意大利柯马:三大技术引领工艺创新动力总成事业部首次亮相上海机床展
2014-10-12金属加工
《金属加工》记者 梅 峰

Stefan Sack(右二)、Andrea Messini(右一)、贺万民(左)
2014年7月14日,柯马动力总成系统事业部亮相上海国际机床展,柯马在展会上从产品、技术、工艺以及服务等几个方面展示了柯马全面的动力总成系统交钥匙服务能力,并分享凝结了工程师们智慧结晶的最新机床及工艺解决方案。柯马中国CEO Stefan Sack博士、柯马中国动力总成事业部总经理Andrea Messini先生、柯马中国副CEO兼销售及市场总监贺万民先生出席了展会期间举办的媒体见面会。
展会期间,柯马展示了最近研发的3项技术成果,获得现场极大关注。
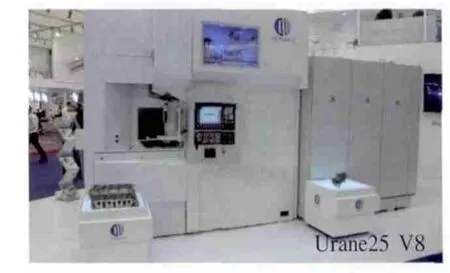

一是最新款高速加工中心Urane25 V8。Urane系列高速卧式加工中心基于简洁、充满活力并被证实的技术,目前已有超过1700台机床应用于汽车行业,获得客户的广泛肯定。其独特的专利结构、直线电动机的运用以及电主轴的生产效率,赋予了该设备杰出的动态性能,可以实现高速的精确插补加工。
二是柯马最新的系统化装配技术SmartCube。柯马SmartCube加工制造系统采用机器人和集成装配系统上最先进的技术,为客户提供简洁、稳健且极其高效的精益型制造方案。作为一套完整的标准解决方案,柯马SmartCube将手动、自动、半自动、机械化、串联与并联单元统统标准化,可以优化生产流程、降低作业成本并简化生产周期。
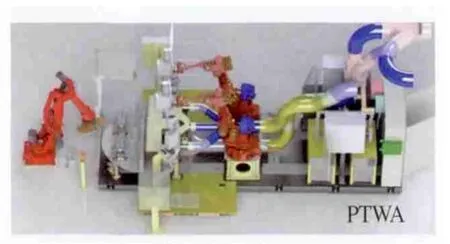
三是柯马创新的等离子高速熔焊(PTWA)热喷涂系统,该系统首次以实体展示的方式与中国客户见面。PTWA工艺采用高速离子化熔焊技术,使钢粒子在铝合金缸筒上形成一层涂层。喷涂了涂层后的铝合金缸体依旧是一体式缸体,不再因嵌入一个灰铸铁(GCI)缸套而需要忍受缸筒变形问题,也不再具有灰铸铁缸套的热力学缺点。用等离子热喷涂缸筒取代灰铸铁缸套,不仅减少了发动机的总体重量,而且增加了其耐久性并降低了能耗。在发动机重量上,根据缸体的几何构造并综合改善后,热喷涂涂层缸套可以为每个缸筒降低约1磅(0.45kg)的质量。热喷涂技术还可以增强制造的灵活性,因为一台设备可以为不同长度和直径的缸筒实施喷涂。更重要的是,热喷涂涂层改善了热力学特性、散热性和机械效率,可提高整体的燃油效率。
