用SFY20A水分测定仪检测喷雾干燥后的粉料水分*
2014-10-20高国玲
高国玲
(唐山高压电瓷有限公司 河北 唐山 063000)
前言
随着我国电力行业的发展,超高压、特高压电瓷产品被越来越广泛地使用。这类电瓷产品对性能指标要求很高,只有采用先进的等静压干法成形工艺才能保证产品质量。在等静压干法成形工艺中,喷雾干燥后的粉料水分是主要的控制参数,其用传统的红外线烘灯法测定需45 min。而喷雾干燥是一个连续的工艺流程,一旦水分不合格,从取料到出结果之间的45 min内,生产的粉料都成为废品。所以粉料水分的检测周期越短越好。经多方比较我们选定了SFY20A全自动水分测定仪。
1 粉料水分对质量和工艺的影响
粉料水分含量较高时,颗粒之间做可塑性移动能力较强,内摩擦力较小,坯体在较低的压力下就可压实。此时,坯体内颗粒的空隙几乎被水填满,水是不可压缩的,提高坯料压制力也不可能使其更致密。当坯料含水率较低时,颗粒之间可塑性移动能力较低,空气增多,压制坯体时需较大压力才能使其致密,低水分的
粉料可压缩性较好,但临界压力较高,所以粉料水分需控制在一个合理的范围。我公司的粉料水分含量控制在1.0%±0.2%,每小时检测1次。
2 SFY20A水分测定仪的概况和技术说明
2.1 概况
该水分测定仪是在电子天平基础上配置高精度称重传感器,将样品平铺在直径为90 mm的样品盘中,采用500 W卤素灯设计成二次辐射加热源,使样品温度在3 min达到200 ℃,电子屏幕自动显示样品质量、加热温度、样品水分、加热时间。使用该水分测定仪只需用几克样品,就能快速、准确的测定其水分含量。
2.2 技术说明
测量方式:自动模式、定时模式、手动模式;
称重范围:0~100 g;
温度范围:60~200 ℃;
最小读数:0.001 g;
测定精度(每分钟含水率的变化率):0.01%~5.00%。
3 实验过程
3.1 实验方案
结合仪器的技术说明和我公司对粉料的要求,确定如下实验参数:
1)测量方式选用全用自动模式,即每分钟含水率的变化率(测定精度)小于预设值时,测量自动停止,并完成测量。
2)暂定3种方案进行水分仪器新方法和烘灯旧方法的对比实验。方案如表1所示。

表1 实验方案
3.2 工艺流程
从生产现场取样,按实验方案测定,检验结果如表2所示。
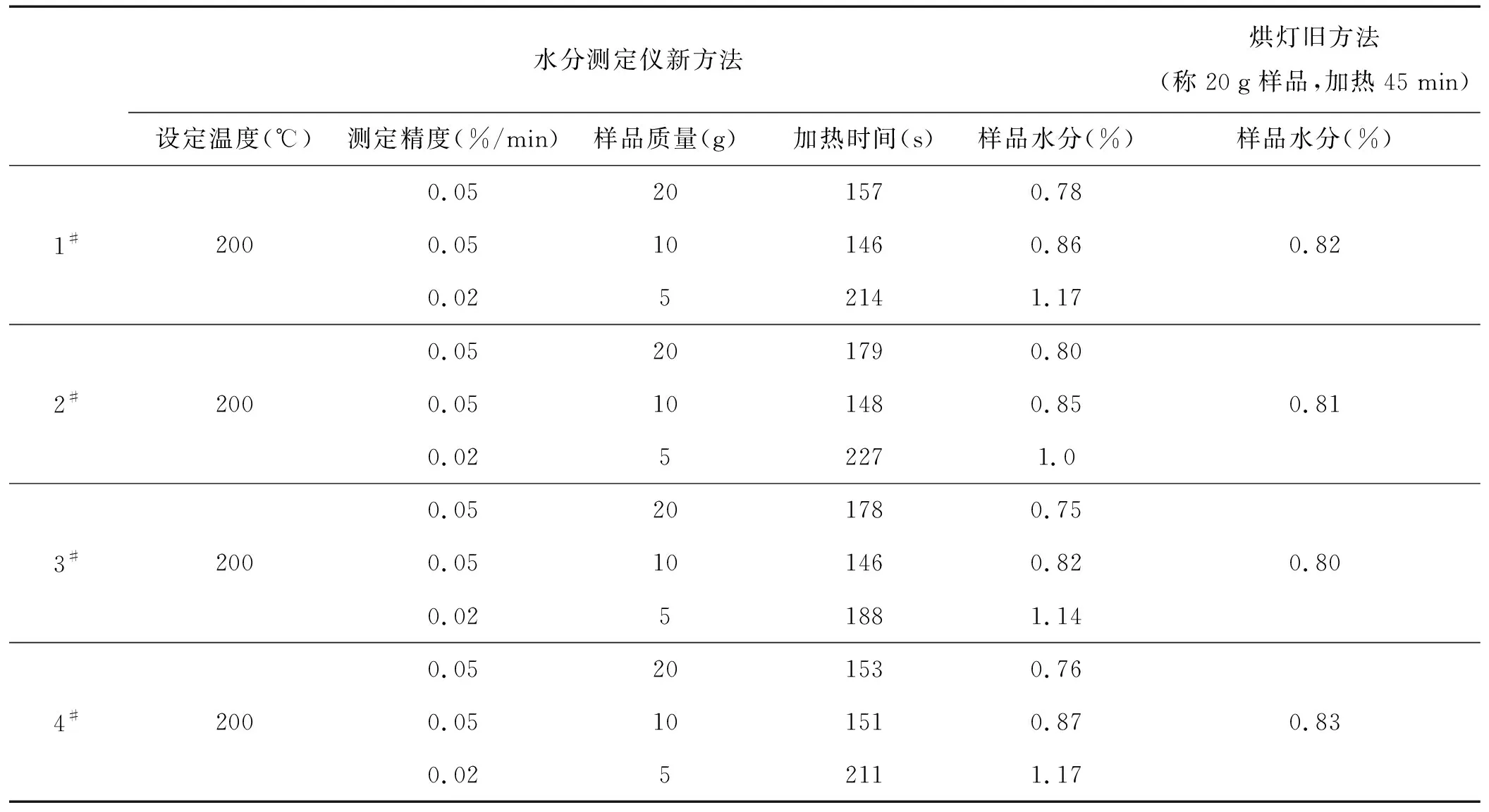
表2 第1轮实验结果
由表2实验结果可知:
1)比较两种方法测定的水分含量,发现水分测定仪测试结果与烘灯测试结果相差较大。因为我们采用的是定时(即45 imn)烘灯法干燥,于是将4组样品用烘灯法测完后,继续放在烘灯下烤15 min后测定水分,水分含量无变化,说明45 mim样品已经烘干。为了不改变工艺流程,我们以烘干法测定结果为基准。
2)经比较实验方案3用时最长,水分含量与烘干法水分含量相差最多,故淘汰该方案。
3)方案2用时最短,但检测结果普遍偏高。决定将加热温度降为160 ℃,用方案1和方案2做第2轮对比实验,实验结果如表3所示。

表3 第2轮实验结果
由表3实验结果可知:
1)仪器的重复性较好。
2)仪器用20 g样品测定样品水分含量比烘干法偏低,而且偏差值大;同时比仪器用10 g样品测定时间长,所以决定不用20 g样品测定。但是仪器用10 g样品测定的样品水分比烘干法普遍偏高,于是将加热温度降至140 ℃,用10 g样品,精度为0.05%/min,继续进行第3轮实验,实验结果如表4所示。
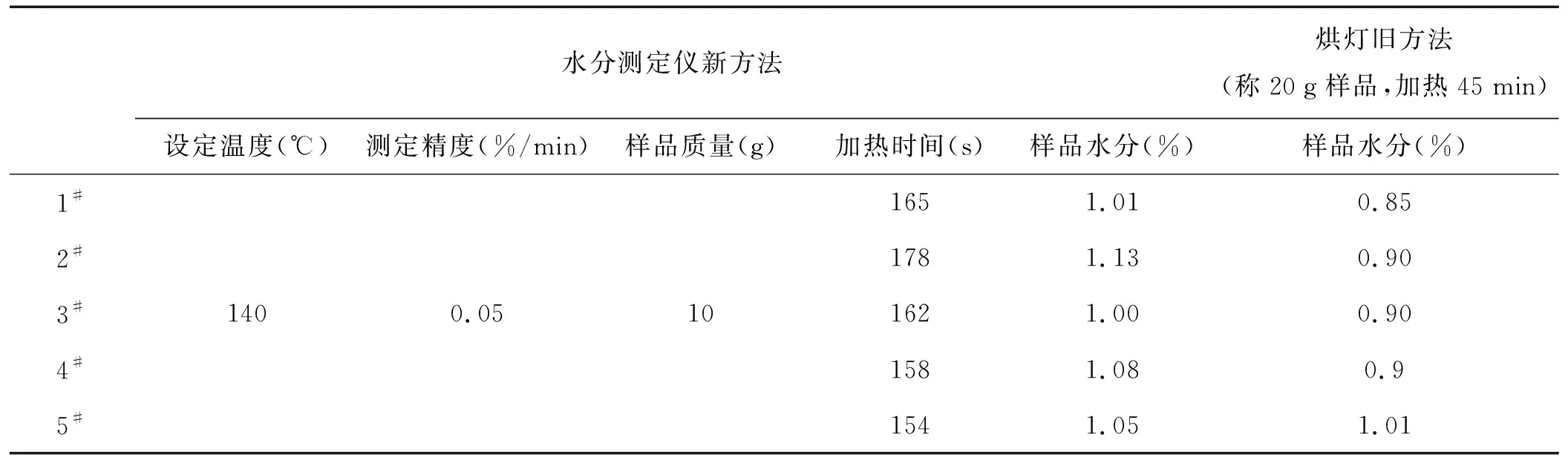
表4 第3轮实验结果
由表4实验结果可知:仪器测定的样品水分比烘干法普遍偏高,需要继续降低加热温度。用温度计测量烘灯下温度,结果为110~120 ℃。所以决定采用110 ℃和120 ℃的加热温度,分别进行与烘干法的第4轮对比实验(其他参数不变),实验结果如表5所示。
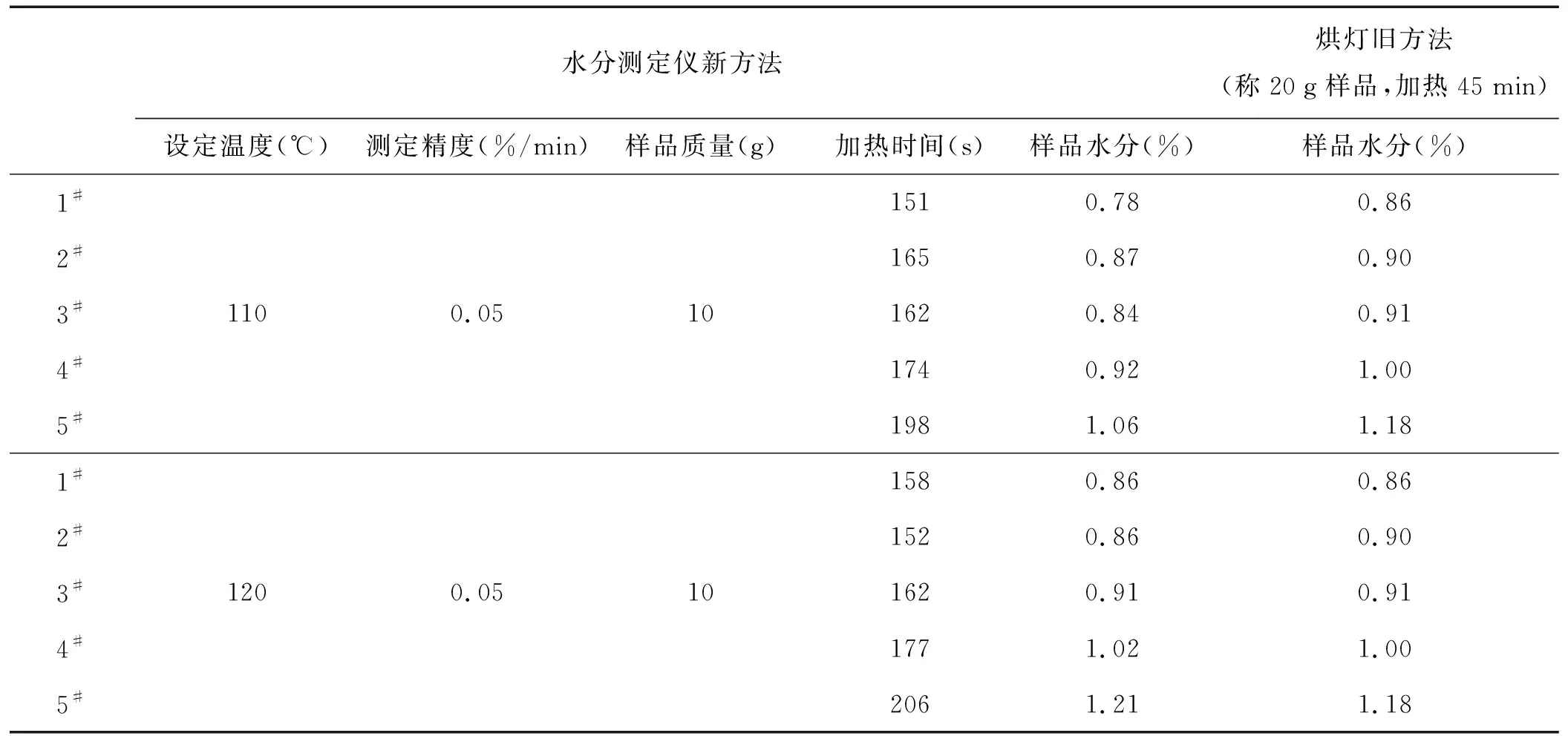
表5 第4轮对比实验结果
由表5对比实验结果可知:
1)采用设定温度为110 ℃时,仪器测定的样品水分比烘干法普遍偏低。
2)采用设定温度为120 ℃时,两种方法检测结果相近。
3)所用时间都在3 min左右,能满生产足工艺要求。
因此决定控制参数采用加热温度为120 ℃,精度为0.05%/min,样品质量为10 g这种组合。
4 结论
该仪器在正式使用前,由生产检测人员进行了3 d的对比测定。验证结果证实:该仪器能在3 min左右检测出粉料水分含量,而且检测结果与红外线烘灯法的检测结果相近,能满足生产工艺要求,可投入大生产使用。