为保持棉纤维原生品质进行的籽棉轧花前加湿设备工艺研究
2014-10-04谢婷译
■谢婷译
〔中棉工业有限责任公司,北京 100000〕
棉花轧花产业是乌兹别克斯坦共和国农业部的重要分支部门。轧花厂加工的棉纤维,既是纺织行业的主要原材料,也是国际贸易的重要组成部分。
在乌兹别克斯坦,轧花厂收购的籽棉通常回潮率较高,加工中需要密集的烘干以保证籽棉清理效果。考虑到这一点,轧棉厂通常对籽棉进行多次籽棉烘干和清理,但是这样却会破坏棉纤维的原生品质。
一、简介
籽棉中纤维和棉籽的形态结构不同,他们的回潮率也不同,纤维的干燥速度远远超过棉籽。由于纤维表面的水分蒸发速度约为种子的250倍,因此过度烘干使纤维变得脆弱,失去部分弹性和延伸性。在进一步的加工时,籽棉内外部的压力导致棉籽和纤维容易在受力脆弱点断裂。如果在籽棉干燥和清理过程中,纤维力学性能的变化仍不明显。那么在轧花过程中,籽棉受机器冲击会导致棉籽随纤维脱落或出现棉籽破碎受损等问题。此外使用低回潮率的籽棉轧花,还会降低纤维的平均长度,增加短纤维率。为此应在棉花轧花之前进行加湿处理,以避免烘干给轧花带来的副作用。
二、试验结果分析
在棉花轧花行业科学研究中心,科学家正在选用不同回潮率的籽棉进行轧花实验。科学家还通过HVI测量系统进行实验,如乌兹别克棉纤维检测中心(SIFAT)正在使用HVI900 SA测量系统,SGS检测中心正在通过HVI 1000M700测量系统对棉纤维进行质量和物理力学性能评估。
HVI测量系统测试了国际上普遍认可的棉纤维质量指标,如马克隆值、上半部平均长度(UHML)、长度整齐度指数(UI)、强度(Str)、伸长率(EI)、短纤维率(SFI)、反射率(Rd)、黄色深度(+b)、含杂数和含杂面积,测试结果见表1。
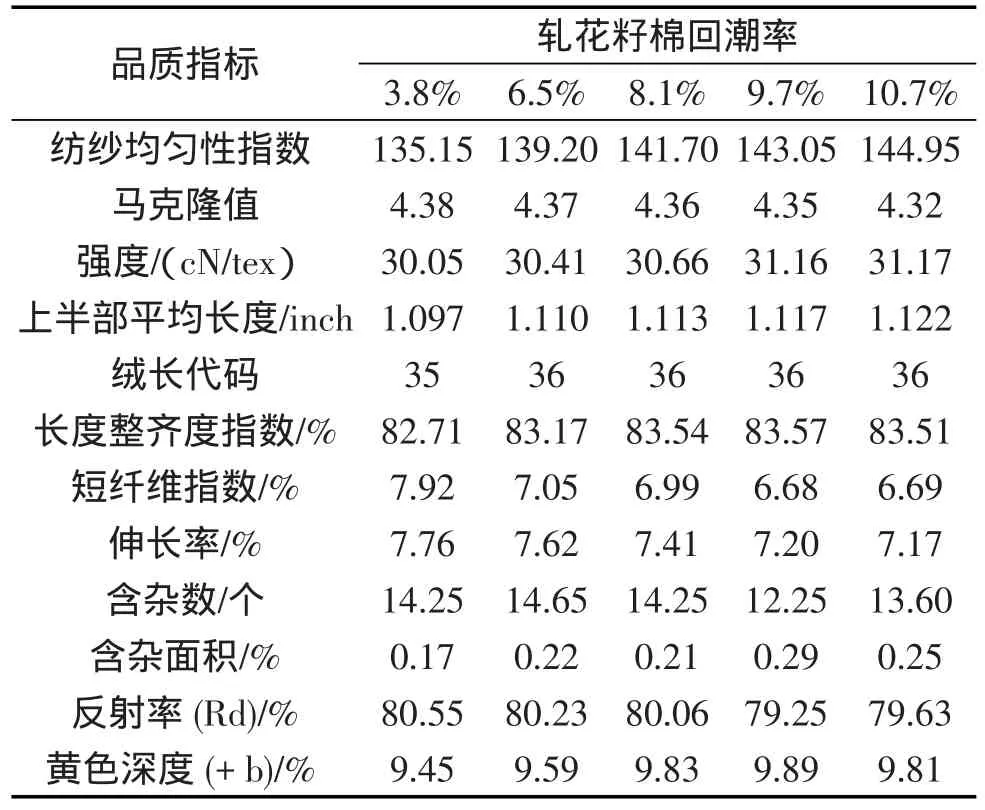
表1 不同回潮率的籽棉加工出的棉纤维的品质指标
测试结果表明:马克隆值、伸长率、反射率(Rd)、泛黄度等棉纤维的品质指标并不根据棉花种子的回潮率的变化而变化,而是几乎保持不变。然而其他一些指标,如强度、上半部平均长度、短纤维率、长度整齐度指数等值却受籽棉回潮率影响很大。如回潮率为10.7%的籽棉与回潮率为3.8%的籽棉相比,上半部平均长度值多出0.026英寸(1英寸=2.54 cm),绒长代码多1,短纤维率则从7.92%降低到了6.69%,降低了1.23%。回潮率高的籽棉,其纤维的原生长度也保持较好,长度和长度整齐度指数都比较高。
研究结果证实了籽棉回潮率在7.5%~8.55%时最能保存棉纤维的原生品质。研究实验室建议轧花厂在轧花前将籽棉的回潮率提高到8%来保护棉纤维的原生品质。
三、新型加湿器的发展
上面的数据和现有的国内外研究成果均证实了轧花前有必要把籽棉加湿到8%,既可以保持纤维的物理特性,又可以增加轧花厂的工艺效率。
籽棉和纤维里的水分运动是一个相当复杂的过程,既与其内部结构有关,也与棉纤维毛孔中的水分和棉籽与纤维的水分交换的关系有关。关于籽棉加湿的理论研究表明,纤维和棉籽中的水分开始是带状分布,然后根据不同的规则有不同的分布。棉花的初始回潮率对于加湿时棉籽中的水分分布有重要的影响。加湿时水分流动与水分方向有关,并使籽棉中各个部分回潮率都增加。最终加湿层水分分布主要受孔隙度变化的影响。
基于籽棉加湿领域的理论和实验研究,科学家们建议安装一台新的籽棉加湿器。

图1 籽棉加湿器
加湿器安装在籽棉清理器的卸料托盘上。加湿设备的总图见图1。设备包括料斗1,籽棉流动的通气管道2,2的外面前部正对着一个摄像头3,观测蒸汽喷入。底座4上安装着喷嘴5,顺序连接着管道6和蒸汽机7。在料斗1对面的侧壁8安装着管道9来吸收蒸汽并连接到气动泵11。料斗1的下部连接到喷射斗10和气动泵11,气动泵将加湿过的籽棉传到轧花机组中(没有在图1中显示)。
在操作中,清理过的松散籽棉从籽棉清理器(没有在图中显示)均匀进到通气管道2。由蒸汽机7产生的蒸汽经过管道6和喷嘴5,将蒸汽从通气管道2的出口喷射到松散的籽棉中。多余的未被籽棉吸收的蒸汽则通过吸收管道9传到气动泵11中,在那里继续对籽棉接触加湿。这样加湿器对籽棉完成了统一有效的加湿。
而加湿过的籽棉回流到料斗1的底部,通过喷射料斗10和气动泵11进到轧花机中。
四、结论
研究结果表明,轧花时籽棉的最佳回潮率在8%以内。轧花前籽棉回潮率超过这个范围时,随着回潮率的上升,轧花的总生产率下降,纤维产出率降低,纤维疵点和含杂增多。而轧花前棉花回潮率过低会导致纤维长度缩短,也会增加纤维拉断几率和疵点。
“No.FAP 00800的籽棉加湿设备”已经获得了乌兹别克斯坦共和国的专利。乌兹别克斯坦共和国将在2014年棉花加工季度在轧花厂内对这种新型加湿机进行生产测试。
