双驱动双滑轨复合折边机构运动仿真
2014-09-25于建忠刘蕴青
于建忠,刘蕴青
(天津际华三五二二装具饰品有限公司,天津 300161)
在汽车生产中,车身外覆盖件如车门、前围、后门板、顶盖等的包边是常见的加工方式。而汽车覆盖件是由内、外板通过包边设备包合而成,这些零件大都为空间曲面结构,形状复杂,其制造质量直接影响到汽车的安全性、密封性及外观。汽车覆盖件的边缘外观及外缘的尺寸精度很大程度上取决于包边质量。包边中存在的卷入卷出和凸起凹陷与预包边的运动方式有关,通过有限元仿真来指导包边模的设计,可避免上述包边缺陷的产生,节省模具调试时间,提高模具设计质量。
根据车身装配工艺要求,包边设备应该包含工件上下料及输送、工件包边工作状态确定及定位夹紧、工件预包边及包边等多项动作。而在斜楔凸轮包边模的设计中以凸轮机构的设计最为重要,内折扳边实现的好坏直接影响到压合质量,如折边不到位将在压边时出现包边圆角凸起,包边线不平顺,甚至出现干涉而造成卷边。
本文使用UG软件对双驱动双滑轨复合折边机构进行运动仿真,检查机构运动干涉情况,分析其机构运动状态。
1 双驱动双滑轨复合折边机构结构
双驱动双滑轨复合折边机构是标准斜楔机构和双动折边机构的一种结合,如图1所示。虽然双动折边机构上的预包边刀块的运动轨迹均相同,可以代替旋转机构进行预包边,但是由于双动折边机构的成本较单摇臂旋转机构高,并且其体积较大。尽管单组双动折边机构的质量不是很大,但如果用多组双动折边机构来成形弯曲线的变化大的地方的边则会造成整个模具水平面积的增大和模具质量的增加。而双驱动双滑轨复合折边机构在合边模下模设计空档槽,使折边机构的安装部分及联动部分藏在下模镶块之下,安装底座、双滑轨;驱动器装在合边模的上模上。双驱动双滑轨结构在模具上的装配如图2所示。双驱动双滑轨结构可以压缩折边空间,能在合边模有限的工作空间内完成折边工作,大大缩小了模具尺寸。
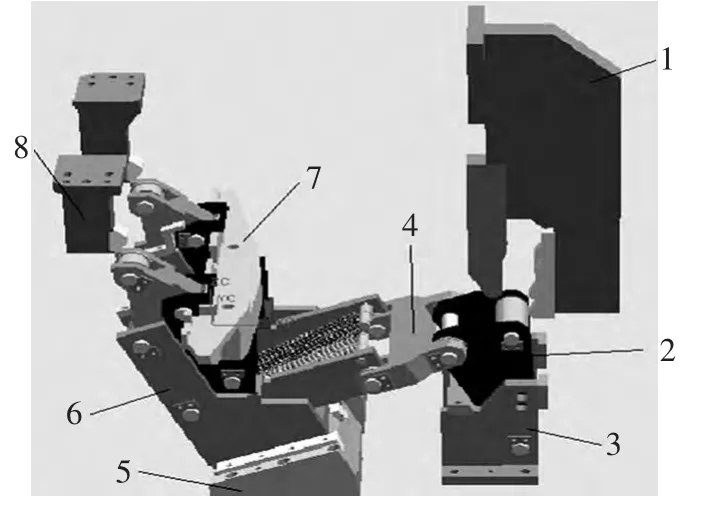
图1 双驱动双滑轨复合折边机构结构示意图
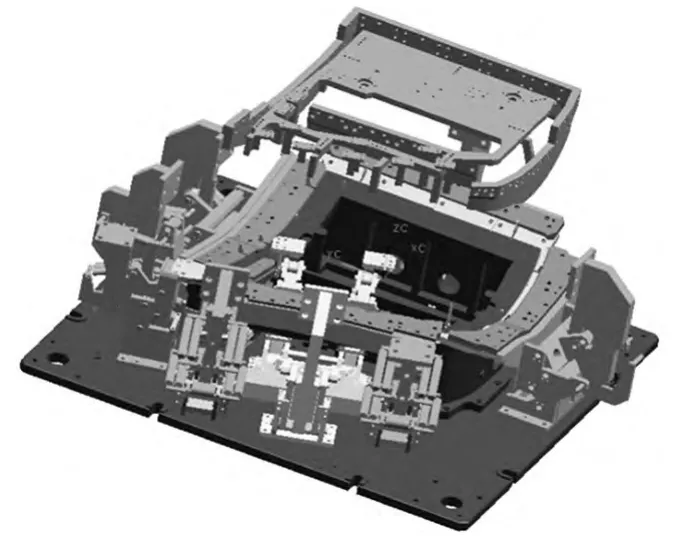
图2 装配示意图
2 双驱动双滑轨复合折边机构运动仿真
2.1 机构运动过程
首先,通过预压驱动器下行,拨动导轮使连接架以转轴转动,牵动连接板运动,带动双滑架整体在双滑轨件上沿滑轨角度至工作位置;驱动器继续下行,工作驱动器开始驱动导轮使折边部分发生以转轴为定点的四连杆式运动,镶块迅速与工件接触,完成折弯;上模继续下行,工作驱动器与轮脱开,镶块所在的折边部分会在拉簧的作用下回位;上模继续下行,预压驱动器下行,使其相关部件再次运动,使双滑架整体在双滑轨上沿滑轨角度再次移动,躲开工作驱动器及上模压型块的相关干涉,上模镶块与下模镶块作用,完成压合;上模上行,预压驱动器拨动导轮,使连接架以转轴转动,牵动连接板运动,使双滑架整体在作用下回到初始位置位,等待下一次动作。
2.2 机构干涉分析
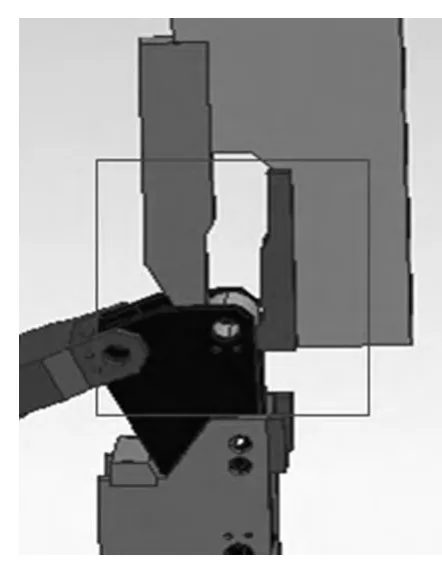
图3 机构干涉图
检查双驱动双滑轨复合折边机构的运动干涉问题,外驱动块与拉回块之间的高度差不足,导致滚轮无法正常沿外驱动块运动,导致双滑轨复合折边机构的滑架无法运动到工作位置,不能保证在安装块上的刀块与预包边板之间的间隙,从而使折边精度降低。在严重的情况时,包边机构会在压机力的作用下遭到破坏。可以加大拉回块的斜楔部分与拉回块的上端面的距离加大外驱动块与拉回块的间隙来消除干涉。如图3所示。
将回转体装在并排的滑架上,并将滑架与同一摆动体相连接,避免了由于在同一模具上的同一侧的几组双动折边机构的旋转轴不在同一条直线上,几个包边机构上的旋转轴不平行,导致机构在成形运动时相互之间发生干涉,从而使整个模具无法正常工作运动。
2.3 机构复位分析
模具闭合过程中,弹簧处于拉伸状态。回转架靠弹簧平稳恢复到工复位,在整个机构运动过程中弹簧力变化几乎为线性变化,如图4所示。图中最大最小值时分别为机构在工作点和复位后位置的值。弹簧的缓慢平稳复位,有利于制件成形精度。为了满足机构运动的确定性,在预包边过程中弹簧必须提供足够的拉力使滚轮始终和斜楔的表面贴合。适当选择弹簧与旋转轴的距离,即回位力的力臂。力臂大时预包边块在回位时所需的弹簧力就会小,有利于预包边刀块回位并提高弹簧使用寿命。
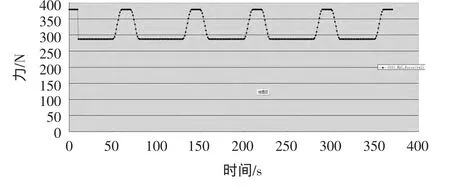
图4 弹簧力变化图
由于双驱动双滑轨复合折边机构的安装板及其回转架相关部件复位完全依靠弹簧弹力,弹簧要有足够的刚度。在反复工作时,弹簧刚度易降低,安装板及其回转架相关部件没有辅助复位件,易造成复位不到位,使刀块与预包边板之间的间隙发生偏差,从而使折边精度降低。可以在驱动三角形连接板的驱动块上增加自动回位装置(即限位块),保证弹簧刚度降低时,帮助安装板及其回转架相关部件复位。
2.4 机构运动速度分析
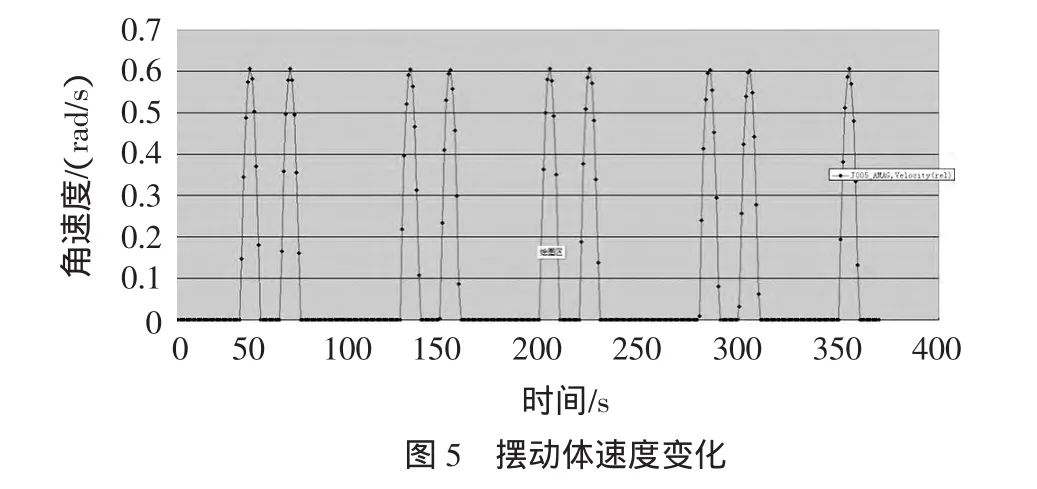
图5为摆动体速度变化,图6为摆动体与滑架连接处速度变化,几乎呈抛物线性变化,没有大的突变区域。由两张图对比看出,传动中运动平稳,相互运动配合一致,有利于机构进行折边成形。由于两个滑架靠一个连接板与摆动体连接,使两个滑架同步运动,保证了双驱动双滑轨复合折边机构的两个回转架的旋转轴在同一条直线上,机构上的旋转轴平行,使机构在成形运动时相互之间不发生干涉。如图7所示,回转架处速度突变变化明显,由于施加压力不稳及弹簧弹力作用,回转架运动不够平稳,机构在连续运动时,整个过程速度变化规律一致,速度变化值小,回转架转动角度小,所以对成形制件精度影响不大。
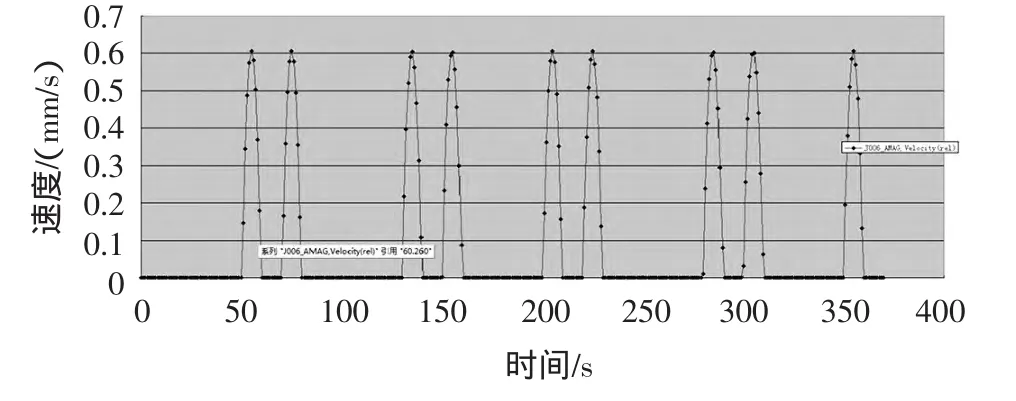
图6 摆动体与滑架连接处速度变化
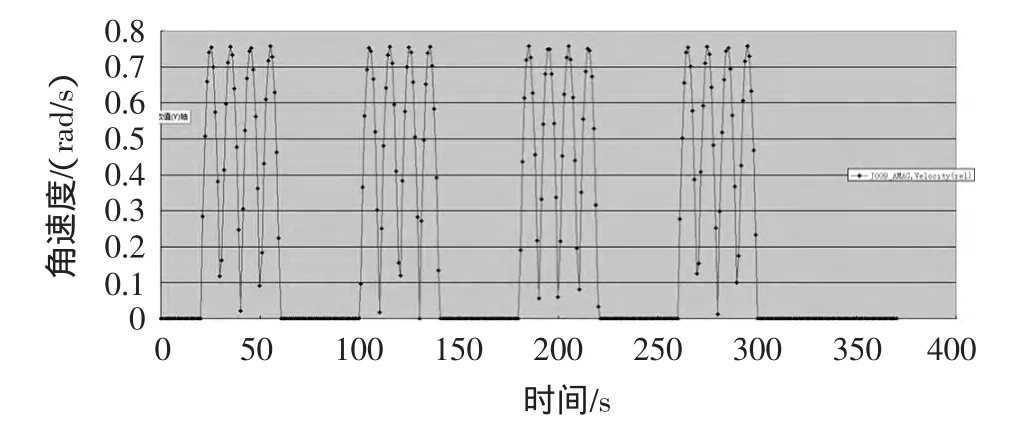
图7 回转架处速度
3 结论
本文通过UG对双驱动双滑轨复合折边机构进行运动模拟分析,得到以下结论:
(1)双驱动双滑轨结构可以压缩折边空间,能在合边模有限的工作空间内完成折边工作,大大缩小了模具尺寸,节省了模具的制造成本,有利于复合合边模的创新和发展。
(2)双驱动双滑轨结构避免了同一模具上的同侧旋转轴不在同一条直线上,包边机构上的旋转轴不平行,导致机构在成形运动时相互之间发生干涉的问题。
(3)双驱动双滑轨结构在反复工作时,弹簧刚度易降低,安装板及其回转架相关部件没有辅助复位件,易造成复位不到位。
(4)双驱动双滑轨结构的回转架运动不够平稳,机构在连续运动时,整个过程速度变化规律一致,速度变化值小,回转架转动角度小,所以对成形制件精度影响不大。
[1]杨 宽,刘桂萍,杨旭静,等.汽车覆盖件包边机构运动分析及包边仿真[J].汽车工程,2012,(3):272-281.
[2]陆增斌.汽车门盖包边机设计及调试的探讨[J].企业科技与发展,2008,(16):100-105.
[3]孙志辉,薛 娜.基于数值模拟的支撑板成形工艺分析及模具设计[J].锻压装备与制造技术,2013,48(4):66-68.
[4]张晋西,张甲瑞,郭学琴,编著.UG NX/Motion机构运动仿真基础及实例[M].北京:清华大学出版社,2009.
[5]朱崇高,谢福俊,编著.UG NX CAE基础与实例应用[M].北京:清华大学出版社,2010.
[6]赵 军,葛晓宏,易际明.复杂汽车冲压零件成形工艺分析[J].锻压装备与制造技术,2011,46(2):56-58.
