深孔工件中心管的加工技巧
2014-10-12北方华安工业集团有限公司机械公司黑龙江齐齐哈尔161006孟祥志王德宽
北方华安工业集团有限公司机械公司 (黑龙江齐齐哈尔 161006) 孟祥志 王德宽
大庆油田钻井设备工件中心管是深孔工件,工件内径有3种尺寸,孔径分别为mm×1200 mm,mm ×1200 mm,mm×1200 mm,而且深孔中有空刀、15°过渡倒角等尺寸,在加工过程中遇到较大的挑战。
通过对镗刀板的尺寸及角度、减振活动镗刀杆的设计和制作及合理的加工工艺加工出合格产品。
零件如图1所示。镗刀杆的结构尺寸如图2所示。电木减振垫的尺寸如图3所示。
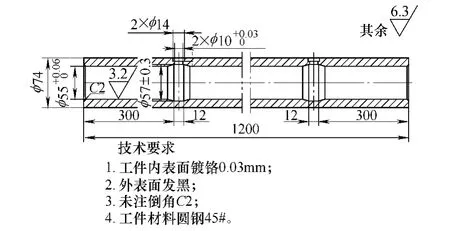
图1
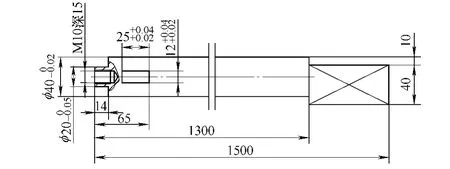
图2
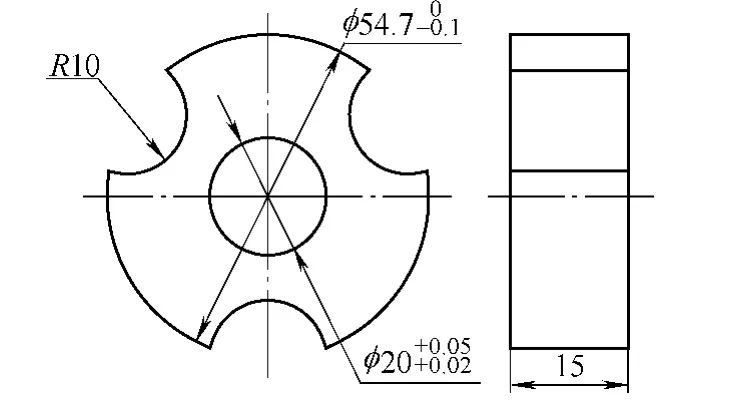
图3
镗刀板的尺寸如图4所示。零件加工示意如图5所示。可拆卸密封端盖尺寸结构如图6所示。

图4
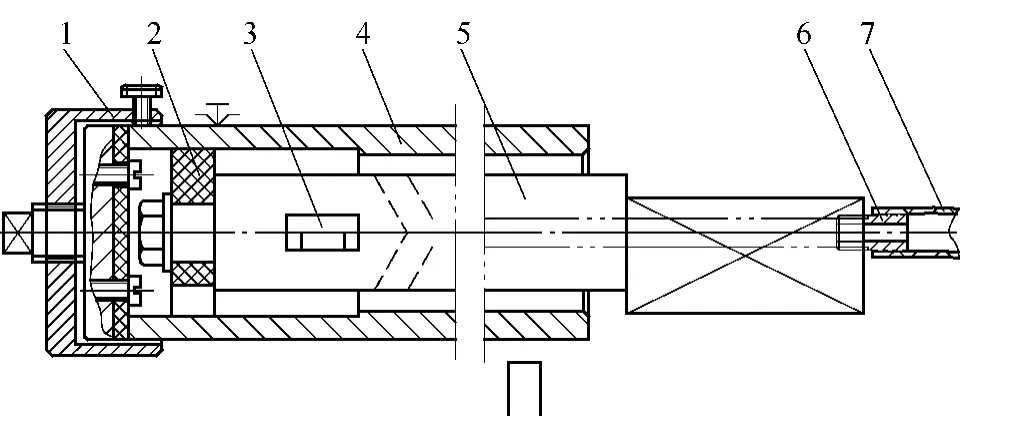
图5

图6
(1)首先对工件进行粗加工,内孔 (钻孔或扩孔)留量1mm。
(2)粗镗内孔:一端用自定心卡盘装夹,另一端用中心架支撑,车孔至mm,控制深度80 mm;卸下工件,使φ54.7 mm处面对夹盘端,把工件中心管套在刀杆上,然后在刀杆上安装减振垫和镗刀板mm,并在中心管上安装可拆卸密封端盖;移动刀杆,带动工件,把工件放在自定心卡盘内,并夹紧,将另一端用中心架支撑,调整转数63 r/min,进给量0.4 mm/r,调整冷却泵流量至最大,反向走刀,进行镗削。电木减振垫设计为三等分凹槽形状,既起到了支撑作用,又使切屑在大流量切削液的作用下顺利排出。
深孔加工的工艺特点:通过采用反向走刀拉镗和电木支撑减振垫的作用,较好地解决了深孔加工刀杆刚性不足的问题,保证了孔的尺寸公差和表面粗糙度;可拆卸密封端盖的使用,使切屑在大流量冷却液的作用下从中心架支撑的孔端排出,较好地解决了冷却和排屑问题,解决了切屑进入夹盘爪内研坏卡盘的难题,同时也减少了切屑液的流失和对环境的污染。
