关于精冲平面零件加工界限
2014-10-10周开华中国北方工业公司
文/周开华·中国北方工业公司
关于精冲平面零件加工界限
文/周开华·中国北方工业公司
本文针对VD1-3345精冲技术规范中的两个问题加以说明。
0.6t特性值
精冲平面零件几何结构单元(r、d、b、a、m)主要根据VD1-3345来判断其难度等级S1、S2和S3。而每个图标中均出现0.6t特性值,它是一个平均值或经济值,绝不是一个极限值。其根据是由下述3个因素来确定的:
⑴平均压力Pm,即凸模单位面积上所受的冲裁力,且Pm=Ps/A;其中,Ps凸模一定面积A上所受的冲裁力。
⑵抗压屈服极限σ0.2,由模具工作零件材料经热处理淬火回火后,测得的硬度来确定的,且σ0.2≥Pm。
⑶模具设计时,如果必须校核几何单元的可能性和模具强度,可应用下述公式:无反压力时,t/d≤ σ0.2/(4σb0.9);有反压力时,t/d≤σ0.2/(4.4σb0.9)。其中,t为料厚,单位为 mm;d为直径,单位为mm;σb为材料抗拉强度,单位为N/mm2;σ0.2为模具材料抗压屈服极限;σb0.9为材料抗剪强度。
表1、2是应用上述公式计算的数值,材料为C45,σb为 500N/mm2,σb0.9为 450N/mm2,可供参考。
“S”特殊区
为满足产品零件功能要求,当难度等级>S3时,根据新近资料,“S”特殊区的适宜范围,如图1~图5所示。

■ 表2 无反压力
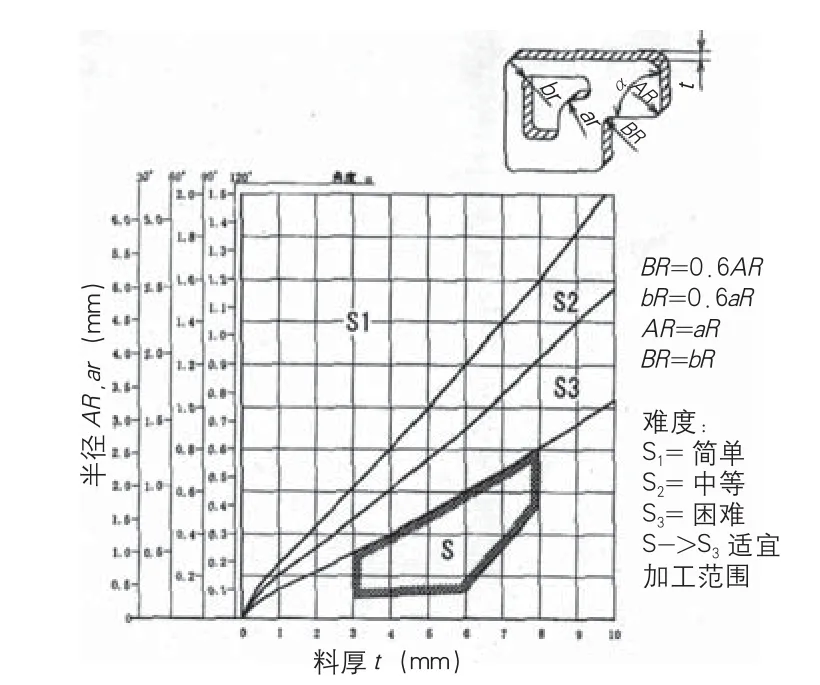
图1“S”特殊区随半径和料厚的变化

图2“S”特殊区随直径、壁厚和料厚的变化
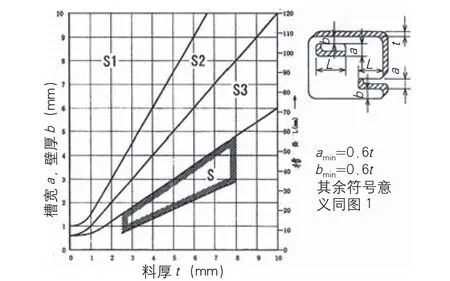
图3“S”特殊区随槽宽、壁厚和料厚的变化
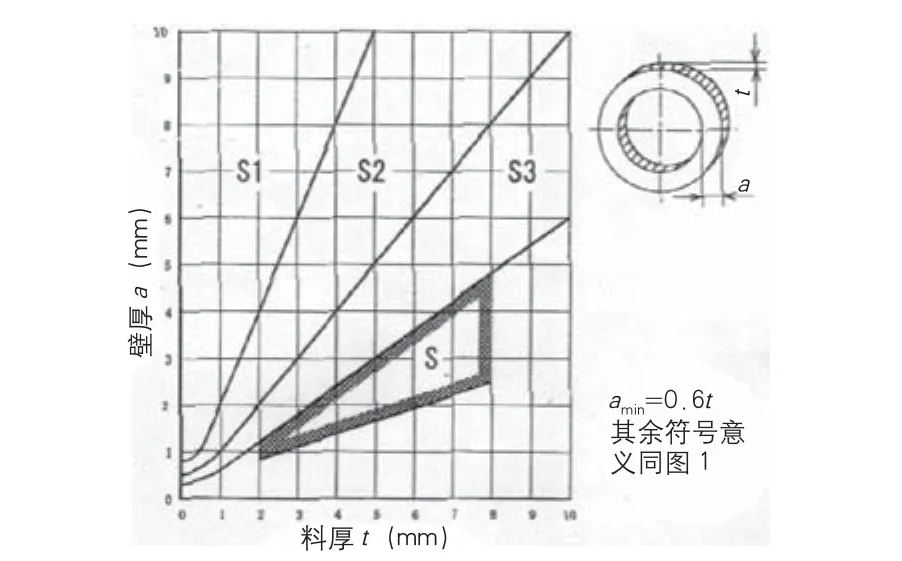
图4 “S”特殊区随壁厚和料厚的变化

图5“S”特殊区随齿模数和料厚的变化
在这个特殊区域,必须充分考虑:
⑴模具设计结构和强度;
⑵模具使用连续复合精冲模;
⑶采用特殊V形齿圈;
⑷模具制造精度,模具材料及热处理强度;
⑸模具刃口形状及表面涂层;
⑹利用冲裁时间差;
⑺选择精冲机及合理调整参数。
