基于Dynaform的高强钢板冲压回弹补偿分析
2014-09-25谭海林郭照宇孟少明
谭海林,郭照宇,孟少明
(1.湖南化工职业技术学院 机械工程系,湖南 株洲 412004;2.湖大三佳模具工程有限公司,湖南 长沙 410205)
为满足汽车轻量化及安全性能的要求,高强度钢板在车身设计中应用越来越广。由于高强钢板的成形性能差,板料冲压成形后的弯曲回弹和扭曲回弹现象比常规钢板更为严重。而采用传统的“试错法”进行模具补偿消除误差,具有很大的局限性。因此如何精确地预测和补偿回弹是目前高强钢冲压模具最为敏感和亟待解决的问题。
1 回弹及模具补偿原理
板料在外载荷作用下发生任何一种塑性变形时,其变形都是由塑性变形和弹性变形两部分组成。当作用板料上的外载荷卸掉之后,塑性变形区的材料保存残余变形而使零件变形。由于弹性变形区材料的弹性恢复以及塑性变形区材料弹性变形部分的弹性恢复,使其形状、尺寸都发生了与加载时变形方向相反的变化,这种现象称之为回弹。本文采用的回弹补偿过程是基于零件设计要求形状的虚拟修模迭代过程。它是先按照零件的设计要求形状设计出初始模具形状,经过有限元离散后输入专业板料成形数值模拟软件中,经过成形模拟和回弹计算分析,获得了板料成形回弹后形状。根据板料成形回弹前后形状和初始模具形状,在专业的回弹补偿软件里将进行模具回弹补偿,得到模具修正后模具形状;然后将回弹补偿后的模具进行成形模拟和回弹计算分析,将得到零件回弹计算后的形状与设计要求形状进行比较,判断两者的几何形状误差是否满足设计误差要求。若满足设计误差要求,输出模具回弹补偿结果;若不满足设计误差要求,重新进行回弹补偿循环,直到得到符合设计误差要求的最好的模具回弹补偿结果。回弹补偿流程图如图1所示。
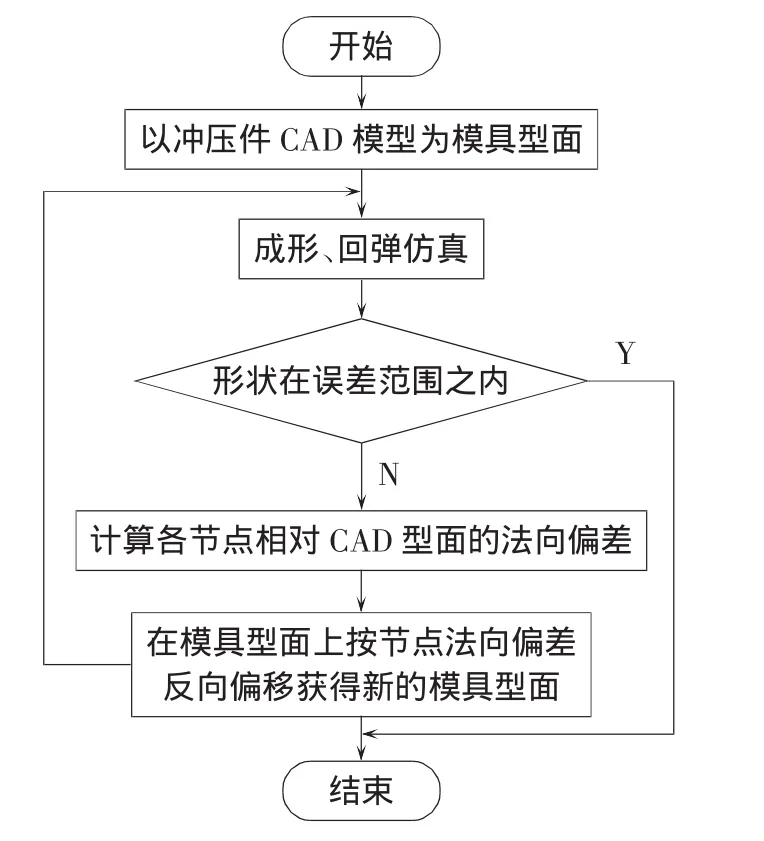
图1 回弹补偿流程图
2 高强度钢板冲压回弹补偿应用实践
如图2所示为某乘用车B柱几何模型。其材料采用B340LA钢,厚度1.4 mm,坯料尺寸700mm×485mm×85mm。成形工艺主要为落料、拉延、修边冲孔侧冲孔、整形、修边冲孔侧冲孔翻孔。本文主要以拉延为例说明模具回弹补偿的方法。
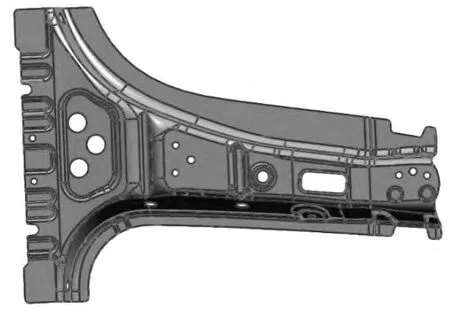
图2 B柱几何模型
2.1 建立有限元模型
Dynaform是用于板料成形模拟的专用软件包,可以预测成形过程中板料的破裂、起皱、减薄、划痕、回弹等,评估板料的成形性能。图3所示为建立的有限元模型。

图3 B柱加强板零件有限元模型
2.2 模拟计算
按照Dynaform软件的CAE分析基本要求进行设置,压边力设为1500kN,摩擦系数0.125,网格大小3mm,采用真实拉延筋计算。如图4所示为B柱加强板进行拉延成形模拟仿真输出的回弹结果对比图。绿色为原始拉延型面网格,红色为拉延型面回弹后的网格。由图可见在宽端头两边存在扭曲,以及长度方向上也存在扭曲。
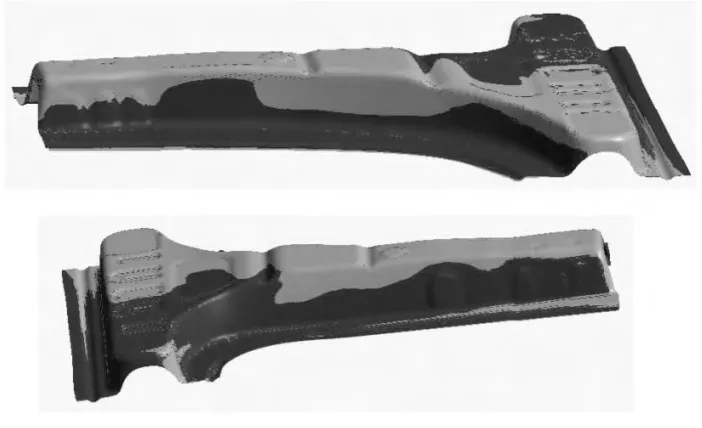
图4 回弹分析结果对比图
2.3 拉延回弹补偿设置
在Dynaform软件中进行回弹补偿,首先分别导入Op10.stl(为Op10拉延计算的网格),Sp.stl(为算了OP10回弹之后的网格)以及OP10.igs(为OP10原始数模型面),要求网格前后对应,如图5所示。补偿设置包括选取所有补偿的型面、选取OP10拉延计算的网格、输入回弹补偿因子(可正可负,凭经验确定)、选取回弹前后网格的对应关系等。
2.4 拉延回弹补偿后模拟分析计算

图5 回弹补偿设置
将拉延回弹补偿后的型面重新做成形分析计算和回弹分析。取第二次拉延补偿后型面回弹后的网格与产品进行对比,如果差值在公差范围内,回弹迭代计算就不需要再进行下去,反之继续前面的操作过程。通过对比分析,该零件的拉延模回弹通过CAE分析预测回弹补偿一次就解决了。如图6所示,修边之后顶面回弹消失,不存在扭曲回弹,但还存在局部回弹,这个回弹可以在整形模补偿。
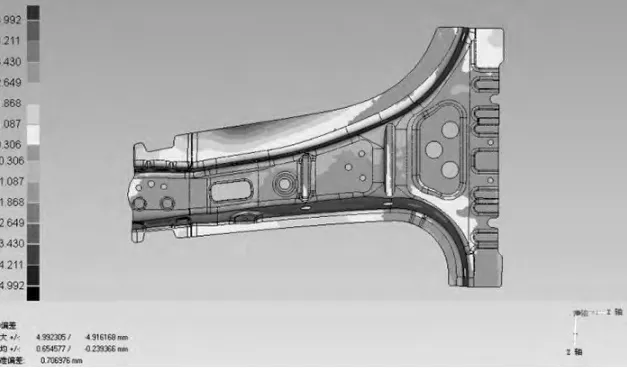
图6 实际修边回弹情况
图7 a所示为通过模拟分析计算,预测A处拉延后最大回弹有4.1mm。图7b为现场实验拉延工序件扫描比对情况,A处回弹趋势是一致的,只是回弹量上有差异,最大回弹有5mm。说明所采用的回弹补偿和控制方法是有效的。图8为采用本文方法设计模具生产的零件,实践证明零件合格率达90%以上。
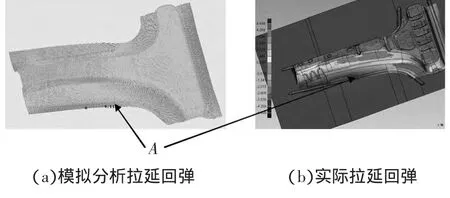
图7 模拟与实际拉延对比

图8 现场生产合格产品
3 结束语
通过对高强钢B柱加强板拉延回弹模拟分析-预测回弹量-使用软件进行回弹补偿-把回弹补偿的三维模型重新进行回弹分析-循环比较分析至得到误差值在要求之内的数模面。实验证明此方法可解决零件扭曲问题,取消了拉延整型替代模具的使用,大大减少高强板回弹调试时间,提高设计可靠性。该方法可指导高强度复杂形状冲压件的模具开发。
[1]黄亚娟,丘宏扬.汽车冲压件的回弹控制研究[J].锻压装备与制造技术,2008,43(2).
[2]雷正保.汽车覆盖件冲压成形CAE技术[M].北京:国防科技大学出版社,2003.
[3]李泷杲.金属板料成形有限元模拟基础[M].北京:北京航空航天大学出版社,2008.
[4]雷华桢,王东方.板料冲压成形及回弹数值模拟的应用与研究[J].锻压装备与制造技术,2007,42(6).
[5]吕淑艳,孙朝晖.基于CAE技术的冲压件工艺性分析[J].锻压装备与制造技术,2012,47(2).
