车载导航多媒体产品整机测试系统设计*
2014-09-29曾昭德洪晓斌
曾昭德 洪晓斌
(1.广东好帮手电子科技股份有限公司 2.华南理工大学机械与汽车工程学院)
0 引言
车载导航主机产品的功能,已从单一的电台广播收音,发展到同时具备DVD、蓝牙、IPOD、USB/SD卡读取、无线上网、一键通导航等多种功能[1]。产品功能越来越多,制造工序越来越复杂,工时也越来越长,尤其是出货品质检验(outgoing quality control,OQC)工序。由于检测步骤繁多,如果纯人工手动操作,差错率大,尤其是疲劳状态下问题更加突出。设计自动检测系统,提高测试效率,降低操作人员工作强度,保证产品质量,是与车载主机功能同步发展和持续提高的长期工作。
目前,大多数具有一定规模的车载电子企业都设计了自动化或半自动化测试系统,特别是指标测试,由专业的自动化测试系统公司提供方案,设计音频、射频方面的指标自动测试工位,大大提高了指标测试效率,但仍存在如下方面有待改进:1) 没有实现数据库保存和管理测试结果等信息,无法追溯产品的生产过程数据,不支持企业信息化管理;2) 蓝牙连接、电话、网络、一键通导航等功能手动测试操作复杂,时间过长,操作人员容易疲劳,出现差错,甚至漏检;3) 由于工位工时平均分布需要,主要模块功能分布在不同的工位,如果能在第一个工位就把主要模块都扫描检测,尽早发现问题,可在一定程度上减少不良品流到后续工位;4)指标测试人工操作较多,工控机与车载主机之间的互动较少,可根据测试预先设定的流程,通过工控机与车载主机之间的通讯,自动切换到下一个指标的测试。
目前,很多大型企业对产品的生产、销售和售后服务都进行可溯源管理。本文在OQC工序的测试流程,采集整机产品的订单号、机器码、生产过程等信息,将这些信息保存到数据库中,为企业信息化综合管理平台的溯源管理、分类统计分析提供数据。
1 测试系统方案设计
1.1 车载导航多媒体产品整机测试项
主流车载主机的主要功能包括导航、多媒体、网络信息、安全辅助驾驶、蓝牙和游戏娱乐等。多媒体包括 DVD、电影、音乐、图片等;网络信息功能包括网络信息咨询及一键通导航等;安全辅助驾驶功能包括胎压检测、轨迹倒车等;蓝牙功能包括蓝牙电话、电话本通讯录等。整机测试先进行外观检测和功能测试,再进行音频等指标测试。
1.1.1 外观测试
外观测试主要检查塑胶面板有无刮花、变形、水印、裂痕及颜色是否一致;产品丝印是否与技术要求吻合;显示屏有无刮花、破损、松动现象;检查左/右侧板有无划花、生锈,螺钉有无漏打或松脱;卡口(支架)有无漏装、错装现象等。
1.1.2 功能测试
功能测试是操作人员对各种功能进行操作,检测软件或硬件是否有问题,包括:1) 播放MP3碟片,读出MP3碟,声音无停顿、杂音;读取USB储存卡,播放音乐文件,图像、声音不失真;2) 播放图片文件,按技术要求抓图,图片抓取应完整、无残缺;3) VCD入碟、读碟,图象清晰,声音无杂音;4) 放入DVD碟,按进、出仓键,查看进碟、出碟、读碟,声道平衡图像不失真,进出碟无卡碟、不顺畅、异响等现象;5) 蓝牙手机设置蓝牙新配置搜索状态,主机进入蓝牙模式,蓝牙手机搜到新配置(主机蓝牙模块)后,手机将提示输入配对密码,配对成功后进行连接;通过手机或屏幕上的数字键直接拨打电话;6) 主机进入WiFi功能,WiFi模块搜到测试WiFi热点后,输入密码进行网络连接;7) 在规定时间内接收到卫星信号,且卫星颗数不少于4个,拔打一键通服务电话,与服务员通话后从网络设定目的地,进入导航操作,随机设定目的地后进行模拟导航;8) 进入浏览器状态,输入网址进入浏览网页,检测完成后清空网址;9) 方向盘控制板校准(按机型而定),经校准后,方向盘各功能键应能控制主机;10) 按检测夹具上倒车开关,进入倒车状态,根据机型输入对应的镜头型号代码进入轨迹画面,调节使轨迹线能前后左右移动。其它功能测试还有胎压监测、电池监测[2]、结构紧密监测[3]、触摸校准测试等。
1.1.3 指标测试
指标测试包括检测CD输出指标、AV输入指标和收音指标等。音频方面包括输出电平、失真、平衡度、通道相位差、频率响应、分离度、信噪比等指标;射频方面主要包括音频参数和噪限灵敏度等指标。
1.2 整机测试系统
手动测试流程是在生产经验积累的基础上,合理地将OQC整机检测划分为5个工序(工位),流水线进行测试,每个工序的工时基本一致,产品不会在某一工序积压。因此,在尽量保持原有OQC的测试方法和流程的前提下,通过深入分析各种模块功能的测试原理和本质,用软件控制代替人工操作。在OQC工位1上运行模块功能自动扫描检测软件,测试音乐、视频播放和储存卡读写等多种功能,很大程度上提高了效率,降低了操作人员工作强度;同时,在第1个工位就把大多数不良品转到了返修区。OQC在工位5进行指标测试,车载主机将自动扫描结果传输给工控机;工控机将条码、机器码、流水线、测试日期和测试结果等数据统一保存到数据库,整机测试系统主要流程如图1所示。
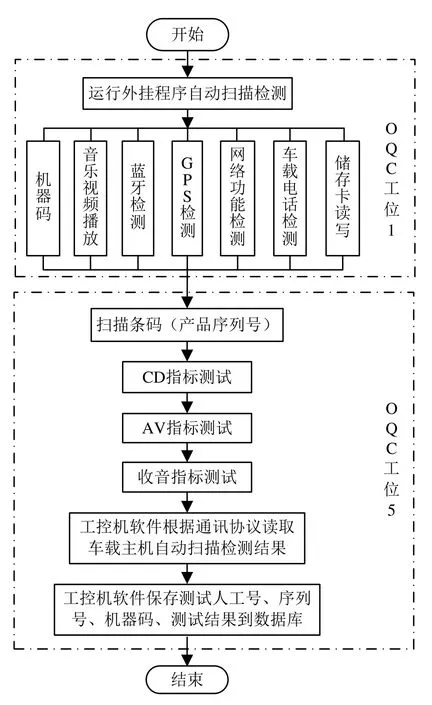
图1 整机测试系统主要流程
此系统对原有的测试工位进行调整,操作人员在第1个工位检查一台车载主机外观的同时,另一台车载主机运行自动扫描检测功能模块软件。该软件预先拷贝和存放在测试的SD卡上,检测蓝牙模块连接和拨打电话功能,声音质量、播放音乐、视频功能,读写USB外接储存卡功能,无线网络连接功能等;读取车载主机的机器码,保存到测试卡的数据文件中;工位2、3、4根据工时进行调整,手动检测其它功能项;第5个工位在原来指标自动测试的基础上,扫描录入条码,与车载主机通讯,读取机器码和功能模块自动运行检测程序的结果数据,保存到数据库中。
2 测试系统关键技术及实现
2.1 蓝牙连接和车载电话功能
通过发送AT指令[4]实现蓝牙模块的自动连接和拨打电话功能:首先自动扫描检测功能模块软件发送AT#MW
指令给蓝牙模块,蓝牙模块上电,返回OK
信息;然后自动扫描检测功能模块软件发送AT#TB
指令,蓝牙模块返回TB
信息,并进入测试状态;最后自动扫描检测功能模块软件发送AT#CCX
测试完成后,自动扫描检测功能模块软件发送AT#TA指令,蓝牙模块退出测试模式,清除配对记录,断开当前连接。
通过软件编程对蓝牙模块按时序发送控制指令,从蓝牙模块上电到与测试手机连接成功和自动拨打电话,整个过程仅用十几秒钟,不需要人工操作。但手动方式需操作车载主机和测试手机,至少需要一分钟以上,还要手动清除配对记录。
2.2 网络连接和一键通导航功能
一键通导航的手动测试方式与产品实际使用的操作方式相同。点击一键通按钮,车载主机平台软件检测当前状态是否连接网络,如果没有,则先连接无线网络;操作员与后台服务员沟通,后台服务器通过网络将设定目的地经纬度数据发送到车载主机平台;车载主机平台打开电子地图软件,进入导航操作;电子地图根据后台服务器发送的目的地经纬度数据进行导航。
手动过程主要检测蓝牙车载电话、无线网络通讯和电子地图导航等功能。如果网络是WiFi连接方式,操作员输入热点的密码后进行连接;通过网络接收到目的地经纬度数据后,发送窗口消息给电子地图软件;电子地图接收和解析数据,开始导航。
将网络连接和一键通导航功能测试流程简化。在后台设计一个测试后台服务器,与功能模块自动扫描检测软件Socket通讯,组成C/S结构。功能模块自动扫描检测软件发送窗口消息,车载主机平台软件启动WiFi功能,连接预先设置的WiFi热点,如果连接成功,返回消息给自动扫描检测功能模块软件;自动扫描检测功能模块软件通过 Socket发送请求消息给后台测试服务器,测试服务器返回测试目的地的经纬度数据;功能模块自动扫描检测软件解析经纬度数据,发送窗口消息给电子地图,电子地图根据这个目的地进行导航。测试完成后,功能模块自动扫描检测软件清除WiFi连接等历史记录数据。一键通导航自动测试简化流程图如图2所示。
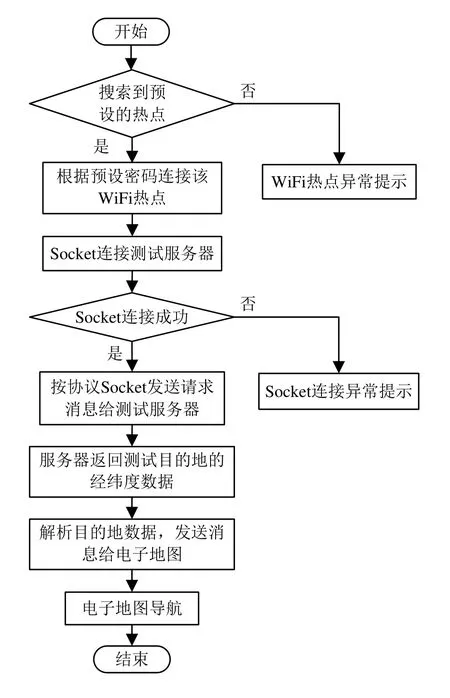
图2 一键通导航自动测试简化流程图
2.3 指标自动测试
指标自动测试工位主要由各种辅助仪器(主要是RF仪器及电源)、工控电脑、接口连接卡、数据采集卡、程控转换开关、标准音频信号光碟及其它辅助电路和软件组成。操作人员通过测试模板制作软件预先对各种产品测试参数、测试条件、测试通道和测试项目进行设置,对各种仪器、程控转换开关、程控遥控器进行控制和对音频参数分析比对。
例如收音(含 AM、FM)测试由高精度数据采集卡产生标准声音信号,经程控转换开关,送入射频信号发生器调制后发射[5];被测产品将解调后的音频信号,经程控转换开关送入高精度数据采集卡;再由工控电脑中的测试功能软件包进行分析,得出相应参数,与设定的标准比对,得出单项参数测试结果。
2.4 ID码采集与数据库设计
在原来指标自动测试的基础上,增加扫描录入条码,制定通信协议,读取车载主机的机器码和功能模块自动扫描检测程序的结果数据。条形码是由宽度不同、反射率不同的黑条(简称条)和白条(简称空),按照一定的编码规则编制而成,用以表达一组数字或字母符号的图形标识符。条形码是迄今为止最经济、最实用的一种自动识别技术,具有如下优点:1) 数据输入速度快,出错率低;2) 采集信息量大,利用一维条形码一次能采集几十位字符的信息;3) 操作简便,条形码标识易于制作,对设备和材料无特殊要求。
在工位5的指标自动测试工位通过扫描器采集条形码数据,录入产品的销售订单号、生产周期、生产流水线号等信息;通过协议和串口通讯,读取车载主机的机器码,核对条码上的机器码与机身机器码是否相同。机器码是车载主机的唯一标识,作为数据记录的ID码。设计数据库服务器,将条码、机器码、自动扫描测试结果和指标测试结果保存到数据库中。系统建立用户、工艺路线、工序、机型和关系(机型对应工艺路线)、检测记录等基础信息表。检测记录表保存产品每道工序的检测信息,包括检测操作员的名字和工号,产品的机型代号,工艺路线名和本工序的工艺代号,检测次数以及检测结果等。记录检测操作员信息的用户表,记录产品机型信息的机型表,记录工艺工序信息的工序表、工艺路线表。这些数据表之间的对照关系如图3所示。
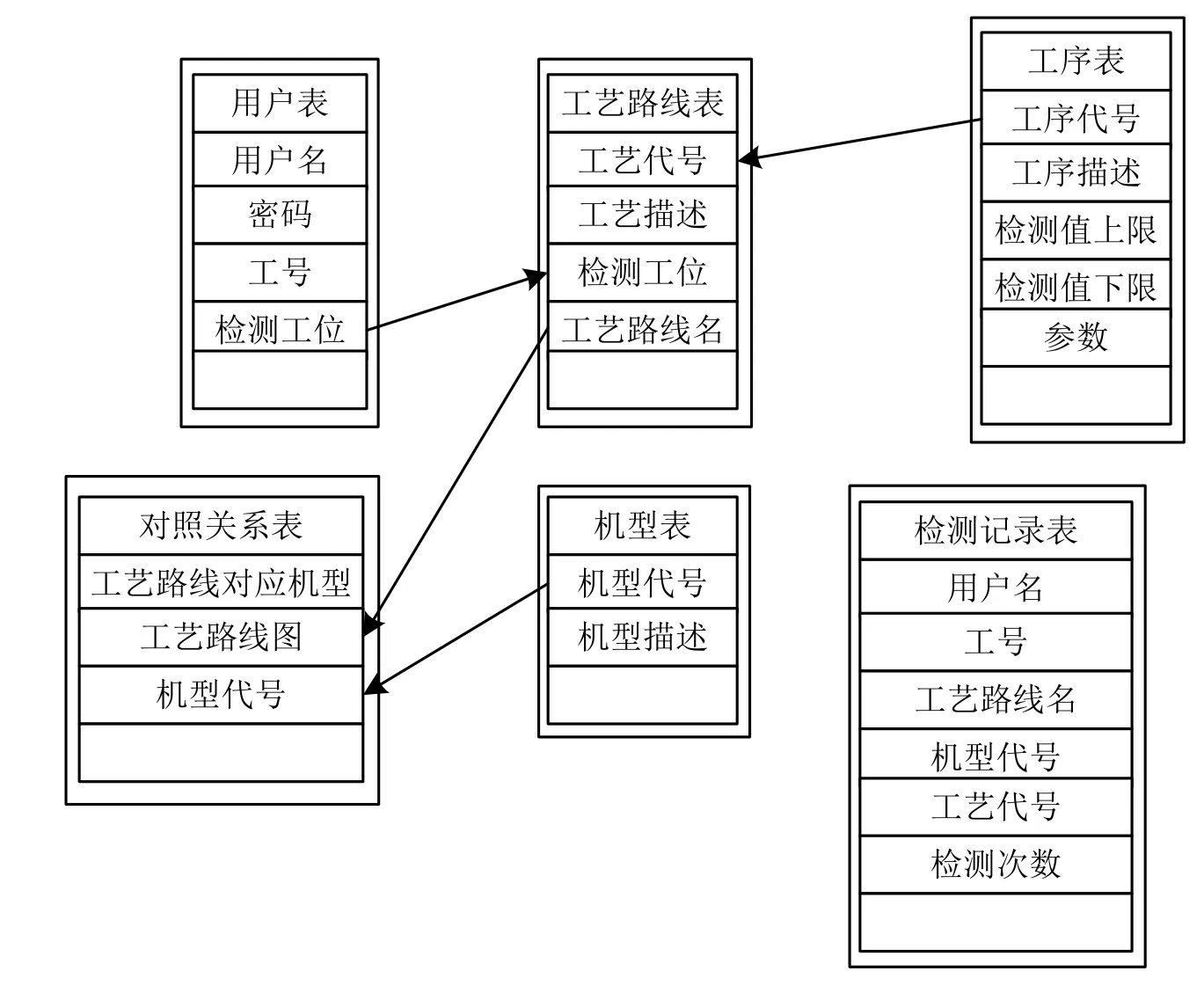
图3 逻辑数据流及关系
ActiveX数据对象(ActiveX data object,ADO)基于OLE DB访问接口,采用面向对象方法,对接口进行封装,使程序开发得到简化,属于数据库访问的高层接口。工控机的软件通过调用ADO连接数据库、创建记录集,并将测试结果、条码信息、测试流水线、操作员工号、测试时间等生产过程数据保存到SQL2005数据库中。
3 结论
在多年生产经验积累的基础上,深入分析车载导航多媒体产品的测试需求,设计车载导航多媒体产品整机测试系统。通过软件设计实现蓝牙、网络、一键通等功能检测的自动化和指标测试自动化,优化整机测试流程,提高生产效率,降低操作人员工作强度,保障产品质量;同时,实现对生产过程数据管理的信息化,为产品质量追溯和生产管理提供了信息依据。在车载导航产品功能高度集成的发展趋势下,采用新知识、新技术、新工艺,尤其是自动化和信息化技术,提升原有生产方式和经营管理的模式,是汽车电子企业发展的必然选择。
[1] 黄莉华.走进汽车影音工厂车载主机是怎样“炼”成的[J].当代汽车,2008(7):82-85.
[2] 洪晓斌,李年智,尹文伟,等.基于电阻层析成像的汽车动力电池内部温度监测新方法[J].光学精密工程,2014,22(1):193-203.
[3] Hong Xiaobin, Wang Han, Wang Tao, et al. Dynamic cooperative identification based on Synergetics for structural health monitoring with piezoelectric transducers[J]. Smart Materials and Structures,2013,22(4):1-13.
[4] Flaircomm Technologies Inc. FLC-BTMDC7xx Modules Programming Guide[M].2010.
[5] 刘敬光,吴斯栋,梁小明,等.新型 RFID 系统基准性能测试指标体系设计[J].自动化与信息工程,2011,32(6):41-44.
