普通车床加工薄壁套类零件
2014-10-21刘小兰
刘小兰
【摘 要】本文主要阐述了在普通卧式车床上加工薄壁套类零件的加工方法与技巧。首先从影响薄壁零件变形的因素入手,分析了薄壁零件在加工过程中产生变形的原因,根据这些原因,从而提出了薄壁零件在普通车床上的加工过程中采取的一些预防措施和方法与技巧。
【关键词】薄壁零件;切削力;加工方法;技巧
目前在各工业部门己较广泛的采用高强度结构的金属薄壳零件,为了适用薄壁零件制造加工的需要,机械制造业现正朝着“无切削或少切削”方向发展,比如采用板材进行滚压、冲压、焊接等工艺,即可节省材料、机床设备和加工工时,又能达到质量好、产量高、成本低的要求。但是,毕竟还有一些薄壁零件的结构不能采用滚压、冲压或焊接等工艺来代替。例如具有形状复杂的环形横截面零件,只能采用车削方法,对于这一类环形零件的车削加工,因其结构单薄、零件尺寸较大、环形截面复杂及材料切削性较差,因此难以保证零件的加工精度。
一、影响薄壁零件变形的因素
所谓薄壁零件是指厚度与直径之比超过1:50的零件,其共同特点是壁薄、强度低、抵抗变形能力差。因此,车削薄壁零件的主要问题是变形,而产生变形的主要原因体现在以下几方面:
1.是由装夹引起的变形。由于薄壁套类零件的内、外圆直径差很小,强度很低,如果在车床的三爪自定心卡盘上直接夹紧,零件的局部受到三个卡爪点的夹紧,从而使零件变形,影响零件的尺寸和形状精度。
2.其次是在切削过程中受到切削力的挤压和牵引导致的工件变形。切削力的大小与切削用量的选择密切相关,从金属切削原理可知,背吃刀量ap、进给量f、切削速度vc是切削用量的三个要素,如果背吃刀量和进给量选择的较大,则切削力也会随着增大,进而零件的变形就会增大,而如果减小背吃刀量,增大进给量,切削力虽然会有所下降,但零件表面残余面积会增大,表面粗糙度只增加,是强度不好的薄壁零件内应力增加,同样也会导致零件的变形。
3.还有就是由于零件的刚性差,在切削过程中机床易产生振动,从而使零件发生变形;零件的厚度太薄,切削过程中产生的切削热也会引起零件产生热变形;当每切除一层金属层时,由于应力释放也会造成零件的变形。这些因素都会影响零件的尺寸精度、形状、位置精度和表面粗糙度。
二、减小薄壁零件车削时变形的措施
通过对薄壁零件加工时产生变形的影响因素的分析,我们知道薄壁零件在撤销过程中,主要需要克服的难点就是如何防止或减小零件的变形。根据其影响因素,我们可以从以下几方面入手来有效的预防和减小零件在加工过程中产生的变形:
1.首先针对由装夹引起的变形问题,通过分析知道只要将每一个点的夹紧力都保持均衡,增大零件的装卡接触面,就能有效的减少零件的变形量。因此,可采用扇形软卡爪、开口缝套筒或芯轴来装卡零件。扇形软卡爪和开口缝套筒方法的特点是:增加了装夹时的接触面,使夹紧力均匀的分布在工件的夹紧面上,其夹紧力大、零件变形小,操作又简单方便,成不低。芯轴装卡则是将主要造成零件变形的轴向夹紧力改为径向夹紧,且径向夹紧力由内向外分布,防止装卡变形。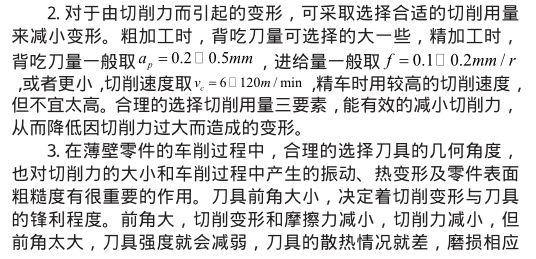
4.增加半精车热处理工序,将变形应力释放,在粗车过后,增加半精车,将零件薄壁径向尺寸只留 余量,并在半精车后加热处理,退火时将零件平放在铸铁板上,温度控制在 左右,,这样能热校平,同时也可释放内应力,减小零件的变形。
三、薄壁零件的加工方法
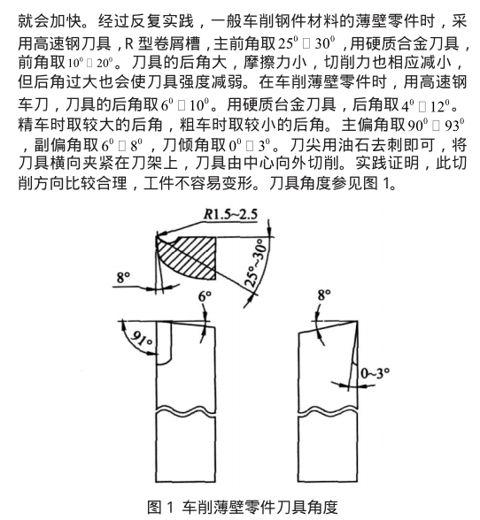
如果加工如图2所示的薄壁套筒,除了图中所示的要求外,内外圆还有0.02mm的同轴度公差。
1.夹具选择 可以先加工内孔和一个端面,此时留较大的余量,采用开口缝套筒装夹。在最后一道工序中采用如图3所示的弹性心轴装夹加工外圆。该夹具的核心元件是弹性套5,在心轴1上装有一对锥套2和6,拧动螺母8使其向右移动时,锥套给弹性套一个径向力,将工件4胀紧,反方向拧动时工件松开。其中定位销3和7是防止弹性套与锥套以及锥套与心轴之间的相对转动。该夹具使夹紧力均匀作用在工件的内表面上,不但减小了工件因变形而引起的加工误差,而且因为消除了径向间隙而提高了定位精度,能够很好地保證内外圆的同轴度要求。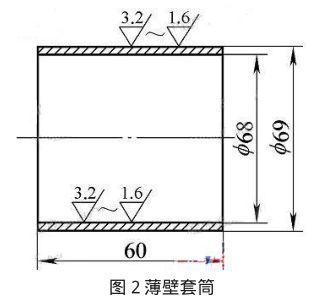
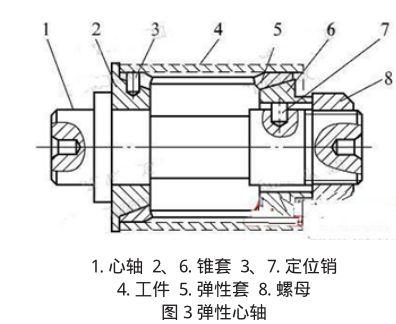
2.刀具几何参数的选择如图1所示。
3.精车切削用量的选择见表1。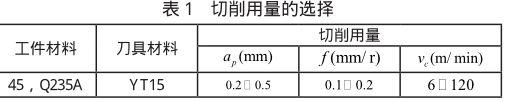
4.通过实际切削加工表明,用以上的夹具装夹,变形较小,能够保证形状及同轴度的要求。刀具几何参数及切削用量的选择也较为合理,工件的各项要求均有明显的提高。
四、总结
薄壁套类零件在机械工业生产中大量存在,如何保证零件的加工精度一直是困扰我
们的一个难题。住加工中感触最深的是住如何保证可行性、经济性的前提下,充分挖掘现有设备、资源的潜力,采耿合理的装卡方式,最终又好又快的完成加工。经过不断的探索实践,已总结出一套成熟的加工方法,使得薄壁类零件加工很少出现不合格的现象,提高了产品的加工精度和合格率。
参考文献:
[1] 李明,吴志鹏,牛美英。普通机床一刀成形加工薄壁零件[J]。装备制造技术,2012(8);
[2] 谢正国。薄壁套类零件车削方法加工研究[J]。职业教育,2013(8);
[3] 胡国强。车工加工工艺实例[M]。国防工业出版社,2010(6);
注:基金项目:包头轻工职业技术学院青年基金项目(机械制造与自动化专业车工模块项目化教学探索与实践QY2014- 2-25)
