倍尺飞剪反爬后抖动的解决方案探析
2014-10-15田建国
屈 凯 田建国
(山东石横特钢有限公司,山东 泰安271612)
0 引言
山东石横特钢一棒车间建立于2005年,是一条全连轧生产线,产品以螺纹切分、锚杆为主,设计年产量60万t,实际年产量100万t。成品倍尺分段飞剪为起停式,电机为南阳电机厂生产的,型号ZFQZ-335-42 360kW,额定电压660V,额定电流593A,基速600r/min,励磁方式为它励。
剪切轧件速度3~18m/s,最大断面1 300mm2,在剪切Φ10~28mm螺纹钢等产品时用回转,在剪切Φ30~40mm螺纹钢等产品时用曲柄。
传动系统采用西门子全数字直流调速装置6RA70,控制PLC为西门子S7-300系列,通过PLC模拟量输出来完成速度给定,飞剪剪刃位置定位采取接近开关与增量编码器配合完成。
1 问题提出
倍尺飞剪自投运以来,运行稳定,剪切正常。但在2013年4—6月期间,偶尔出现剪刃在反爬停止阶段发生抖动的现象。进入7月份,抖动现象愈发频繁,且减速机同时发出异音。对机械部分多次进行排查无果,转而进行电气排查。
2 问题分析
2.1 飞剪剪刃定位原理
如图1所示,增量编码器计数在PLC中累计,当质子碰接近开关时清零后重新计数,该位置为两剪刃相对位置,即剪切位置。以1 024脉冲编码器为例,每运转一周,质子运动360°,因此,PLC可根据累计的脉冲数判断飞剪剪刃的位置:α=A×360/1 024式中,α为剪刃位置;A为脉冲累计数。
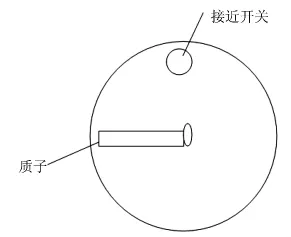
图1 飞剪剪刃定位原理
2.2 飞剪工作流程
剪切状态可分为5个不同的部分:
(1)加速区;
(2)匀速区;
(3)减速区;
(4)反爬区;
(5)停止区。
以上剪臂为例,飞剪工作流程如图2所示。
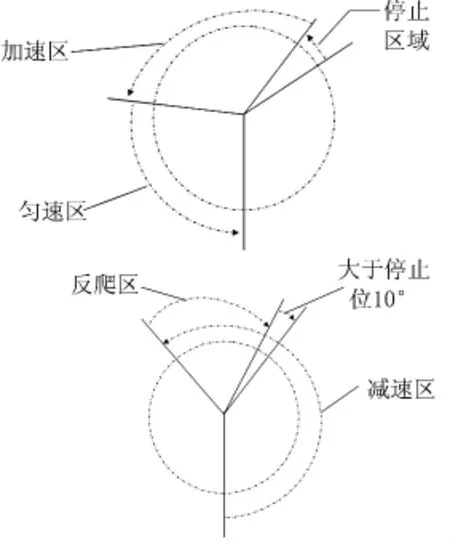
图2 飞剪工作流程
(1)加速区。在得到剪切命令以后,飞剪由静止状态转为运行状态,电机加速使飞剪达到与轧件匹配的剪切速度。此时飞剪速度为:

(2)匀速区。在飞剪达到剪切速度,但剪刃尚未到达剪切位置时,飞剪保持剪切速度匀速运行:
(3)减速区。剪切后,飞剪因惯性继续运行,此时给予飞剪一个低速:

(4)反爬区。当转动超过一定值时,飞剪开始反爬找到停止位:

2.3 故障诊断
现场观察发现,剪刃发生抖动是在制动结束、反爬寻找停止位置的最后阶段,此时飞剪运行在低速,速度非常小,速度调节器调节能力差,抖动原因应该是直流电机在低速运行时直流调速能力差,使速度不断振荡。
3 问题处理
(1)由于低速时调速器调节能力弱,因此需要在飞剪处于低速运行时降低速度比例调节系数,来使速度动态响应效果更加柔和,避免速度相应过快,反复调节后产生振荡。因此,在低速时降低速度调节环的比例系数,而在其他运行时段保持不变。所以,可以在调速装置中,根据速度的变化设定一个不同的速度比例调节系数,以西门子6RA70系列调速器为例,可以设置参数如下:P550=3,P556=4%,P559=4%,P225=7.3(优化后自动设置)。
当速度大于4%时,比例系数设置为7.3,并保持不变;当速度小于4%时,比例系数设置为3。具体如图3所示。
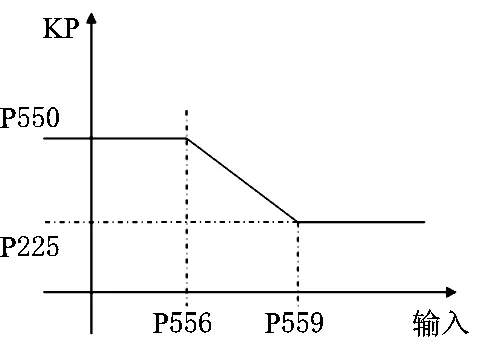
图3 参数设置
(2)为了减短低速运行时间,修改PLC中程序设置,在反爬初期,加大反爬速度为-4%,待剪刃反爬至停止位之前10°时,再将速度降低为-2%。
4 结语
通过以上2种手段进行处理,倍尺飞剪反爬期间抖动现象基本消除。但针对不同的设备、不同的生产工艺,需要对速度及比例系数不断进行调节试验,直到满足工作为止,而这需要大量的实践来完善,才能最终获得合理的参数设置,来彻底解决抖动问题。
