基于Modicon M238的控制系统的实现
2014-10-10王卫华赵庆云于宝青祝苏军
王卫华,赵庆云,于宝青,祝苏军
WANG Wei-hua1, ZHAO Qing-yun2, YU Bao-qing1, ZHU Su-jun1
(1.天津金牛电源材料有限责任公司,天津 300400;2.中海油天津化工研究设计院,天津 300131)
0 引言
施耐德公司的电气产品应用普及,PLC这几年的发展也非常不错,特别是硬件易于安装和调试,性价比高。在软件编程方面,线圈、中间继电器以及模拟量的定义类似C语言变量的定义方式,可任意取名,只需要在I/O地址表中将各变量和I/O地址相关联,这样I/O地址的改变不影响程序,提高了编程的灵活性[1]。TM238LFDC24DT控制器可扩展7个TM2模块,集成两个串行接口,一个CANopen接口,一个USB编程接口,通信功能强,TM2扩展模块紧凑,节省安装空间。可以选择的类型有32通道开关量输入、32通道开关量输出及8通道模拟量输入等,提高了系统的集成规模[2]。本文将M238系列模块应用于车间转水、加水自动化操作,不但提高了工作效率,也避免了误操作的发生,提升了本质安全性,系统已投入使用,运行稳定。
1 系统背景
某生产车间共有11个吸收罐,用于对反应后的尾气进行吸收,转化成一定浓度的盐酸后,再转到盐酸储罐里。A~K罐每个罐分为转水、加水两个操作,H罐、I罐的加水有直接加水和从J罐加水两种,J罐、K罐的加水需经过一级、二级喷淋塔,工艺复杂,需要双人操作。手动执行加水时,需要1个人时刻盯着吸收罐液位,一个人控制泵的开关,不能出现溢满、打空等现象。加水管路用的是临时软管,哪个罐需要加水,把管子伸到那个罐里,员工劳动强度大,特别是在冬季,室外结冰,增加了加水、转水作业难度。随着产量的增大,车间员工对自动化生产要求越来越迫切。因而对转水、加水进行自动化改造,实现只需旋动加水、转水开关,即可完成整个加水、转水操作,各加水操作之间进行互锁,大大提高了生产的安全性。
2 系统硬件设计
2.1 系统拓扑设计
该系统I/O点数多,阀门互锁逻辑复杂,根据工艺及设备布局将系统分为两部分进行控制,A~G罐为一部分,H~K罐及两个喷淋塔为一部分,每部分用一台TM238LFDC24DT控制器及相应的扩展模块进行控制,两台TM238LFDC24DT用MODBUS协议,通过SL2口进行通信,每个控制器连接一台触摸屏,做组态画面实时监控,记录报警、液位、阀门的开关等参数信息。电动阀门的执行电源均为220V交流电,所以PLC的开关量输出需经过DC24V小型继电器,控制各个电动头的开、关电源。电动头的全开、全关信号靠内部凸轮触动限位开关来返回,返回信号的公共电源取DC24V,这样开、关信号均为DC24V信号,直接输入PLC当中。同样泵的开、关电源也是通过DC24V继电器来控制,用DC24V继电器来充当开、关按钮,“开”接继电器的常开触点,“关”接继电器的常闭触点。这里给出H~K罐的工艺流程图如图1所示。

图1 H~K罐工艺流程图
2.2 设备选型
控制器选用TM238LFDC24DT,触摸屏选用北京昆仑通态公司的TPC1062K,触摸屏与控制器之间用MODBUS协议通过SL1口进行通信。系统控制的主要变量是液位,在每个罐及喷淋塔内,安装一个磁翻转液位计,共计14台液位计,液位计的材质均为聚丙材质,已达到防腐效果。系统的阀门主要用电动阀共计40台,每台阀门的开关状态要求反馈,系统包括14台泵,每台泵的开关状态通过辅助触点进行反馈。这样A~G罐与H~K罐分别需要用1台TM238LFDC24DT,2台32通道开关量输出模块TM2 DDO 32TK,2台32通道开关量输入模块TM2 DDI 32DK,1台8通道模拟量输入模块TM2 AMI 8HT,1台TPC1062K触摸屏。系统将加水管道改成固定管道,并用电伴热带伴热,以解决冬季防冻问题,电伴热带选用自控温型低温防腐伴热带。
3 系统软件设计
3.1 通信程序设计
系统软件主要分为通信程序设计和控制程序设计。系统通信主要包括触摸屏与控制器之间的MODBUS通信以及两台控制器之间的MODBUS通信。
3.1.1 触摸屏与控制器之间的通信
触摸屏与控制器的通信较为简单,需在触摸屏MCGS组态软件中建立两个MODBUS设备,用“设备0”读取控制器中的开关量,用“设备1”读写控制器中的模拟量,“通用串口父设备”的通信参数如MODBUS地址,通信波特率、数据位位数,奇偶校验等的设置应与控制器一致,然后将“设备0”、“设备1”的“32位整数校验码顺序”设为“2-3412”,“32位浮点数解码顺序”设为“2-3412”,“设备地址”设为“1”,此地址便是M238的SL1口的MODBUS从机地址。M238的MODBUS地址只用到4区,在和MCSG通信时,位的地址加1,双字的地址乘2加1。例如MCSG中的MODBUS地址40001.00~40001.15对应M238中的位地址%MX0.0~%MX1.7,40002.00对应%MX2.0,4DF0201对应%MD100,4DF0203对应%MD101。
3.1.2 M238之间的通信程序设计
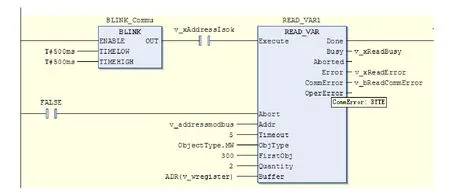
图2 “READ_VAR”功能块参数设置
两台M238之间通过SL2口用MODBUS 协议进行通信,选H~K罐的控制器为主站,A~G罐的为从站,在主站里做通信程序,读写从站里的变量。程序主要用到“ADDM”功能块,“READ_VAR”功能块,“WRITE_VAR”功能块以及“BLINK”功能块等。现以读变量为例进行说明,首先用“ADDM”功能块将从站地址转化位地址变量格式,再用“BLINK”功能块定时触发“READ_VAR”功能块,经调试M238只能读取字类型变量,即参数Objtype只能选择ObjectType.MW类型,参数FirstObject设置为300即读取从站%MW300开始的变量,Quantity设置为2,即读取%MW300,%MW301两个变量。在从站里需要用“BIT_AS_WORD”功能块将用到的各开关量转换为字变量,然后将该值发送到地址为%MW300的变量当中。参数Buffer的值是存储读取变量的数组的地址,即将读取到的两个值存储在v_wregister[0]和v_wregister[1]当中[3]。“READ_VAR”功能块的各参数设置如图2所示。
3.2 控制程序设计
系统的控制程序主要内容是根据液位变化控制各转水、加水阀门和泵,各个罐的加水之间进行互锁,即同一时间只能有一个罐进行加水,一个罐不能同时进行加水、转水操作。加水、转水完毕后发出声光报警信息,误操作时发出误操作报警信息。 现以J罐加水为例进行说明,J罐加水时首先判断是否满足加水条件,满足则进入加水程序,由蓄水池向喷淋塔1加水,喷淋塔1向喷淋塔2加水,喷淋塔1向J罐加水,当喷淋塔1液位低于下限时,停止向喷淋塔2加水,高于上限时回复加水,同样喷淋塔2低于下限时停止向J罐加水,高于上限时回复加水。J罐液位超过上限后,喷淋塔2停止向J罐加水,当喷淋塔1、喷淋塔2的液位分别满足上限后,程序结束。程序流程图如图3所示。
4 组态软件设计
触摸屏的组态软件是MCGS嵌入版7.2,该软件功能强大,具有配方管理、历史趋势、数据存储、报警存储等功能。内置的图库种类齐全,方便用户做出生动的组态画面。软件用类C语言进行编程,触发事件,指定各种策略程序便于调用[4]。组态软件程序主要是液位参数的在线修改及保存,其他的水流设置,数据存储,报警存储等主要参数设置。液位参数的置程序主要用到!SaveSi ngleDataInit(),!FlushDataInitValueToDisk(),两个函数,两个函数结合使用,实现的功能是将某变量的当前值设置为该变量的初始值,以便掉电重启后,设置的参数值不会丢失,脚本程序如图4所示。
5 结论
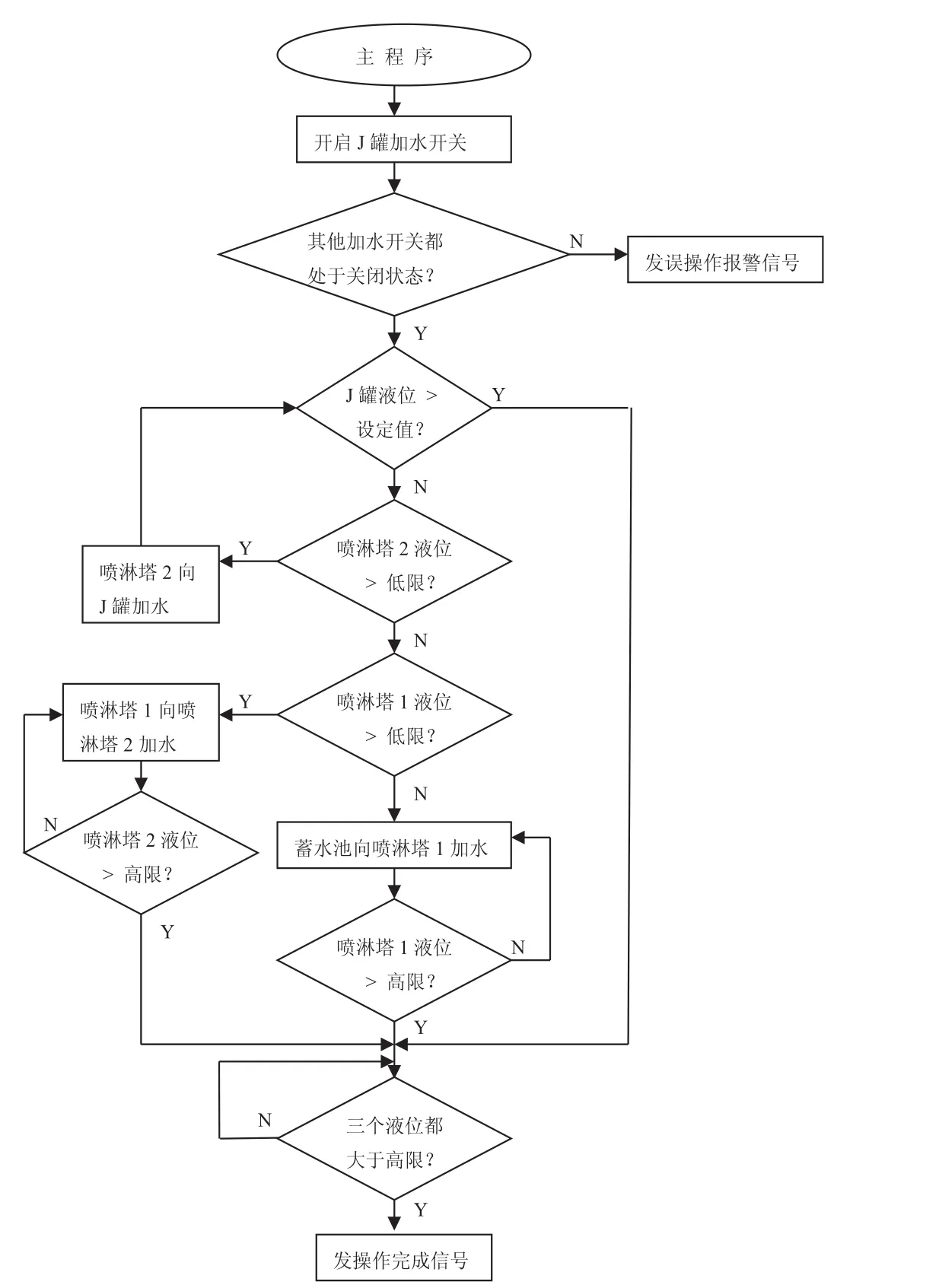
图3 J罐加水程序流程图

图4 脚本程序图
本控制系统已投入实际生产,运行稳定。系统充分利M238的MODBUS通信功能,实现TPC1062K与M238,以及两个M238之间的通信,以较低的成本完成了较大的控制系统。对于系统的磁力泵,通过电路设计实现多地控制,并将泵与对应的阀门进行互锁,避免串料现象发生。当转水、打水的磁力泵启动后,判断30秒内液位是否变化,以便及时发现磁力泵是否打空等,自动化成产不但提高了生产效率也避免了误操作的发生,大大提升了系统的本质安全。
[1]Modicon M218、M238、M258可编程逻辑控制器综合选型指南[M].Schneider-Electric Pty Ltd.2012.1.
[2]SoMachine教程[M].Schneider-Electric Pty Ltd.2011.2.
[3]Modbus RTU Communications-Read/Write Variables[M].Schneider-Electric Pty Ltd.2012.4.
[4]MCGS嵌入版用户指南[Z]. 北京昆仑通态自动化软件科技有限公司.2009.
