高速铁路无砟轨道钢轨精调过程控制关键技术
2014-09-19马明正
马明正
(1.西南交通大学土木工程学院,成都 610031;2.京广铁路客运专线河南有限责任公司,郑州 450000)
高速铁路无砟轨道钢轨精调过程控制关键技术
马明正1,2
(1.西南交通大学土木工程学院,成都 610031;2.京广铁路客运专线河南有限责任公司,郑州 450000)
在高速铁路钢轨精调施工过程中,如果对静态调整过程控制重视不够,不能充分掌握关键技术,将导致联调联试时,钢轨精调工作量增加,调整难度增大,继而影响联调联试,因此,严格把握钢轨精调的关键技术是十分必要的,有利于轨道几何尺寸尽快满足联调联试的要求。根据石武客运专线钢轨精调作业的经验,结合使用轨检小车对钢轨进行精调施工的特点,对钢轨精调的过程进行梳理分析,提出在施工准备阶段、施工阶段和成果验收阶段需要分别把握的关键技术,并利用检测数据进行分析验证,实践表明,这些关键技术对钢轨精调起到了决定作用。
高速铁路;无砟轨道;钢轨精调
1 概述
钢轨精调是高速列车上线运营的最后一项精密测量工作,目前的主要施工手段是:采用轨道几何状态测量仪(以下称:轨检小车),对钢轨的几何形态进行检测、分析和调整,与传统的弦线+道尺施工有着明显的不同。
目前,在静态调整的施工过程中,受工期、施作人员熟练程度等客观因素影响,往往存在关键过程控制不力,关键技术参数不明确,控制指标过高等问题,不仅不利于工期要求,也不利于节约建设成本,有背于建设节约性社会的要求。如果不根据轨检小车的施工特点,进行过程和质量的控制,就会出现反复测量反复调整,不仅费时费力,延误工期,影响钢轨精调的整体进度,而且给钢轨和扣件带来一定的不利影响。必将导致静态调整遗留问题过多,从而影响动态联调联试的进度和质量。
将钢轨静态调整分为3个主要阶段:施工准备阶段、施工阶段和成果验收阶段,并将各阶段分为若干过程,针对不同过程提出质量目标和控制措施,以期从管理的角度解决钢轨精调过程的关键技术问题,明确钢轨精调作业过程的关键过程、关键步骤的控制要求。
2 施工准备阶段的过程控制
施工准备阶段包括:CPⅢ复测、精调人员培训、轨检小车检定、轨道系统检查(包括钢轨清洁度和扣件系统)等主要过程。
2.1 CPⅢ复测的过程控制
钢轨精调前,CPⅢ应按规范的技术要求进行严格复测,并应注意与上一次CPⅢ成果的比对,如发生差值较大的情况时(>3 mm),应分析原因,使CPⅢ成果满足钢轨精调的需要,必要时应对CPII和水准起始点进行复核,避免钢轨精调时出现整体性偏差。
2.2 精调人员培训的过程控制
对钢轨精调人员的培训应包括精调工艺、程序、标准、操作、计算等专业培训,使精调人员充分掌握钢轨精调的有关技术要求,并具备一定的实作经验。需要说明的是,线路参数应作为专业培训的一个专项,使钢轨精调人员充分了解管段内的线路分布,对于正线与道岔的搭接区,更应注意线路参数的匹配,如有条件应以贯通里程完成全部的线路参数计算。
2.3 轨检小车检定
轨检小车作为钢轨精调的主要量具,属于高精密设备,长途运输、搬运、使用磨损等客观情况均有可能对轨检小车的测量精度产生较大影响,如不及时发现轨检小车的测量偏差,轨检小车的测量结果不能真实反映轨道的几何状态,如图1所示,同一品牌的2台小车在全站仪架设不动的情况下,对同一段钢轨进行了测量,其反应的轨向、高低、轨距、水平等平顺性指标相差较大,必将导致错误的扣件调整和重复工作。

图1 不同轨检小车在同一轨道检测成果对比
因此,上线前对轨检小车按有关规定进行一致性、重复性检定,是十分必要的过程。按国家计量器具技术监督的一般规定,计量器具应在一定周期内进行检定或校正,如全站仪必须每年进行1次检定。考虑到轨检小车使用的特殊性,建议在轨检小车上线前进行一次全面的检定,并在使用过程中按一定周期(如3 d或5 d),使用辅助工具(0级道尺等),对轨检小车进行校验,确保轨检小车的测量正确性,特别对于购买时间较长,保养不善的轨检小车更应注意小车的正确性校验,从某线进行一致性和重复性的检定情况来看,某国外知名轨检小车的送检合格率仅有75%,不合格小车的主要原因为磨损、保养不善及拼装。
2.4 轨道系统检查
轨道系统检查包括对钢轨和扣件的检查:钢轨应无污染、无低塌、无掉块、无硬弯等缺陷,焊缝应全部检查,使焊缝平顺性满足:顶面0~+0.2mm,工作边0~-0.2mm,圆弧面0~-0.2mm的要求。扣件应安装正确,无缺失、无损坏、无污染,扭力矩达到设计标准,弹条中部前端下缘与轨距块间隙不大于0.5mm,轨底外侧边缘与轨距块间隙不大于0.3mm,挡肩与轨距块间隙不大于0.3mm。垫板应安装正确、无缺失、无偏斜、无污染、无空吊。
3 施工阶段的过程控制
施工阶段可以分为轨道测量、扣件调整量计算、复查及扣件调整、轨道复测等主要过程。
3.1 轨道测量的注意事项
轨道测量主要是全站仪与轨检小车的配合,当轨检小车经过校验后,轨道测量的精度取决于全站仪的使用,其注意事项如下。
(1)全站仪自由设站位置应靠近轨道中线,每次联测4~6对CPⅢ控制点,并且测站位于联测的CPⅢ控制点中间。自由设站的精度要求满足表1的要求。

表1 自由设站点精度要求
(2)自由设站完成之后,CPⅢ控制点的坐标不符值应满足表2的要求。当CPⅢ点坐标(X,Y,H)不符值大于表2中规定时,该CPⅢ点不应参与平差计算。每站参与平差的CPⅢ点数不少于6个。

表2 CPⅢ点坐标不符值限差要求
(3)每站最长测量距离不宜超过60m,天气良好时可适当放宽,测量过程中轨检小车应逐渐靠近全站仪,最近不少于5m。
(4)相邻测站应有一定的搭接区域,一般不少于10个承轨槽的距离。相邻精调作业区间之间应至少重叠测量一站。
(5)每站设站成功后,必须控制好换站搭接,换站后轨检小车在同一对承轨槽的搭接偏差应小于2mm,以避免出现如图2所示的横向换站搭接偏差和如图3所示的高程换站搭接偏差。

图2 横向换站偏差示意

图3 高程换站偏差示意
3.2 扣件调整量计算的过程控制
扣件调整量计算可分为综合分析评价和扣件模拟调整适算两个阶段。综合分析评价主要根据轨道测量数据,根据轨道线形和精度确定需要调整的区段,重点对周期性多波不平顺进行分析,避免出现三角坑。扣件模拟调整适算则是根据综合分析评价结果,按先整体后局部的原则,使用专业软件将30~300 m的长短波平顺性指标调整到位,达到有关技术标准的要求。对于扣件模拟调整适算而言,应注意以下几方面的控制。
(1)把握好适算原则:“先轨向、后轨距”,“先高低、后水平”,并在轨向和高低调整时,根据线形选择好基准轨。
(2)应注意3.1所述换站偏差引起的不平顺性。对于因换站偏差引起的轨检数据不平顺,应慎做调整,通过弦线和道尺的复查,或使用轨检小车再次测量后,再行确定调整方案。如图4所示。

图4 换站偏差对模拟调整影响示意
(3)对于因轨道板变形产生的钢轨不平顺性,则应视个别或区段影响,确定调整方案,不仅要使平顺性指标达到技术要求,而且要最大程度上消除周期性多波不平顺性的产生,如图5~图7所示。
3.3 扣件调整前复查的重要性
由于传统弦线、道尺的轨检方法,无法满足全面、系统掌握钢轨精度和平顺性的要求,因此长轨铺设的轨道调整全部采用了轨检小车,但由于轨检小车测量结果受环境影响大,对操作人员要求高,因此轨检小车的测量结果中可能包含着换站偏差等客观和主观误差,不同的轨检小车软件对于这些误差的显示和处理不尽相同,必将导致扣件模拟调整适算人员的控制不当,产生误调整,出现重复施工。根据传统弦线、道尺在短波不平顺处理的便捷特点,建议在使用轨检小车的扣件调整量表前,使用传统方法进行局部复查,确认扣件更换的必要性,减少可能的重复工作。

图5 轨道板变形产生周期性不平顺影响示意
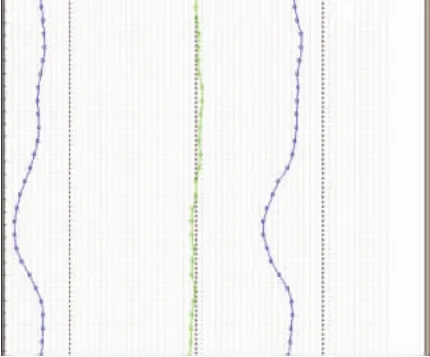
图6 轨道板变形产生短波高低不平顺影响示意
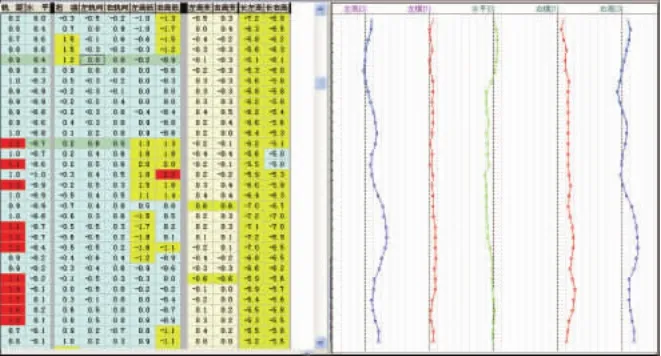
图7 轨道板变形产生长波不平顺影响示意
3.4 轨道复测及数据管理
扣件调整后,应及时对轨道几何形态进行复测,复测区段应包含全部扣件调整区段,并应与不调整区段形成有效重叠和搭接,形成全面、完整的轨检数据,系统反映长轨精调后的空间几何形态,利于钢轨静态调整验收,并可在动态联调联试时,起到辅助分析作用。
4 成果验收的过程控制
在钢轨静态调整验收前,应对全线轨道复测成果进行平顺性指标验证,特别对标段间(作业区间)搭接区和道岔与正线搭接区,应重点检查其复测数据是否能满足30~300m长短波平顺性分析的要求,确保钢轨几何形态满足列车高速行驶的平顺要求。需要特别指出的是,除按规范要求对轨向、高低、轨距、轨距变化率、扭曲、正矢、水平等指标进行验证外,还应对轨向和高低的变化率进行控制,在动态联调联试前最大限度地使钢轨几何形态满足平顺性要求,缩短联调联试周期,降低联调联试难度。
5 结论及建议
(1)钢轨静态调整效果将影响动态联调联试的周期和难度,要做好钢轨静态调整工作,必须高标准、高精度地进行轨道调整,力争在静态调整阶段不留缺陷,将下一步的动态联调联试工作量降到最低,不将静态调整的缺陷留到联调期间。
(2)钢轨静态调整是一个系统工程,由多个阶段和过程组成,对每一阶段的过程应针对性地提出控制措施和质量目标,使静态调整处于可控状态。
(3)除一般工序性的控制外,应加强对源头(轨检小车、人员)的控制,确保轨道静态测量数据的准确、真实、可靠,避免多次反复调整。另外,还应加强对成果(钢轨静态调整数据)全面性、附合性的检查,切不可放过任何缺陷到动态联调期间。
(4)切实加强对轨向变化率和高低变化率的控制,减少轨向不良对动车横向晃动的影响。高度重视连续周期性多波不平顺对行车舒适度和稳定性的影响。
(5)切实做好标段间(作业区间)搭接区和道岔与正线搭接区的控制工作,减少前后轨道顺接不佳,导致的中长波不平顺性。
[1]中华人民共和国铁道部.科技基[2008]86号 客运专线轨道几何状态测量仪暂行技术条件[S].北京:中国铁道出版社,2008.
[2]中华人民共和国铁道部.科技基[2008]182号 客运专线轨道几何状态测量仪暂行技术条件检测实施细则[S].北京:中国铁道出版社,2008.
[3]中华人民共和国铁道部.TB10601—2009 高速铁路工程测量规范[S].北京:中国铁道出版社,2009.
[4]中华人民共和国铁道部.铁建设[2009]674号 高速铁路无砟轨道工程施工精调作业指南[S].北京:中国铁道出版社,2009.
[5]王志坚,刘彬.武广铁路客运专线无砟轨道精调关键技术[J].轨道建设,2010(1):1-6.
[6]左玉良.轨道几何状态检测技术的应用研究[D].上海:同济大学,2007.
[7]王国详,高俊,卢建康.高速铁路轨道几何状态控制指标及检测技术探讨[J].铁道勘察,2012(1):1-5.
[8]赵东田,孙晖.CRTSⅠ双块式无砟轨道综合整理技术[J].铁道标准设计,2009(11):28-30.
[9]郑乃刚,高智锋.武广铁路客运专线CRTSⅠ型双块式无砟道床施工技术[J].铁道标准设计,2009(S1):47-51.
Key Technologies of Process Control of Steel Rail Fine Adjustment of High-speed Railway
MA Ming-zheng1,2
(1.School of Civil Engineering,Southwest Jiaotong University,Chengdu 610031,China;2.Henan Co.,Ltd.,Beijing-Guangzhou Passenger-dedicated Line,Zhengzhou 450000,China)
In the process of steel rail fine adjustment construction of high-speed railway,if ignoring the process control or paying no attention to the key technologies during static adjustment,the workload and difficulty of steel rail fine adjustment during integrated commissioning will be increased,and consequently the integrated commissioning will be influenced adversely.Therefore,it is very important to master the key technologies of steel rail fine adjustment,in order that the track geometry size can quickly meet the requirement of integrated commissioning.This paper,based on the experience on steel rail fine adjustment for Shijiazhuang-Wuhan passenger dedicated line,in combination with the characteristic of steel rail fine adjustment by the use of track inspection trolley,analyzed the process of steel rail fine adjustment in details.Furthermore,this paper proposed the key technologies which should be mastered respectively in construction preparation stage,construction stage and acceptance stage;and also carried out relevant analysis and verification by using inspection data.It is proved by practice that these key technologies have played significant roles in fine adjustment of steel rail.
high-speed railway;ballastless track;fine adjustment of steel rail
U238;U213.2+44
A
10.13238/j.issn.1004-2954.2014.03.005
1004-2954(2014)03-0021-04
2013-12-04
马明正(1969—),男,高级工程师,工程硕士,E-mail:zymz1969@163.com。