加工中心的过切现象分析和解决方法
2014-10-21莫小凤
莫小凤
【摘要】本文主要针对数控加工中心的过切现象进行分析和解决,其中主要对数控加工中的刀具的补偿功能,并且对数控铣加工过程中经常会出现的几种过切问题进行分析,最终找出解决此类问题的办法,从而根源上解决问题,达到预计的效果。
【关键词】加工中心;过切现象;分析方法;解决方案
中图分类号:TN30 文献标识码A: 文章编号:1006-0278(2014)05-175-01
一、数控加工中刀具的半径补偿功能
在数控加工的过程中,数控的加工都是按照变成轨迹程序加工的,它并不考虑刀具运动轨迹的刀具实际轨迹。因为刀具的实际半径是真实存在的,并且在切割的过程中,刀具的切割轨迹有很大,并不与編程轨迹相吻合,所以要想得到的工件表面与要求的标准相符,就应该使用刀具的半径补偿功能。
刀具半径补偿就是在数控加工的过程中要将刀具的实际轨迹的计算都由数控系统刀补指令来执行计算,这里需要编程人员将刀的半径设为零,这样就可以只考虑工具的轮廓形状,然后在进行编程过程,其次我们在考虑刀具的半径问题,这是我们可以把刀具的实际半径存放在刀具半径偏置器当中,在数控加工的过程中,数据系统会自动的算出正确的刀具轨迹,最终将工具正确的加工出来,从而保证了零件的完整性。
从数控加工中刀具的半径补偿功能的程序以后只能预读出其后的两个程序段,这也是此功能的一大弊端。
二、数控加工中刀具的半径补偿中过切现象及其预防方法
在数控加工的过程中,如果使用了刀具半径补偿功能就一定要注意一下几项,从而使加工的工具更加符合标准,达到预计的编程效果:
(一)数控加工小于刀具半径的内圆弧面
在数控加工小于刀具半径的内圆弧面,如果我们在内圆弧面切割很有可能会造成过切现象的产生。在N10程序段加工的过程中,数控系统会自行停止在该点开始工作并且还会及时发出警报,数控系统如果在单一的程序段工作会使系统不能够提前预读后面的程序N15,因此在数控系统将N10段程序完成后就已经对工具造成了过切现象,完成的工具将不会符合预计的标准,如图1所示: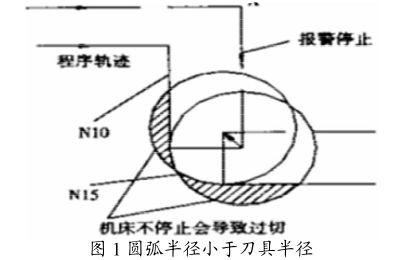
数控加工小于刀具半径的内圆弧面,当要切割的圆角半径大于使用的刀具的半径才能切割出标准的工具,从而达到预计的标准,避免过切现象的产生。
(二)数控加工小于刀具直径的沟槽尺寸
在切割的过程中,随着刀具的不断进入,刀具首先要与槽左侧的表面相切割,在刀具越来越深入的过程中,刀具首先要经过o1点,此时切割已经进行到B点,这时已经产生了过切的现象,过切显现产生在槽的左侧槽面。当加工到AB段轮廓的时候,刀具中心的轨迹可以看做是o1~o2,这个过程与我们设计的编程范围要相反,在这个过程中会产生过切的现象,所以数控系统也是会自行报警并且停止加工过程。
(三)数控加工小于刀具半径的台阶
数控加工小于刀具半径的台阶的过程中,我们可以参照2图中所示的情况,我们用圆弧指令台阶,这是刀具半径补偿后的圆心轨迹和我们编程出来的轨迹是完全相反方向的,那么就有从B点运动到A点的运动轨迹,初始的矢量会被忽略掉,在圆弧上移动的那一部分也会不见,此时,刀具会作直线运动,直到运动到第二个矢量,在单程序模式,则数控系统会进行非正常工作,产生报警、自行停止工作的现象,如果不是单程序模式则会产生相反的效果,则数控系统会正常工作,会产生报警、自行停止工作的现象。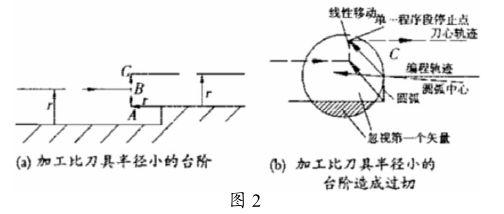
如果在数控加工的过程中采用直线程序加工台阶,那么整个加工的过程中就会正常运行,不会出现报警和自行停止工作的现象,能够正确的完成工件的加工,但是会造成浪费的现象。
(四)数控加工刀具半径补偿的开始与Z轴的切入过程
在开始工具的加工前,首先将刀具的半径补偿加上,然后在进行Z轴的切入,如果想在最终的到的工具符合预计的标准,则需要在编程的过程中对加工程序的结构十分仔细。
下图我们举例说明,在空间直角坐标系的XOY平面内,在这里我们使用刀具半径补偿功能进行切割,将(0,0,100)看作是起点,由此点出发,在Z轴方向进行运动,如果我们进行了下面的切割过程,那么最终就会产生过切的现象,以往系统都会报警及自行停止,但是在这个过程是不会这种现象的。要想改变这种现象的方法,我们可以编程正确的程序,从而改变最终的结果。
本文对数控加工中心的过切现象分析和解决方法进行分析,从数控加工中刀具的半径补偿功能及数控加工中刀具的半径补偿中过切现象及其预防方法两个大的方面进行了深入的研究分析,最终找出过切的原因及其最佳的解决办法,从根本上解决问题。造成工件过切的原因还可以有零件的结构不合理而造成,如果在工件加工的过程中使用的刀具不合理也是会造成过切的现象,最重要的一点就是,在数控系统的程序编写的过程中,一定要将程序编写完整,否则也是会造成过切。因此,根据以上总结的过切的原因,在工件加工的过程中要十分注意,避免此类现象的发生,造成不必要的损失,已达到最大的效益。
参考文献:
[1]赵晓强.加工空间曲面时过切的分析及处理[J].机械制造,1999, 07(13):11-13.
[2]许志洋,丁丹.数控车削加工中过切问题的研究[J].煤矿机械, 2011,03(09):24-26.