS室;②石灰石破碎车间重新做接地 ,阻值<4n;③仪表电缆屏蔽层由单端接地改为双端接地,抑制变频器高频辐射。采取上述措施后,干扰消除。此种接地为电磁兼容性接地 。
2.2 变频器调试
在国家推广节能减排后,变频器在水泥生产线设备有着更广泛的应用。水泥生产线的变频器主要应用在板式喂料机、风机、选粉机等设备,应用于板式喂料机、风机的变频器只要型号选择适当 ,参数设置正确即可。而选粉机变频器则要复杂一些。该生产线上的原料立磨选粉机,在单机试车时,选粉机能正常起停,但在联动试车时,变频器多次出现过压跳 闸。为此做如下分析: 该原料立磨系统工艺上要求选粉机 (电机为4极异步电机)的转速范围为1000~1800r/min,其对应的频率应该在35~60Hz。起初变频器最大频率设为50Hz,选粉机的转速较低 ,当原料磨循环风机起动且风门开到75%以上后,风流动的速度大于选粉机的转速,造成高速风拖动电机运行,而不是电机带动选粉机转动,使电机的转子速度 lq大于同步转速n1见图3, 电机处于发电状态,发出的电反馈到变频器直流母排,与电源叠加在一起,从而造成变频器直流母排过压而跳闸 。把变频器输出最大频率设为60Hz,故障消除 ,该变频器可以正常工作 。
2.3 仪表安装
水泥熟料生产线使用的仪表主要有温度测量仪表、压力测量仪表和料位测量仪表等,这些仪表的选型都要求防护等级达到IP65以上,可露天安装,只要施工规范都能正常使用。但有些特殊的场合,还需采取一些特殊的安装措施,如熟料储存车间的雷达料位仪,调试时发现不能正确检测库内熟料高度,而其它车间同型号的料位计则能精确检测。现场细致查看 分析后,总结主要有以下两个原因:①料位仪表没有按标准安装。熟料的温度比较高,为保证熟料库顶的设备在正常环境温度下运行,库顶加了lm厚的隔热层,而雷达料位仪的长度只有0.5m,安装孔径为0.3m,这样仪表只能接收到小部分反射回来的雷达波②安装的角度不准确,雷达发射面没有对准物料面。针对以上情况,作了针对性的处理 :①扩大安装孔径 ,但由于库顶为网架钢结构,扩大的范围有限;② 由于网架结构及安装孔径小 ,雷达料位仪表 接收到的回波信号中包含一些虚假的信号通过参数调整,把虚假的回波信号过滤掉,防止錯误的回波探测;③多次调整雷达料位仪表的安装角度,使雷达发射面与物料面处于最佳的位置。采取上述措施后,熟料库的料位检测准确,为中控操作员的操作提供了可靠的依据。
3 结束语
调试工作是研究设计工作的延续,是由工程建设、设备安装阶段过渡到生产阶段不可或缺的过程,是自无负荷联动试运转合格并验收之后开始至生产性能保证考核完成之间的工作和行为。该生产线整个调试过程中电气自动化专业碰到的问题,都得到了较好的解决。目前该生产线运行平稳,熟料产量达4800t/d,电耗小于 55kWh/t.cl,厂区规划整洁,美观,绿化率高,已被列为中国建材示范性生产线
参考文献:
[1]曲丽萍,白晶.集散控制 系统及其应用实例[M].北京:化学工业出版社 ,2007
[2]徐淑萍,苏小会,刘卫国.基于PLC的水泥生产过程控制系统[J].计算机测量与控制2009(17):688~690
