制氢装置脱硫反应器检验
2014-10-21张永红王世强
韦 保 张永红 王世强 张 斌
大连市锅炉压力容器检验研究院 辽宁大连 116600
制氢装置是炼油厂中一个非常重要的装置,其所用原料及产品均是易燃易爆的介质,且在高温、中压、临氢状态下操作,苛刻的工艺操作条件及复杂的工艺过程极易酿成事故。制氢装置中的压力容器在服役过程中经常出现裂纹等问题,而脱硫反应器是制氢装置中一个非常重要的设备,在定期检验时应非常重视。
1 脱硫反应器基本情况
某炼油厂制氢装置脱硫反应器R102- 1(见图1)于1992年10月设计,1994年3月制造,1997年7月投用至今。主要技术参数如下:
容器规格:Φ1800×δ42×L7300mm;
设计压力:4.16MPa;设计温度:400℃;
操作压力:3.3MPa;操作温度:365℃;
工作介质:H2S、H2、轻烃;
主体材质:SA387Gr12CL2;公称壁厚:筒体:42mm、封头:41mm;腐蚀裕度:6mm。
2 制定检验方案
制定检验方案的依据:TSG R7001- 2013《压力容器定期检验规则》、TSG R0004- 2009《固定式压力容器安全技术监察规程》等。
本次检验重点:上次检验发现问题部位,应力腐蚀倾向、易发生问题部位或应力集中部位,腐蚀严重部位检验、结构不合理部位的检验等。
因介质中存在H2S 和H2,操作温度比较高,故本次检验重点在内表面H2S 和H2 造成的腐蚀损伤或材质劣化。对上次检验UT 发现缺陷处(B0 焊缝)进行复查,以确认是否有新生缺陷发生。由于在炼油厂的检验计划中不确定脱硫反应器是否卸剂,故制定两种检验方案。
2.1 卸剂情况
除宏观检验和壁厚测定外,主要进行以下检验:
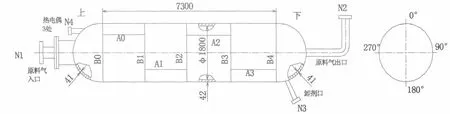
图1 制氢装置脱硫反应器R102- 1 示意图
(1)所有接管角焊缝(包括热电偶与筒体连接角焊缝和上部原料入口线与人孔端盖连接角焊缝)内表面100%PT;法兰(包括端盖)梯形槽密封面和N1/ N3 角焊缝外表面100%PT;
(2)所有对接焊缝(包括人孔、卸剂管和下部出料口接管与封头连接的对接焊缝)内表面100%MT;人孔上主螺栓100%MT;
(3)B0、B4 焊缝、热影响区以及两侧母材内表面硬度和金相各一点。
2.2 不卸剂情况
除宏观检验和壁厚测定外,主要进行以下检验:
(1)外表面对接焊缝100%UT 和MT(包括人孔、卸剂管和下部出料口接管与封头连接对接焊缝);
(2)所有接管角焊缝外表面100%PT(重点检查原料气入口和热电偶接管根部角焊缝);
(3)B0、B4 焊缝、热影响区以及两侧母材外表面硬度和金相各一点。
3 检验的实施
在炼油厂大检修期间,确定脱硫反应器不卸剂,故实际检验中按照不卸剂方案进行。
3.1 宏观检验
主要采用目视的方法,必要时采用直尺、焊缝检验尺、内窥镜、5~10 倍放大镜等对脱硫反应器的本体结构、外观尺寸以及表面情况等进行检查,检查结果为合格。
3.2 壁厚测定
测厚仪器采用的是在检定有效期内的超声波测厚仪,对脱硫反应器进行定点及不定点测厚,一般每块板不少于4 点,接管不少于2 点。这次检验中实测壁厚符合设计要求,无需做壁厚强度校核。
3.3 无损检测
按照不卸剂方案要求,对脱硫反应器的对接焊缝以及角焊缝外表面进行PT、MT、UT 检测,检测标准为JB/ T4730- 2005《承压设备无损检测》,检测结果是焊接接头质量分级Ⅰ级,合格。
3.4 硬度测定
选用型号为HT- 2000A 便携式里氏硬度计进行硬度测定,检测标准是GB/ T17394- 1998,硬度计在检定有效期内。现场检测结果是封头母材的硬度在148~155HB 之间,筒体母材的硬度在145~160HB 之间,热影响区的硬度在176~191HB 之间,焊缝的硬度在190~197HB 之间,故硬度均无异常。
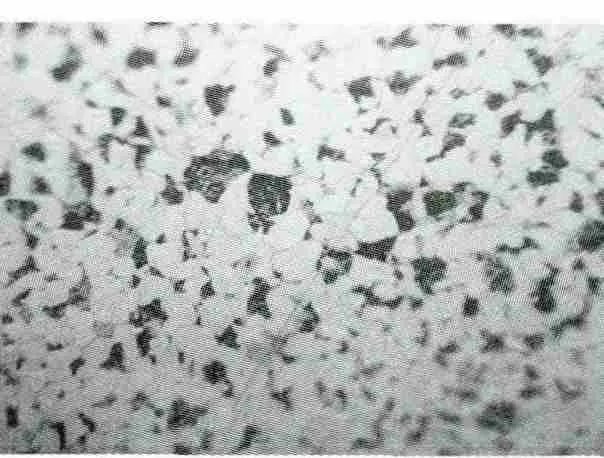
图2 母材组织100×照片

图3 焊缝组织100× 照片
3.5 金相分析
金相分析是用金相显微镜现场直接观察,结果显示封头和筒体的金相组织为铁素体+ 珠光体,焊缝及其热影响区组织为贝氏体,晶粒度均为7 级,摘取两幅金相组织,与上封头连接的筒体的显微组织(见图2),焊缝B0 的显微组织(见图3)。
经过检验,制氢装置的脱硫反应器未发现超标缺陷,安全状况等级定为1 级。但由于该容器到2017年7月使用期限超过20年,根据《固定式压力容器安全技术监察规程》规定:使用超过20年的压力容器,如果要继续使用,使用单位应当委托有资格的特种设备检验检测机构对其进行检验,经过使用单位主要负责人批准后,方可继续使用。所以下次检验日期只能给到2017年7月。且该容器在使用过程中严禁超温、超压运行及改变工作介质,并制定可靠的监护和抢险措施,压力容器操作人员应持证上岗。
1 TSG R7001- 2013. 压力容器定期检验规则[S].
2 TSG R0004- 2009. 固定式压力容器安全技术监察规程[S].
3 JB/ T 4730- 2005. 承压设备无损探伤检测[S].
4 韦保. 石化企业大检修如何配合压力容器定检 [J]. 广州化工,2013,41(6) :212.
5 韦保. 压力容器定检[J]. 辽宁化工,2013,42(5):539.
